模壁潤滑劑對氫化鈦粉末冷壓成型的影響
2018-11-06 06:54:24魏宇航王春明肖素芬陳云貴
四川冶金 2018年4期
魏宇航,王春明,肖素芬,陳云貴
(四川大學 材料科學與工程學院,四川 成都,610065)
經過數十年的發展,鈦及鈦合金在越來越多的領域得到了應用[1-3]。粉末冶金工藝因其近凈成型性,工藝簡單,所制備零部件偏析較小等特點,在鈦及鈦合金件的生產制備上得到較多的關注和發展[4,5]。在以粉末冶金工藝為生產制備鈦及鈦合金零部件的工藝時,雖然相比于傳統工藝有較多優勢,但其生產原料鈦粉居高不下的生產成本和產品質量不佳等缺點,使得鈦及鈦合金在民用領域的推廣受到了嚴重阻礙[6-8]。為了進一步降低生產成本,讓鈦及鈦合金在更多領域得到發展和應用,氫化鈦粉代替鈦粉作為鈦及鈦合金制件原料的粉末冶金方法逐漸被人們所關注,并得到了大量的研究和應用[9-11]。然而氫化鈦粉硬度較高,脆性大,成形性差,在壓制成形時生坯質量較差,潤滑劑的使用能有效解決這類問題。常見的潤滑劑使用分為內潤滑、外潤滑和混合潤滑,內潤滑即為潤滑劑添加到成型粉體內以減小粉體內部摩擦力的潤滑方式;而外潤滑也稱為模壁潤滑,即將潤滑劑添加到成型模具內達到減少粉體與模具內壁摩擦力的潤滑方式;混合潤滑則為前兩種方式的結合。相較而言,內潤滑的使用雖然能減少粉體內部摩擦力,但同時會帶來生坯孔洞增加,密度下降,生坯顆粒結合不均勻等影響,在PM(Powder Metallurgy)工藝中,減少甚至消除內潤滑的使用是最終的目標[12-13]。此外,鈦元素及其活潑的性質使得其對于氧、氮、碳等元素的敏感度非常大,極易與有害元素發生化學反應,形成雜質相,嚴重影響制件的力學性能[14-16]。模壁潤滑劑的添加方法不僅能減少內潤滑引起的化學污染,還能有效降低脫模力,延長模具使用壽命,相比于內潤滑是更為有效的一種潤滑方法[17-20]。目前,對鈦和鈦合金粉末冶金的模壁潤滑劑研究大部分是針對溫壓成形,而對冷壓成形的模壁潤滑劑研究較少,且對鈦粉冷壓成形潤滑劑的使用仍普遍采用硬脂酸鋅為主,研究重點也主要限于對生坯的脫模力減少和生坯密度提高,未做模壁潤滑劑對整個粉末冶金成型過程的影響分析。本文以氫化鈦粉為原料,分別選擇硬脂酸鋅(ZnSt),硬脂酸(SA)以及聚乙二醇(PEG-6000)作為模壁潤滑劑研究對象,通過分析對比各模壁潤滑劑對成形生坯和燒結件的質量和性能影響,評估對氫化鈦粉末冶金冷壓成型最為有利的模壁潤滑劑。
1 實驗
