熱變形設計理論在煤礦設備設計中的應用分析
2018-11-05 08:21:40郭小明趙曉兵
山西冶金 2018年4期
郭小明, 趙曉兵
(1.山西省陽泉固莊煤礦, 山西 陽泉 045011; 2.山西中永通機電設備制造有限公司, 山西 太原030006)
煤礦設備一直以“笨、大、黑、粗”外觀和視野給人留下深刻影響,在千萬噸礦井生產裝備條件下,這一形象隨著技術進步,理念創新設計拋棄了“粗放型”設計這一陳舊理念,過去以體積、質量等物理量作為工作壽命保障體系的舊的傳統經驗已徹底退出舞臺,新的工作壽命保障體系依靠更科學的技術參數指標及系統失穩判定理論[1],在失效機理分析基礎上逐步建立新的工藝路線和技術措施來適應煤礦裝備發展的需要。
1 設備生命周期曲線基本特點
煤礦裝備使用環境復雜不確定因素影響多,所以設計安全裕度系數大;決定了其基本尺寸及質量比常規工業設備要大得多,重得多,但是隨著技術進步和產能的擴大,單一依靠設計安全裕度系數不僅不能實現設計思想,而且也是不科學的。筆者多年跟蹤井下機械設備損壞狀況,對設備生命周期曲線進行了分析,見圖1。
由圖1得出,與煤炭生產量緊密關聯部件:如輸送刮板、割煤部搖臂、洗煤廠篩板等機械設備生命周期曲線非常相似,使用壽命在煤礦高強度生產情況下使用壽命時間很短,這也證明了體積,質量等物理量作為工作壽命保障體系的實踐依據。但是也看到這樣一個現象:磨損曲線初期平滑磨損量很小,進入穩定期后這一現象與產量線性關系很好,圖2為煤礦機械設備基本磨損曲線。
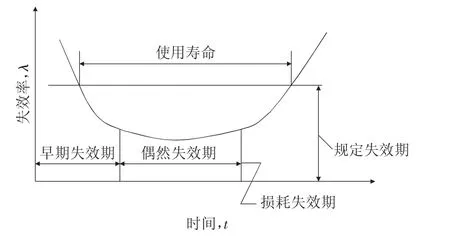
圖1 煤礦運輸機械設備生命周期曲線
2 熱變形設計理論的提出
溫度引起的熱變形誤差對機械與儀器精度的影響歷來是受人們關注的問題,特別是在精密工程和微納米測量技術等現代精密技術中[2],熱變形誤差的影響尤為突出[3],成為影響精度的主要因素。零件形體尺寸并不完全是熱脹冷縮,也存在“熱縮冷脹”的現象;精密零件形體的熱變形存在微觀尺度的非相似性;現行材料熱膨脹系數定義標準具有近似性,不能反映材料本身的屬性,應該提出更科學、更準確的材料熱膨脹系數。零件形體受溫變形的影響因素極其復雜,傳統的計算公式具有不準確性,沒有考慮形體邊界條件的復雜性和熱變形之間的關系[4],也沒有考慮熱變形前熱效應所導致的熱變性問題,圖2所掲示的煤礦機械設備基本磨損曲線現象表明,設備的熱源是磨損導致的,熱變形形成是有條件的,只要直接磨損產生的熱量E磨損-E損失大于零才會產生熱效應,而且只要E磨損-E損失的值大于設備材料決定的變形變性能量值才會產生變性和變形,這一磨損就會加劇,就會真正影響設備使用壽命,產生線性很陡的摩損運行現象,設備熱變形設計理論的要點就是使得設備在工作條件下遠離熱變形熱變形發生的邊界條件,具體講就是E磨損-E損失盡量小,形體邊界條件的復雜性可以解決熱變形問題。
3 煤礦機械設備失效分析
煤礦運輸機械設備失效形式以磨損、腐蝕、沖擊多種形式疊加為主,最后導致結構損傷,直至結構破壞失效,基本技術路線采用耐磨性和強度好的材質,但是大量實踐證明失效現象依然大量存在,因為在加工過程中,不可避免的熱效應使得材質在局部變化很大,加工裂紋或者材質局部改性這為產品安全性留下大量隱患[5],高等級材質熱變形問題一直是業內難題,圖3為耐磨性增強材料與加工裂紋影響率統計圖表。只有選擇耐磨性和強度好一些,加工熱效應導致變形不明顯的材質滿足工程需要,這一思想解決了加工熱效應產生隱患問題,但是磨損問題依然不能滿足生產需要,加厚效果不明顯,而且磨損加劇特征明顯,也不符合減量化要求。
