電動機硬繞組的少膠絕緣制作工藝
2018-11-07 01:22:00張欣達
中小企業管理與科技 2018年26期
張欣達
(西山煤電(集團)電機制造有限責任公司,太原 030000)
1 引言
電機絕緣結構起隔電作用,但有些也起機械支撐、固定作用。在長期運行過程中,電動機絕緣受到電、熱、機械力的作用和不同環境條件的影響,絕緣會逐漸老化,最終喪失其應有的性能。導致絕緣擊穿,不能繼續安全工作,因此電機運行的可靠性及壽命在很大程度上由線圈絕緣性決定的,所以人們把線圈比作電機的心臟。
2 電動機硬繞組的絕緣制作步驟
云母帶是構成硬繞組電動機主絕緣的主體,很大程度上云母帶的質量,決定了電動機主絕緣水平。電動機制造行業存在著多膠和少膠兩種主絕緣體系。[1]本文針對定子線圈繞制少膠絕緣云母帶進行論述。
實踐表明,少膠云母帶在技術要求及使用上完全可以滿足要求。但現代化企業管理要求,對重要的材料不應長時期獨家采購,比質比價采購才是企業管理進步的體現。因此,在對國內外少膠云母帶技術分析的基礎上,面對國內少膠云母帶的質量參差不齊,有些廠家的質量還可能達不到大型電機定子主絕緣技術要求的現實情況,在這種情況下也可以選擇國外知名廠商的少膠云母帶材料對其進行考核試驗。[2]試驗合格后方可使用。
①5442-1DC:0.13*25聚酯薄膜少膠粉云母帶:
②5442-1T:0.13*25無堿玻璃布補強少膠粉云母帶。
經過我們的多次計算和試驗,制定了一種以少膠云母帶為基礎的定子線圈絕緣繞制方法。以下為制作過程:
第一,首先根據圖紙的要求,核對線規及線圈的形狀尺寸進行線圈的繞制。
在第一次繞制線圈前,應預先繞制1-3支試驗線圈,試驗線圈制作完成并檢驗合格后,方可進行全部線圈的繞制。
第二,手包(機包)白布帶后漲型、熱壓。
在線圈漲型前,需要1/2疊包一層白布帶,對線圈漲型及熱壓有一定的保護作用。
第三,手工包絕緣。
本次手工疊包為預先制作工作,在搬運過程及機器人繞包過程中線圈折彎處可以對線圈進行保護。
①先用手包引線絕緣:使用材料為5442-1T,1/2疊包。層數與主絕緣疊包層數一致。引線疊包長度從引線頭10mm開始,至端部斜邊長的1/3-1/2處。
②再用5442-1DC(1/2疊包1層)包四個折彎處,疊包長度從進入直線部分25mm處開始,包至端部斜邊的1/2處。見圖1所示。
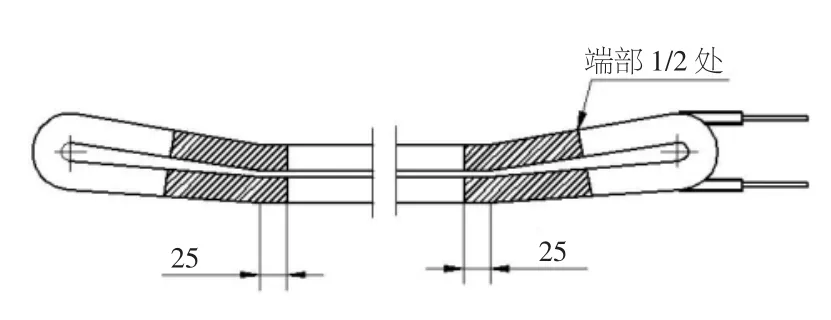
圖1
第四,包帶設備包直線絕緣(要求使用包帶機1/2疊包)。
