一種高檔彩色字典紙的生產方法
2018-11-16 07:53:04張巖強王云豐王洪偉
造紙化學品 2018年5期
關鍵詞:產品
張巖強,王云豐,王洪偉
(牡丹江恒豐紙業股份有限公司,黑龍江 牡丹江 157013)
字典紙是一種高級的薄型書刊用紙,紙薄而強韌耐折,紙面細致,質地緊密平滑,稍微透明,有一定的抗水性能,主要供印刷字典、詞典、經典書籍等一類頁碼較多、使用率較高、便于攜帶的書籍。高檔彩色字典紙相比普通字典紙具有高PPI[1英寸(25.4 mm)厚度能容納印刷品的頁數]、超薄、高不透明度、色澤艷麗等特點。高檔彩色字典紙能更有效降低印刷及運輸成本,擴大信息量,且色彩艷麗清晰、不刺眼,能夠大幅度緩解讀者視覺疲勞。
我公司通過近年來的努力,攻克了高檔彩色字典紙的技術難題,產品定量可達到25 g/m2,PPI達到1 750左右,不透明度可控制在82%以上,成紙色彩方面可根據客戶需求生產,目前市場上主要以藍白、米黃、哈德利白、紅色等為主。本文將介紹我公司在高檔彩色字典紙生產過程中遇到的技術難題及解決途徑,為當前市場上高檔彩色字典紙的生產提供了一種方案。
1 技術難題
(1)抗張強度:由于高檔彩色字典紙相比普通字典紙的最大區別之一就是定量低,紙頁超薄,具有較高的PPI,因此要保證不出現斷紙現象,就要使紙頁具有較高的抗張強度。
(2)紙面勻度:高檔彩色字典紙紙張厚度小,紙頁薄,如何保證紙面勻度是一大難題。
(3)不透明度:高檔彩色字典紙紙頁超薄,為了不出現透印現象,所以要保證足夠的不透明度。
(4)色彩艷麗:高檔彩色字典紙色系可根據客戶要求調整,但是要保證色彩艷麗、清晰、色差小且穩定。
2 設計方案
(1)要保證紙張抗張強度,將長纖維配比適當提高,填料加入量適當減少,加入提高纖維結合強度的功能性助劑,同時合理控制紙機各部參數。
(2)要保證紙面勻度,將適當提高針葉木漿和闊葉木漿的打漿度,在不出現粘料等紙病的前提下,水印輥入網深度盡量大,各部速差合理控制,由于要保證抗張強度,所以針葉木漿和闊葉木漿的配比不進行針對性調整。
(3)要保證紙張不透明度,由于抗張強度的關系,填料加入量是不能提高的,主要采用漿內添加功能性填料的方式進行調整。
(4)要保證色彩艷麗、清晰、色差小,要選擇優質的染料,加入位置及方式進行合理選擇,并通過專用儀器對色差進行嚴格控制。
3 生產實踐
3.1 打漿工藝
原料使用進口漂白木漿,針葉木成漿和闊葉木成漿打漿系統各自均采用連續打漿的方式,針葉木成漿打漿系統采用多循環倉進行2次循環打漿,為保證成紙勻度,針葉木成漿打漿系統的打漿傾向于分絲帚化,故而使用1臺切斷磨片和3臺帚化磨片。成紙定量設計為25 g/m2,要保證成紙具有較好的抗張強度,針葉木配比為質量分數60%~70%,同時灰分不宜過高,控制在質量分數15%以下,填料選擇紡錘形液體填料,加入方式為混合倉和沖漿池同時添加,既保證了填料與漿料的完全混合,又能保證灰分控制的穩定性和及時性。
表1、表2和圖1分別為漿料主要參數、漿料分析數據和纖維勻整度附圖(表和圖中的分析項目均按相關行業標準檢測)。
3.2 表涂工藝
為使產品具有良好的適印性,需表涂功能性助劑進行表面施膠,表面施膠要保證橫幅均一性和良好的料膜狀態,如狀態不理想要及時對表膠設備、參數或表涂助劑進行合理調整。圖2為表涂系統的生產設備。
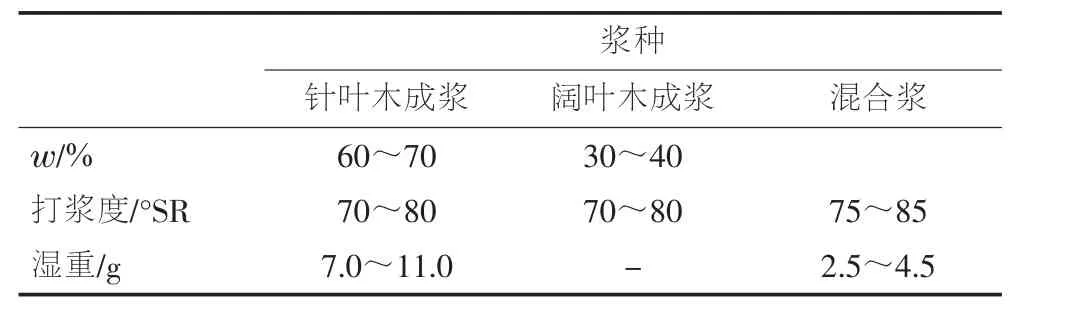
表1 漿料主要參數