本實驗所采用的原料為外購于攀枝花鋼企欣宇化工有限公司的0A級海綿鈦,海綿鈦詳細規格如表1所示,通過氫化脫氫法(HDH),將海綿鈦加熱至450℃,通入高純氫(純度99.999%)進行吸氫,之后隨爐冷卻至室溫,得到氫化鈦顆粒,將制備的顆粒通過高能球磨機自磨2 min后,得到Ti H2粉末,將粉末經200目(75μm)篩網過篩。粉末粒度通過型號為JL-1155型激光粒度儀分析獲得,粉末形貌通過日立公司生產的TM-1000型掃描電子顯微鏡觀察得到。
制備出的Ti H2粉末在直徑為10 mm的圓柱形不銹鋼模具中冷壓成形得到高度在10 mm左右的生坯件,冷壓過程采用單軸向壓制成形,成形壓力為600 MPa,保壓1 min。在冷壓成形過程中,通過噴涂的方式分別將硬脂酸鋅(ZnSt),硬脂酸(SA)的無水乙醇溶液,以及聚乙二醇(PEG-6000)的水溶液添加到模具的內壁上進行模壁潤滑。成形性的測試通過生坯抗壓強度來表示,采用電子萬能材料試驗機(型號:Instron 5569)進行試驗,壓縮速率為0.5 mm/min,以試樣斷裂作為測試結束點。生坯密度通過幾何法測量獲得,TiH2的理論密度為3.75 g/cm3,樣品物相分析采用型號為DX-2700B的X射線衍射分析儀測試,掃描方式為步進掃描,掃描速率為0.04°/s,采樣時間1 s,掃描范圍為20°~80°。燒結過程在真空鉬絲爐內完成,燒結溫度為1350℃,真空度為5×10-3Pa,升溫速率為5℃/min,保溫2 h后隨爐冷卻至室溫。致密度的測試采用阿基米德排水法測試獲得。燒結件在橫切并打磨拋光腐蝕后,分別通過光學顯微鏡(型號:OLYMPUS-BH-2)和顯微硬度儀(型號:HVS-1000)分析得到試樣的光學顯微結構和顯微硬度,腐蝕劑為自配腐蝕液(氫氟酸∶硝酸∶去離子水=1∶3∶5的體積配比)。
2 結果與討論
2.1 氫化鈦粉末特性
圖1為經自磨破碎并過篩后得到的Ti H2粉末粒度分布圖(a),粉末顆粒放大2000倍的SEM圖(b)以及XRD物相圖譜(c)。從結果來看,粉體粒度分布范圍較廣,大小分布較為均勻,經篩分后的氫化鈦粉末平均粒度為38μm,粉體在34~60μm的粒徑范圍內分布頻率最高,這種較為廣泛的粒度分布有利于小顆粒填充孔隙,使成形后的制件有更好的顆粒結合。以海綿鈦為原料經氫化鈦脫氫(HDH)法制備的Ti H2粉體,其顆粒形貌呈不規則多角狀。海綿鈦在吸氫后因氫原子進入晶體間隙,造成晶格畸變增大,顆粒脆性增加,在磨削過程中更易破碎為細小顆粒。由顆粒放大圖1-(b)可見氫化鈦粉末破碎后顆粒表面有大量的臺階狀褶皺,且沒有纖維狀撕裂花紋,可以判斷氫化鈦粉破碎斷裂過程幾乎沒有塑性變形發生,為脆性斷裂。圖1-(c)為Ti H2的XRD物相圖譜,可見本實驗吸氫后的得到氫化鈦粉體物相為純Ti H1.971單一相,(PDF卡片號為:No.89-4071)。

