MS9001E型燃機(jī)發(fā)電機(jī)轉(zhuǎn)子軸頸磨損修復(fù)技術(shù)探討
2018-11-19 04:29:46徐金雷傅洪軍
綜合智慧能源 2018年10期
徐金雷,傅洪軍
(溫州燃機(jī)發(fā)電有限公司,浙江 溫州 325013)
1 電廠概況
某電廠#1燃機(jī)采用美國GE公司生產(chǎn)的MS9001E型燃機(jī)發(fā)電機(jī),1998年4月投入商業(yè)運(yùn)行,累計(jì)運(yùn)行53 000多小時(shí),總啟動(dòng)次數(shù)1 900余次。發(fā)電機(jī)由2個(gè)滑動(dòng)軸承支持(#4軸承位于發(fā)電機(jī)傳動(dòng)端,#5軸承位于發(fā)電機(jī)集電端),由主潤滑油系統(tǒng)提供滑油,潤滑油為Mobil DTE832。發(fā)電機(jī)運(yùn)行期間進(jìn)行過3次大修。2014年10月首次發(fā)現(xiàn)發(fā)電機(jī)補(bǔ)氫量增大,經(jīng)多次排查無明顯外部泄漏點(diǎn);2015年8月,#1發(fā)電機(jī)漏氫量逐漸增大,在發(fā)電機(jī)潤滑油回油擴(kuò)容器中檢測到氫氣存在,同時(shí)在發(fā)電機(jī)機(jī)膛排油口有少量潤滑油排出,且排出的油量有增大趨勢。
2 原因分析
為查找和解決#1號發(fā)電機(jī)漏氫、漏油問題,技術(shù)人員對油氫系統(tǒng)、發(fā)電機(jī)端蓋及油氫密封瓦進(jìn)行了仔細(xì)檢查,對軸頸、油氫密封瓦間隙進(jìn)行復(fù)核。停機(jī)檢查發(fā)現(xiàn)發(fā)電機(jī)轉(zhuǎn)子軸承有數(shù)條拉傷痕跡,其中#4軸頸拉傷較為嚴(yán)重,拉傷區(qū)域總寬度約75 mm,最大傷痕寬度達(dá)到20 mm,深度0.20 mm左右,如圖1所示。經(jīng)過現(xiàn)場多次檢查和分析,認(rèn)為發(fā)電機(jī)漏氫主要由轉(zhuǎn)子軸頸長時(shí)間的磨損造成。

圖1 #4軸修復(fù)前拉傷情況
3 修復(fù)方案選擇
類似情況的軸頸修復(fù)工藝主要有微弧焊接、熱噴涂、激光熔覆等。經(jīng)過分析認(rèn)為3種修復(fù)工藝各有優(yōu)缺點(diǎn)[1],需要結(jié)合現(xiàn)場實(shí)際進(jìn)行選擇,比較結(jié)果見表1。
綜合考慮3種工藝的優(yōu)缺點(diǎn),比較理想的軸頸修復(fù)工藝法是激光熔覆工藝。激光熔覆工藝?yán)酶吣芰考す馐谷鄹膊牧虾娃D(zhuǎn)子軸頸表面薄層同時(shí)熔化,在軸頸表面凝固形成冶金結(jié)合的激光熔覆層,經(jīng)過精修處理后軸頸恢復(fù)至原尺寸。激光熔覆工藝具有焊接熱影響小,無熱變形,覆層質(zhì)量穩(wěn)定,結(jié)合強(qiáng)度高的優(yōu)點(diǎn)[2]。
4 現(xiàn)場修復(fù)實(shí)施工藝
采取激光表面熔覆方法修復(fù)轉(zhuǎn)子軸頸,需要對軸頸受損部位進(jìn)行一系列修前檢測,根據(jù)轉(zhuǎn)子檢查情況進(jìn)行試塊熔覆試驗(yàn),為激光熔覆加工做準(zhǔn)備。根據(jù)轉(zhuǎn)子磨損情況和現(xiàn)場作業(yè)環(huán)境條件,專門制定詳細(xì)的修復(fù)工藝和工作程序,如圖2所示。
4.1 設(shè)備安裝和調(diào)試