表2 漿料分析數據

圖1 纖維勻整度附圖

圖2 表涂系統的生產設備
3.3 抄造工藝
字典紙是一種兩面印刷產品,因要保證兩面印刷效果基本無差異,所以使用長網多缸紙機進行生產,并使用壓光機進行整飾,且壓光機鋼輥面與紙張網面接觸,盡量減小兩面平滑度差。
(1)由于成紙定量較低,為保證產品不出現斷紙情況,必須要保證成紙具有較高的抗張強度,為保證抗張強度指標,除提高針葉木配比、適當降低成紙灰分外,紙機各部速差要適當提高,保證抄造過程中具有足夠的張力,另外干燥曲線要合理優化,干燥過程盡量平緩,不能出現強干燥的情況。
同時使用一種功能性助劑作為系統增強劑,添加量為常規添加量的2倍,最大程度提高紙頁抗張強度,在高檔字典紙開發過程中抗張強度指標是一切的基礎,干燥曲線趨勢圖見圖3,增強劑添加量對紙頁抗張強度的影響見圖4。

圖3 干燥曲線趨勢圖

圖4 增強劑添加量對紙頁抗張強度的影響
(2)為保證紙面勻度,除了漿料打漿度較高外,使用4組真空箱和6塊刮水板共同完成脫水過程,采用進口聚酯三層網承載紙頁,網案總長度達18 m,紙頁從上網至進壓榨部之前距離為8 m左右,可保證紙頁足夠的脫水能力。真空脫水不宜過快或過慢,水線位置控制在第3、第4組真空箱之間,真空度盡量小,避免出現真空過大造成的紙面針孔眼;刮水板角度不宜過大,控制在1.5°左右,原則上刮水板角度盡量小,如脫水能力弱,可以選擇繼續增加刮水板數量保證脫水能力,但不能通過調大刮水板角度強制脫水。同時控制紙面清潔度,采用四段除渣的方式對漿料進行過濾,對末端尾渣每30 min排放1次。
(3)使產品具有較高的不透明度指標,是產品開發的一大難點,也是高檔字典紙相比普通字典紙的最大特點之一,因為不透明度與抗張強度在成紙的抄造過程中相互制約,為保證抗張強度,灰分不能控制過高,紙機各部速差不能過小,這與不透明度指標控制相沖突。所以控制不透明度指標不能在紙頁抄造過程中進行,我們選擇在漿內添加一種主要成分為二氧化鈦的功能性助劑來實現,此助劑具有極好的不透明性,且易于溶解,利用率高,效果明顯。加入方式為溶解后與填料進行混合,加入混合倉內,根據不透明度指標的要求來調整加入量,同時產品水分不宜過高,控制在質量分數5.0%以下,功能性助劑不同添加量對不透明度指標的影響見圖5。