我公司采用先進的手臂機器人包帶機進行直線絕緣的包帶。少膠云母帶制造完成后分切過程中不精細,導致玻璃絲徑向被切斷,在使用過程中會出現拉絲現象。[3]收卷過程中無法控制收卷張力,使得在采用恒張力控制、全自動數控包帶機包扎云母帶過程中、出現帶盤松動的現象。在包云母帶前,需用壁紙刀在云母帶端面進行“斷絲”處理。
疊包層數有電機額定壓力決定,6kV用5442-1DC疊包5層;10kV分別用5442-1DC與5442-1T各四層且交替疊包。兩種云母帶必須交替包扎,從一側端部的1/2處包至另一側端部的1/2處,直線部分不允許搭接包扎。
第五,包端部絕緣(手工包扎)。
①端部包扎層數與主絕緣層數一致,均為1/2疊包;
②材料均為5442-1T;
③在疊包最后兩層以前,需在引線的根部墊一層2X10X100的滌綸氈。見圖2。
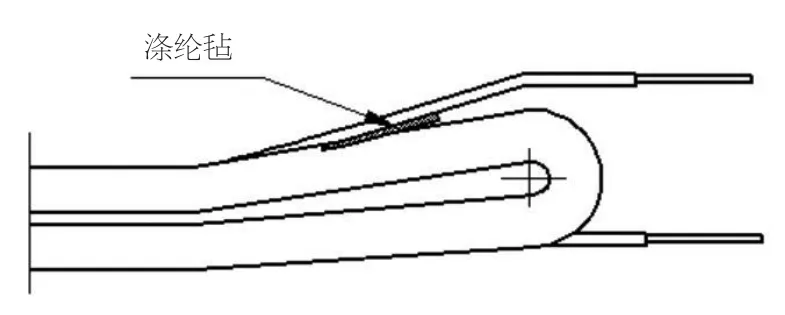
圖2
第六,包直線部分的低阻帶。
疊包方式為搭2mm疊包,包一層,直線部分全部包。在疊包過程中要注意低阻帶不得有破損,如有破損必須重新疊包。疊包范圍如圖3所示。
第七,包端部高阻帶。
高阻帶疊包長度搭低阻帶長度為20-25mm,1/2疊包至端部長度約為80-120mm。低阻帶與高阻帶必須是同一廠家生產,不同廠家的低阻帶與高阻帶不得混包,包帶時無論低阻帶還是高阻帶,無論起包端還是末包端,其端截面必須對齊,切不可留下尖角。4同時也不得出現高阻帶破損情況。疊包范圍如圖3所示。
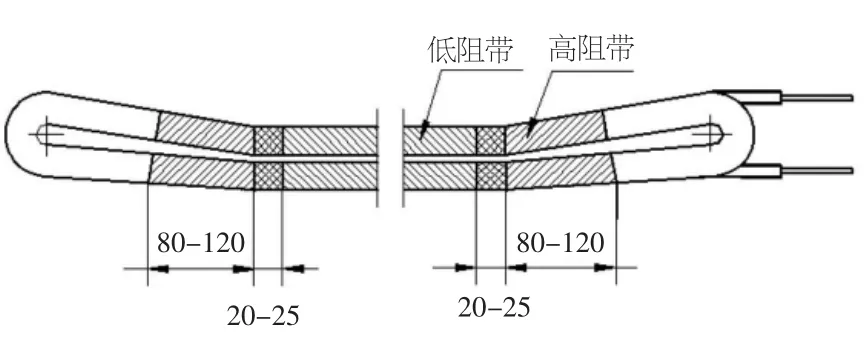
圖3
第八,端部包滌綸帶。
少膠絕緣帶疊包完成后端部需1/2疊包一層0.1X25的滌綸帶一層。
第九,端箍絕緣(部分電機)。
電動機如有端箍,少膠云母帶使用5441-1T,1/2疊包,疊包層數與主絕緣層數一致。
第十,定子下線后定子小橋絕緣。
使用少膠云母帶5442-1T,相內小橋疊包層數為主絕緣層數。相間連接疊包層數為主絕緣層數+1,均為1/2疊包。如額定電壓為6kV電機,主絕緣疊包層數為6層,相內小橋疊包層數為6層,相間連接橋為7層。
3 結論
電動機定子線圈制作完成后進行工頻耐壓試驗,耐沖擊電壓試驗,匝間耐壓試驗等多項試驗。全部達到電動機工作要求,同時定子線圈完全滿足《高壓交流電機定子線圈及繞組絕緣耐壓電壓試驗規范》的各項指標。通過多次試驗,合格的少膠云母帶質量穩定具有較高的可靠性;采用少膠云母帶,按現行工藝,先后制造了多批真機線圈,每批線圈技術指標都達到了要求,說明材料工藝性良好,與生產設備和工藝相適應;電動機線圈絕緣的常規性能和電老化性能達到了標準要求。表明少膠云母帶可以滿足使用要求。