表1 海綿鈦的詳細規格Table 1 Chemical component of titanium sponge in details
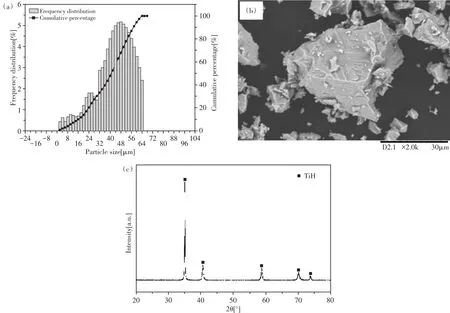
圖1 TiH 2粉末特征:(a)粒度分布;(b)粉體形貌;(c)XRD物相圖譜Fig.1 Particle size distribution:(a)size distribution;(b)powder morphology;(c)XRD pattern
2.2 生坯質量
將所制備的TiH2粉末在液壓機上進行冷壓成形后,對生坯密度進行測量并得到如圖2-(a)所示結果。在使用模壁潤滑劑后,相比于無潤滑劑添加的條件,生坯制件的密度均有一定程度的提高,其中硬脂酸SA的效果最佳,使用SA模壁潤滑劑的生坯密度能達到78.34%。生坯密度的提高有利于燒結過程的致密化作用,對制件的致密度提高有較好的促進。模壁潤滑劑的使用能減少粉體與模壁之間的摩擦力,提高有效成形力,使粉體在壓制成形時能被壓縮的更加密實,同時,氫化鈦粉在成形時因其脆性較大易于破碎,因而在有效成形力增大時能有更多的大顆粒破碎成小顆粒并填充孔隙,使得坯體更加致密。
更高的有效成形力意味著更好的粉體顆粒接觸和結合,粉末冶金壓制成形中,顆粒之間的結合主要通過機械咬合來實現,粉體與模壁摩擦力的減小使得粉體顆粒間的結合更加緊密,且氫化鈦顆粒具有較大的脆性,當有效成形力提高時,顆粒的破碎增加,小顆粒破碎進入孔隙填充孔洞的同時還能增加顆粒之間的接觸面積,使得顆粒有更多的咬合角度,在宏觀上使成形生坯的強度增加。從圖2-(b)所示生坯抗壓強度測試結果可見,硬脂酸相比于硬脂酸鋅和聚乙二醇有更好的減小粉體與模具的摩擦力的效果,能適當提高生坯的成形性,所得到的生坯件強度增加。
觀察使用模壁潤滑劑后的冷壓成形生坯件外觀可見,在未添加潤滑的情況下,Ti H2粉末在冷壓成形后有明顯裂紋存在,且掉邊現象嚴重,生坯制件質量較差,而添加潤滑劑后生坯件外觀質量得到明顯提升,掉邊現象得到改善,且裂紋率得到了有效控制,生坯質量較高。表2顯示了各潤滑劑添加條件下的生坯密度及裂紋率,可見硬脂酸和聚乙二醇對于生坯裂紋率的控制效果優于硬脂酸鋅。模壁潤滑劑對于生坯裂紋和掉邊現象的改善主要原因是潤滑劑添加后,粉體與模壁的摩擦力減小,在冷壓過程中粉體對模具的侵蝕和冷焊作用降低,在成形后,生坯件易于脫模而不需要較大的脫模力,這使得脫模后生坯件不易產生因彈性后效引起的體積膨脹,因而制件保形能力得到提高,不易產生裂紋和變形。此外,在使用聚乙二醇后,成形生坯制件表面有較為顯著的潤滑劑殘留,這些附著的殘留物需后續燒結處理進行脫除,對于生坯外觀質量要求較高的制件需要考慮潤滑劑殘留附著的問題。