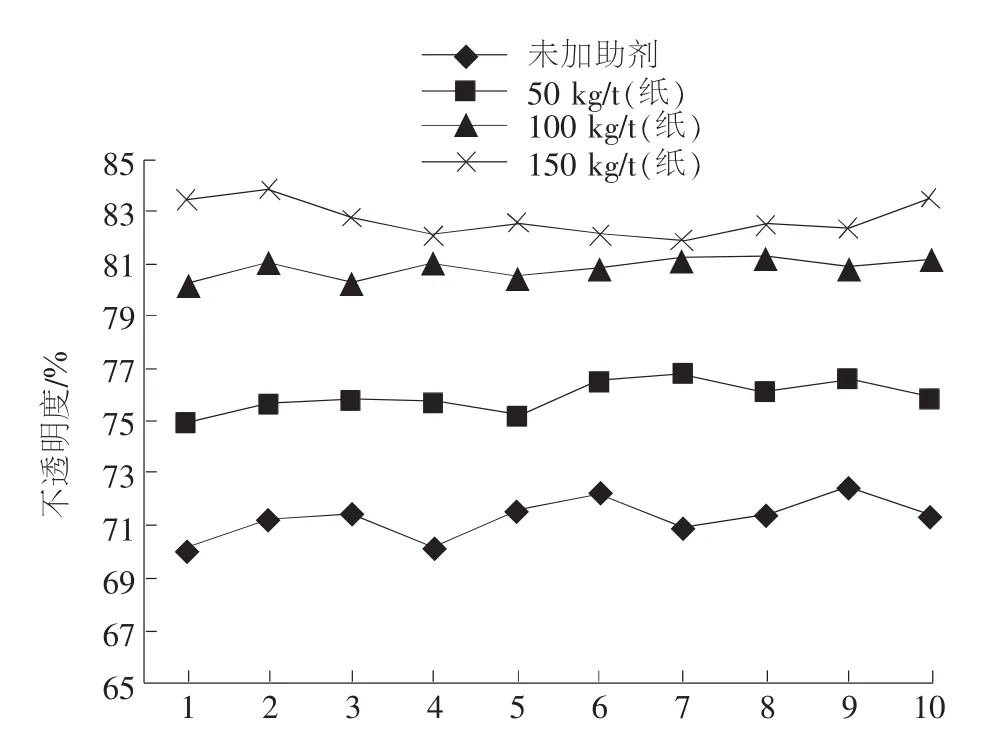
圖5 功能性助劑不同添加量對不透明度指標的影響
為保證生產過程的有序進行,避免多種問題同時出現,造成操作人員的疲于應對,染料先不進行添加,待其他指標合格后再進行著色。
表3是紙機各部的工藝參數。
4 產品著色
高檔彩色字典紙顏色的艷麗程度和色差的穩定性是區別于普通字典紙最大的特點之一。我們主要通過優選了一種進口染料、使用原輔料的方式實現。染料結構為線性和平面分子,含有大量羥基和氨基,與纖維素結合力強,著色穩定,效率高,且耐光性優良,色彩艷麗,不受水質影響。色差的穩定性主要是通過生產過程控制來實現的,待成紙指標穩定后開始加入染料,染料選用一種液體直接染料,本文以藍白產品為例。為使產品著色穩定,染料采用連續加入的方式,通過流量的調整來控制顏色的深淺;染料進入系統之前要使用300目的過濾網進行過濾,為提高染料著色的效率和穩定性,將染料加入到濃漿中(機前漿池),機前漿池液位保持不變。由于生產過程中會有損紙的產生,需要回抄處理,為保證顏色的穩定性,損紙配入量始終相同。檢測成紙顏色穩定性,如顏色與標樣偏差較大,則通過控制 L、a、b 值進行控制,L、a、b 值是國際照明委員會規定的一種顏色標定模式,其中:L值代表亮度,范圍為0~100,0為最暗,100為最亮;a值代表紅綠,范圍為-128~+128,負值偏綠,正值偏紅,絕對值越大顏色越深;b值代表黃藍,范圍為-128~+128,負值偏藍,正值偏黃,絕對值越大顏色越深。色差△E的計算公式為△E2=△L2+△a2+△b2,△L=L標-L測,△a=a標-a測,△b=b標-b測。

表3 紙機各部的工藝參數
本次生產是藍白產品,所以調整染料的添加量主要會影響產品的b值,所以只要使產品的b值與標樣接近,色差△E就能合格。
檢測儀器:分光密度儀
檢測方法:取橫幅10個位置進行檢測,檢測點之間距離相同,且保證整幅紙張均在檢測范圍內。依據10個點的L、a、b值計算出平均值,以平均值作為標樣,然后分別檢測各點的色差ΔE,色差ΔE≤0.8為合格,高于0.8則認為顏色均一性不合格,色差不穩定。色差檢測結果和成紙物理性能指標分別見表4和表5(表中的分析項目均按相關國家標準檢測)。