煤礦運輸機械設備失效形式深層次分析:磨擦產生熱集聚效應,耐磨性減弱這一過程腐蝕性加強,沖擊耐壓能力減弱,多效應疊加,磨損導致變形發生,磨損以加速方式進行,煤礦生產過程熱效應問題煤礦機械設備失效的根本性原因[6],這一過程的形成是與煤礦流程化生產形式相一致的,物流長時間運行使得接觸溫度T與磨損效應極致一致,不僅磨損量足夠,而且對材料改性效應,沖擊耐壓能力減弱,多效應疊加,導致變形發生,將綜合效應放大到最大,加速磨損效應發生也就是顆粒剝離現象發生,煤礦機械設備失效形成。
4 煤礦運輸機械設備失效對策
熱效應是磨損(摩擦)產生的,構造一磨損形式使得熱效應在這一磨損形式下不能產生加劇磨損的熱量,也就是使得磨損不致產生多效應疊加模式,這樣磨損就遠離結構損傷,也就不能導致結構破壞這一形式出現。
針對這一磨損形式,現有的通用對策是在現有割煤部搖臂上進行菱花堆焊的方法,其原理是菱花堆焊使得搖臂與煤體不能產生滑動摩擦,在摩擦過程中不產生大量的熱量,圖4為搖臂菱花焊接外形圖。
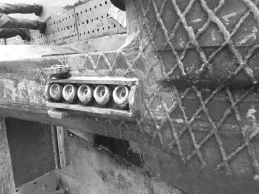
圖4 為搖臂菱花焊接外形圖
具體實施方式:菱花堆焊對材質基本沒有影響,但是堆焊體耐磨性遠高于本體材質,原因是堆焊體體積小,加工時間短,熱累積效應不能產生裂紋效應。
具體實施措施后煤礦運輸機械設備磨損及熱效應分析:菱花堆焊凸起效應使得物體流過產生的滑動摩擦效應為滾動摩擦效應或靜摩擦,當發生滑動摩擦時由W=F·X可知會產生大量的熱量,而且由于煤礦運輸機械屬于連續作業,沒有可以耗散熱量的時間與空間,當運輸設備發生磨損及熱效應時無法得以緩解,相反會愈加嚴重,所以磨損產生熱集聚效應遠離于磨損加劇發生條件范圍,而且菱花堆焊凸起起加強筋的作用,抗沖擊性及設備結構穩定性增強很多;結構壽命增加是很大的,沒有堆焊到的地方一般承受的沖擊力不會很大,而且抗沖擊等級增加量足夠抵消這一沖擊力,但是其磨損幾乎可以忽略;菱花堆焊凸起可以足夠抵消這一磨損是其生產周期內需要考慮的首要參數,耐磨特性,再附加磨損量不大,這一技術參數極易實現;更進一步,菱花堆焊再下一次設備檢修時由于堆焊加工特性可以使得設備修復如新,下頁圖5為煤礦運輸機械設備遠離熱效應磨損條件下設備生命周期曲線,其特征使用壽命時間幾乎是原設計的2倍。
洗煤廠針對篩板磨損一般采用襯板方式,磨損到一定時候直接更換襯板即可,這樣保證了設備整體壽命曲線的完美。
5 結語
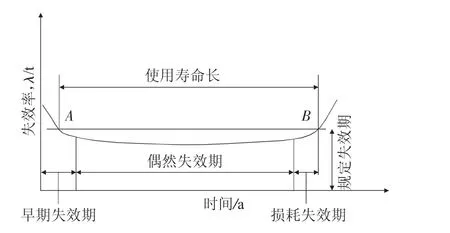
圖5 設備生命周期曲線
借助于系統失穩判定遠離失效工作點這一工程思想,基于熱變形設計理論分析礦山生產設備主要在摩擦工作狀態下的失效形式,結合材料分析、工藝分析、運行分析、維護分析證明菱花堆焊耐磨加強是現階段非常有效的技術手段,使得既滿足了大型工作面對運輸設備減量化設計的要求,又為設備壽命周期提供技術保障,使得煤礦設備“笨、大、黑、粗”外觀得以根本改觀。
猜你喜歡
核科學與工程(2021年4期)2022-01-12 06:30:26
今日農業(2020年19期)2020-12-14 14:16:52
中華詩詞(2020年1期)2020-09-21 09:24:52
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
中學物理·高中(2016年12期)2017-04-22 11:53:03
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
工業設計(2016年4期)2016-05-04 04:00:23
現代企業(2015年8期)2015-02-28 18:55:34
現代企業(2015年6期)2015-02-28 18:51:50