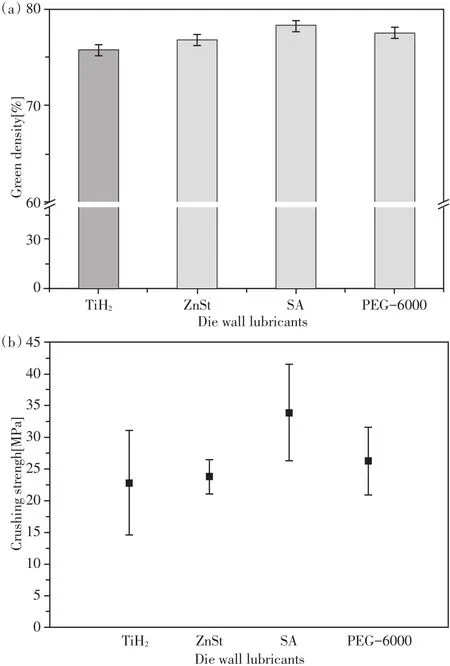
圖2 模壁潤滑劑對生坯密度和抗壓強度的影響Fig.2 Variation of green densities and crushing strength with die wall lubrication
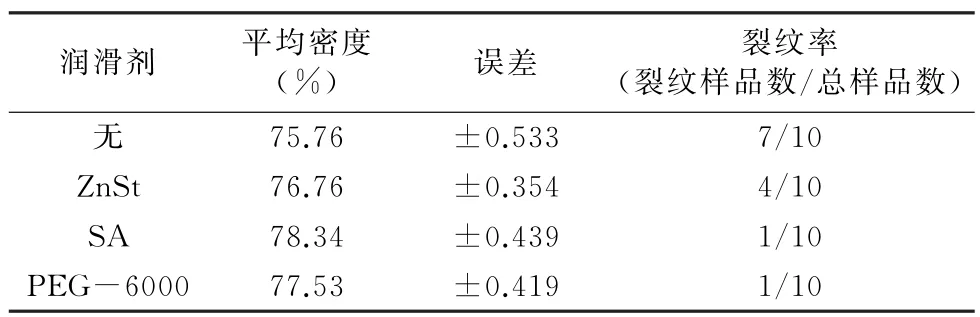
表2 生坯密度及裂紋率Table 2 Green densities and crack rates
2.3 燒結件質量
將成形后的生坯件于真空鉬絲爐內真空燒結至1350℃,并保溫2 h后隨爐冷卻至室溫即可得到燒結制件。將燒結制件經橫切,并打磨拋光腐蝕,再通過光學金相顯微鏡觀察,可得到使用模壁潤滑劑后各試樣的孔隙變化情況。圖3為各模壁潤滑劑使用后燒結件的光學顯微形貌圖。
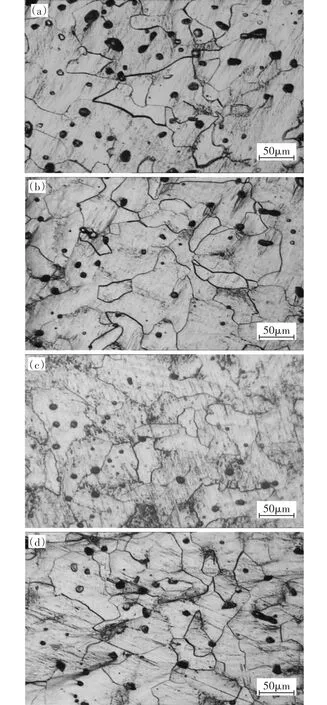
圖3 經1350℃燒結后試樣的光學顯微形貌(×100):(a)TiH 2;(b)Ti H 2-ZnSt;(c)Ti H 2-SA;(d)Ti H 2-PEGFig.3 OM images(×100)of sintered TiH2(a),TiH2-ZnSt(b),TiH2-SA(c)and TiH2-PEG(d)at 1350℃
實驗結果顯示,模壁潤滑劑的使用有減小孔隙大小和孔洞數量的效果,未添加模壁潤滑劑時燒結件中孔洞較大,且通孔較多,在使用模壁潤滑劑后,燒結件中孔洞有較明顯的減小,且閉孔較多,通孔數量減少,但晶粒細化效果不明顯。孔洞細化和減小的現象可能是由于在壓制過程中有效成形力的增加,導致更多的顆粒破碎成細小顆粒填充孔隙,使得燒結后制件更加致密,孔洞更細小。
通過阿基米德排水法測量得到各樣品的相對燒結密度,相對燒結密度通過式(2)計算得到:

其中ψ為相對燒結密度,ρt(g/cm3)為理論密度,ρs(g/cm3)為燒結密度,Ms(g)為燒結試樣質量,Mw(g)為試樣所排開去離子水的質量,因去離子水的密度為1 g/cm3,則Mw即也為體積。
圖4-(a)為模壁潤滑劑對燒結致密影響規律圖,從結果來看,模壁潤滑劑對燒結件致密度影響甚微,在未使用潤滑劑的情況Ti H2燒結件達到98.84%左右的燒結密度,添加模壁潤滑劑后,SA對燒結密度僅有0.04%左右的微小提升,可見,模壁潤滑劑對生坯密度影響效果較大,但經燒結后的密度提升效果較小。