表4 色差檢測結果
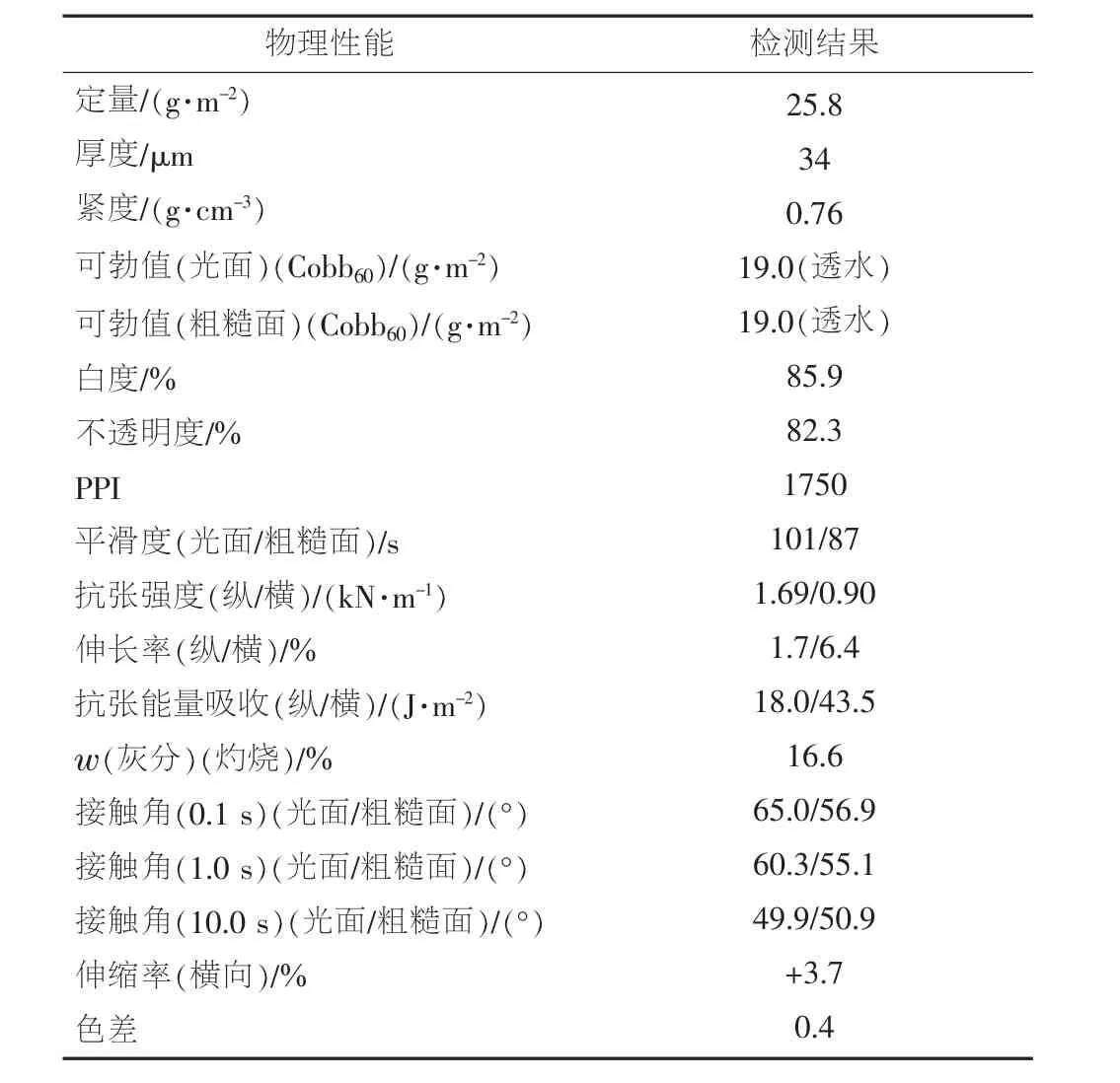
表5 成紙物理性能指標
5 結論
我公司生產的高檔彩色字典紙產品定量可達到25 g/m2,PPI達到1 750左右,不透明度指標可控制在82%以上,處于當前市場領先地位。其主要技術特點如下:(1)產品具有較低的定量、紙頁超薄、高PPI,可以大幅節約生產成本和運輸成本,使用便利;(2)產品在定量較低的情況下具有很高的不透明度,使產品具有高阻隔性,避免印刷過程中出現透印現象;(3)在保證產品色彩艷麗的同時,產品色差控制穩定,肉眼無法看出顏色差異。產品顏色多樣化,可分為藍白、米黃、哈德利白等等,可根據客戶要求生產。
猜你喜歡
現代裝飾(2022年4期)2022-08-31 01:39:32
現代裝飾(2022年3期)2022-07-05 05:55:06
物流技術與應用(2022年5期)2022-06-17 06:01:38
快樂語文(2021年36期)2022-01-18 05:48:46
金橋(2021年4期)2021-05-21 08:19:22
中國化妝品(2018年6期)2018-07-09 03:12:40
中國化妝品(2018年6期)2018-07-09 03:12:32
Coco薇(2015年1期)2015-08-13 02:23:50
汽車維修與保養(2015年6期)2015-04-17 03:31:50
玩具(2009年10期)2009-11-04 02:33:14
