磁控細絲埋弧焊熔滴過渡對焊縫跟蹤信號的影響
2018-11-07 01:22:00陳宇李偉鵬洪波
中小企業管理與科技 2018年26期
陳宇,李偉鵬,洪波
(湘潭大學機械工程學院,湖南 湘潭 411105)
1 外加磁場對埋弧焊熔滴過渡的影響
不加磁場時,熔滴脫離焊絲之前的受力是一個動態平衡。[1]焊絲端部的金屬熔滴主要受到表面張力、重力、電磁收縮力、斑點壓力、等離子流力的作用。平焊時,重力是促使熔滴脫離焊絲末端的作用力,表面張力是焊絲端頭保持熔滴的主要作用力,焊絲與熔滴間的表面張力垂直作用于焊絲末端與熔滴相交的圓周線上,且與熔滴表面相切[2-3]。
2 埋弧焊熔滴過渡對跟蹤信號的影響
2.1 磁控細絲埋弧焊焊縫跟蹤傳感器系統
磁控電弧傳感器由兩個主要部件組成:勵磁電源和勵磁線圈,每一部件具有各自獨立的結構。勵磁電源用以產生可調頻率的電壓,與電源相連的勵磁線圈產生與電壓同頻率的磁場,圖1為磁控電弧埋弧焊自動跟蹤系統。
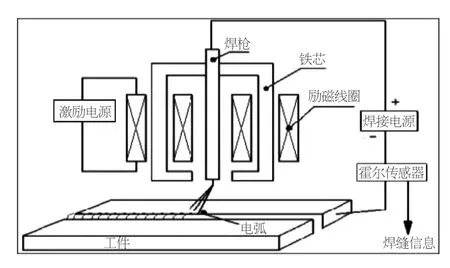
圖1 磁控電弧埋弧焊自動跟蹤系統
2.2 熔滴過渡對磁控細絲埋弧焊焊縫跟蹤信號波形的影響
通過自行設計的磁控焊縫跟蹤傳感器對細絲埋弧焊施加外部磁場,采用霍爾電流傳感器獲取焊接電流信號,DSO29數字示波器采集焊縫跟蹤信號濾波降噪前后波形,記錄無外加磁場、不同勵磁頻率及不同勵磁電流的熔滴過渡電流信號。

圖2 焊縫跟蹤信號波形及仿真圖圖
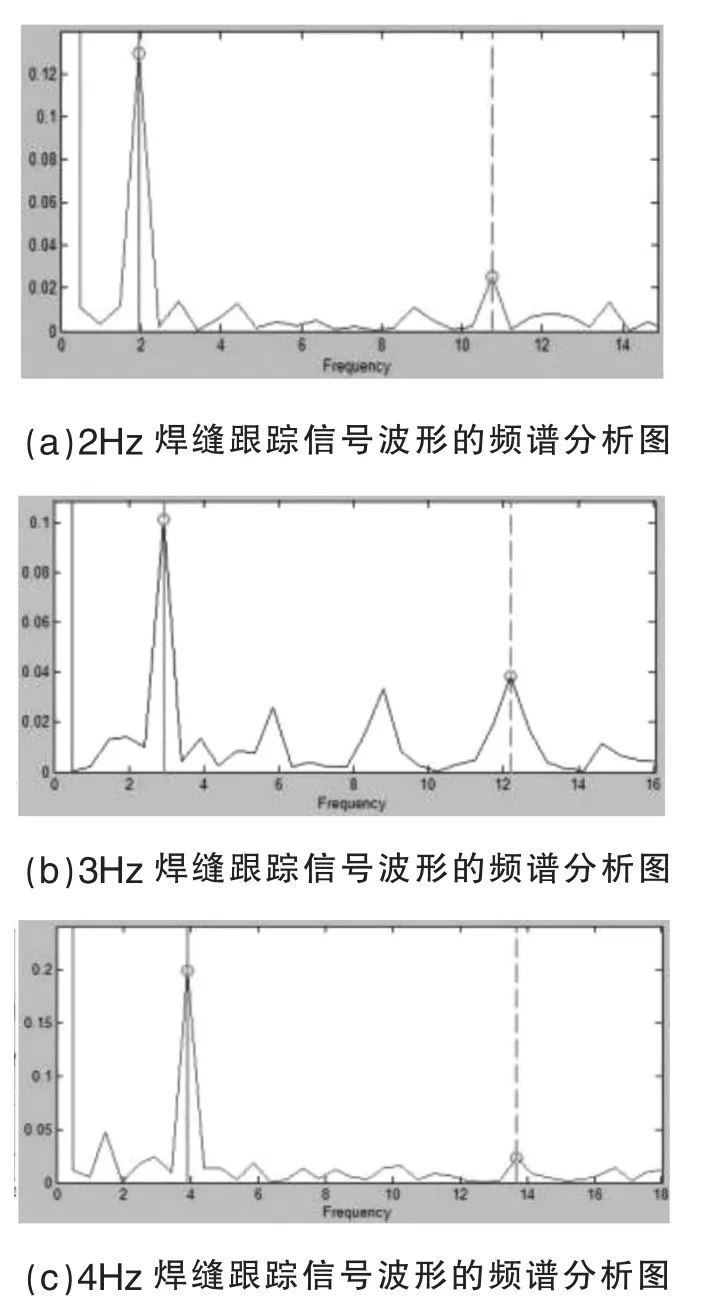
圖3 焊縫跟蹤信號波形頻譜分析
圖2中上方波形是勵磁電流為1.0A,勵磁頻率分別為2Hz、3Hz、4Hz時的焊縫跟蹤信號波形。圖3是左邊對應的焊縫跟蹤信號波形的頻譜分析圖,發現不同頻率的跟蹤信號中都有穩定的干擾信號。圖2中下方波形是理想跟蹤信號波形與其同步的熔滴過渡信號疊加仿真圖,發現實際跟蹤波形與仿真波形十分吻合。