圖4-(b)為使用模壁潤滑劑后各試樣硬度值變化,可見,無論是何種潤滑劑,在使用后對制件整體的硬度變化影響并不大,試樣從心部到邊緣的硬度變化規律相近,由于貼近外表面的粉體易受到氧的侵蝕以及雜質的影響,在靠近外表面的范圍內硬度有明顯的增加,而靠近試樣心部的范圍則保持了幾乎一致的硬度值。顯微硬度可以作為氧含量變化的一個反應值,從實驗結果可以看到,模壁潤滑劑因其特殊的添加方式對制件的氧含量影響并不大,得到的制件保持了和未潤滑劑相似的氧含量,在燒結完成后進行少量的機加工即可獲得性能均勻的良好鈦及鈦合金制件。同時,從燒結后的制件外形來看,燒結后為添加潤滑劑的燒結件外表面仍有裂痕存在,且試樣不均勻性明顯,試樣高度差異明顯,添加模壁潤滑劑的試樣則保持了較好的外形,但使用聚乙二醇作為模壁潤滑劑后的燒結件表面有明顯的潤滑劑脫脂后留下的凹坑,需要少量機加工來改善表面。總體上模壁潤滑劑對于制件的均勻性和外形改善效果明顯,可見模壁潤滑劑的使用對燒結件的質量改善效果較好,其中SA的綜合適用性最好,在實際生產制造鈦及鈦合金的粉末冶金成型中有較好的實用價值。
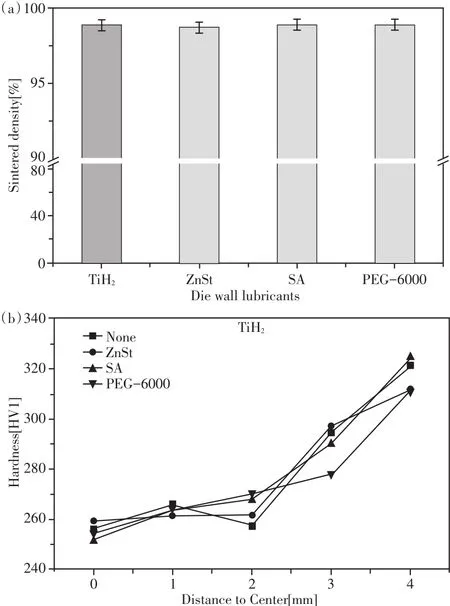
圖4 模壁潤滑劑對燒結密度(a)和顯微硬度(b)的影響Fig.4 Variation of sintered density(a)and microhardness(b)with die wall lubrications
3 結論
(1)模壁潤滑劑的使用能有效減少粉體與模壁之間的摩擦力,使有效成形力增加,提高成形生坯的密度,改善成形性,同時,模壁潤滑劑還能有效減少生坯的掉邊和裂紋現象,獲得質量更好的成形生坯制件,并延長模具的使用壽命。
(2)更好的生坯密度意味著更高的燒結致密度,模壁潤滑劑不僅能提高生坯密度,對燒結件密度同樣有少量的提高,并且能使燒結件中孔洞減小,減少通孔數,增加閉孔,獲得致密度更好的燒結制件。
(3)從顯微硬度測試結果來看,模壁潤滑劑對試樣的硬度值改變較小,硬脂酸SA在沒有明顯增氧的情況下,還能有效提高燒結件的均勻性。
(4)從最終獲得燒結制件外表情況觀察發現,使用聚乙二醇PEG-6000后,在燒結制件表面有嚴重的凹坑殘留情況,這嚴重影響了制件的外觀,對外觀要求較高的成型件生產不適用。綜合實驗結果可見,相比其他兩種模壁潤滑劑,硬脂酸SA無論是在生坯還是燒結件上都具有較為明顯的優勢,是較為適合鈦及鈦合金粉末冶金冷壓成型的模壁潤滑劑。