3 熔滴過渡信號的濾除
小波濾波能夠在去除噪聲的同時,很好地保留信號的突變部分,時效性比較好。用4Hz的焊縫跟蹤信號進行小波濾波,圖4(a)中粗線是小波濾波后的效果圖,與濾波前相比,有效的濾除了疊加熔滴過渡信號引起的突變影響,跟蹤信號更加圓滑。
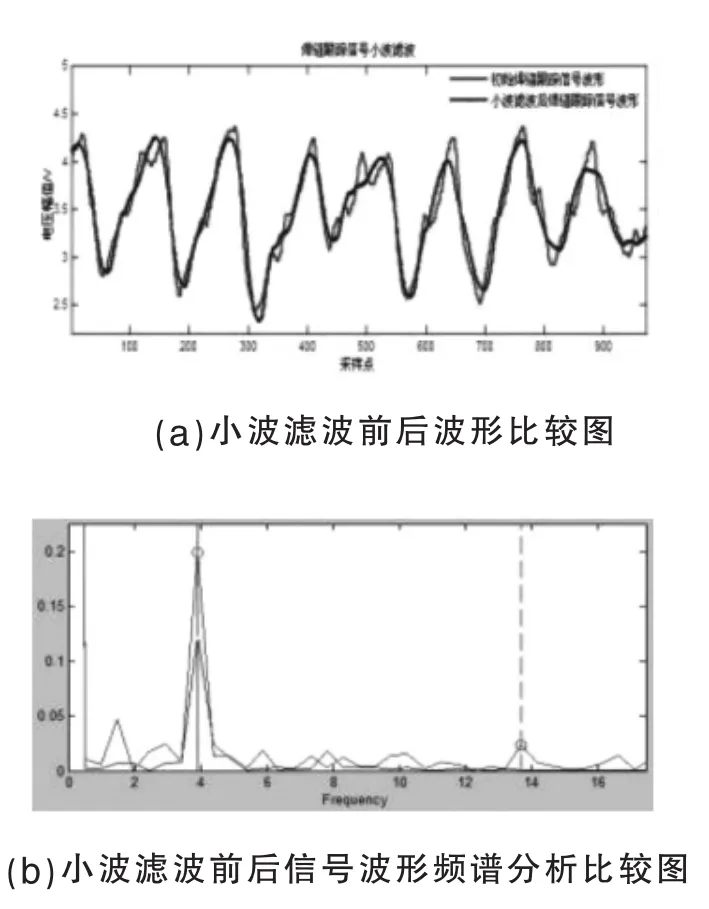
圖4 小波濾波效果圖
4 結論
①用焊接電流的變化體現埋弧焊熔滴過渡頻率,穩定焊接時細絲埋弧焊的熔滴過渡頻率為8.5Hz左右。
②磁控傳感器產生的橫向磁場能提高埋弧焊的熔滴過渡頻率,且隨勵磁電流的增加過渡頻率顯著提高,熔滴過渡成為干擾信號疊加在跟蹤信號里,降低了焊縫跟蹤精度。
③熔滴過渡信號濾除后細絲埋弧焊焊縫跟蹤精度有所提高,焊縫成形相對更為美觀。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
鴨綠江(2021年35期)2021-04-19 12:24:18
考試與評價·高一版(2020年6期)2020-11-02 02:45:24
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
中國生殖健康(2019年3期)2019-02-01 06:12:26
制造技術與機床(2018年12期)2018-12-23 02:40:58
制造業自動化(2017年2期)2017-03-20 14:26:13
鑿巖機械氣動工具(2016年3期)2016-03-01 04:00:25
海軍航空大學學報(2015年3期)2015-11-11 17:20:00