激光熔覆設(shè)備運(yùn)抵現(xiàn)場后,技術(shù)人員根據(jù)轉(zhuǎn)子重量及機(jī)械尺寸,安裝、調(diào)整激光熔覆機(jī)具及附件,并對電源控制柜、機(jī)器人、激光發(fā)生器、送粉裝置、干燥機(jī)等相關(guān)設(shè)備進(jìn)行逐一調(diào)試,使設(shè)備均處于良好的工作狀態(tài)[3]。
4.2 測量及探傷
技術(shù)人員對發(fā)電機(jī)轉(zhuǎn)子損傷部位的徑向與軸向的多個(gè)位置進(jìn)行尺寸檢測,檢測原軸頸的同軸度、圓度、錐度,使用著色探傷方法對該軸頸段進(jìn)行無損檢測,檢查是否存在裂紋和氣孔等缺陷,最終確定加工范圍。

表1 3種修復(fù)工藝比較
圖2 激光熔覆工藝流程
4.3 試塊熔覆試驗(yàn)
根據(jù)轉(zhuǎn)子材質(zhì)、工況條件以及修前檢測等數(shù)據(jù)進(jìn)行了6次熔覆試塊試驗(yàn),通過試塊試驗(yàn)確定了激光熔覆的熔覆粉末材料和激光功率、掃描(行進(jìn))速度等工藝參數(shù)。試驗(yàn)顯示,激光熔覆能充分發(fā)揮復(fù)合材料的優(yōu)勢,試塊得到了良好的熔覆質(zhì)量,為正式進(jìn)行軸頸修復(fù)打下了基礎(chǔ)。
4.4 損傷部位疲勞層清理
工作人員在對疲勞層進(jìn)行清理前,先在軸頸損傷部位兩端劃出標(biāo)準(zhǔn)標(biāo)志線,其他部分用軟布包好,做好防護(hù)措施。然后利用隨形機(jī)加工設(shè)備對損傷部位進(jìn)行機(jī)械清理,在打磨時(shí)還應(yīng)控制整面平整性,與未損傷面交接處作倒角處理,形成R角,以便激光熔覆和消除軸頸原始損傷部位應(yīng)力集中問題。清理后,經(jīng)著色檢測確認(rèn)無裂紋、氣孔等缺陷,再將清理后的軸頸尺寸進(jìn)行測量,準(zhǔn)備開始激光熔覆焊工序。
4.5 激光熔覆
激光熔覆加工前應(yīng)對清理后待加工部位使用清洗溶劑清洗,確定無任何油漬、污垢及殘留物[2],按照試塊試驗(yàn)已確定的軸頸激光熔覆材料和工藝參數(shù),利用平臺(tái)旋轉(zhuǎn)設(shè)備對軸頸損傷部位進(jìn)行圓周連續(xù)熔覆,激光熔覆厚度需高于基體面約0.5 mm,以確保加工余量。
4.6 軸頸的機(jī)加復(fù)形及精修
軸頸的機(jī)加復(fù)形前對軸頸激光熔覆層進(jìn)行著色檢測,確認(rèn)熔覆層結(jié)合牢固且熔覆層無裂紋、起皮、氣孔等缺陷,然后安裝隨形機(jī)加設(shè)備并進(jìn)行設(shè)備調(diào)試[1]。對熔覆層的外形尺寸進(jìn)行檢測,根據(jù)GE公司轉(zhuǎn)子軸頸要求確定加工參數(shù),進(jìn)行機(jī)加復(fù)形并精修處理。精修后恢復(fù)到原軸頸尺寸,確保同軸度≤0.02 mm、圓度≤0.02 mm、粗糙度≤Ra1.0等精度要求[4]。
4.7 質(zhì)量檢測及驗(yàn)收
經(jīng)現(xiàn)場技術(shù)人員檢查和測量,修復(fù)后的軸頸尺寸為(355.5±0.02) mm,圓度≤0.02 mm,圓柱度≤0.02 mm,同軸度≤0.02 mm ,粗糙度Ra在0.16~0.70(低于要求的≤1 μm),硬度為25~29 HBC(略大于原轉(zhuǎn)子的硬度24~26 HBC)。軸頸磨損部分經(jīng)修復(fù)后恢復(fù)到了原軸頸尺寸,熔覆修復(fù)層表面光整、細(xì)密,與原軸頸結(jié)合處過渡均勻,各項(xiàng)尺寸指標(biāo)及其他指標(biāo)均達(dá)到質(zhì)量標(biāo)準(zhǔn)[5]。軸頸修復(fù)前后的對比如圖3所示。
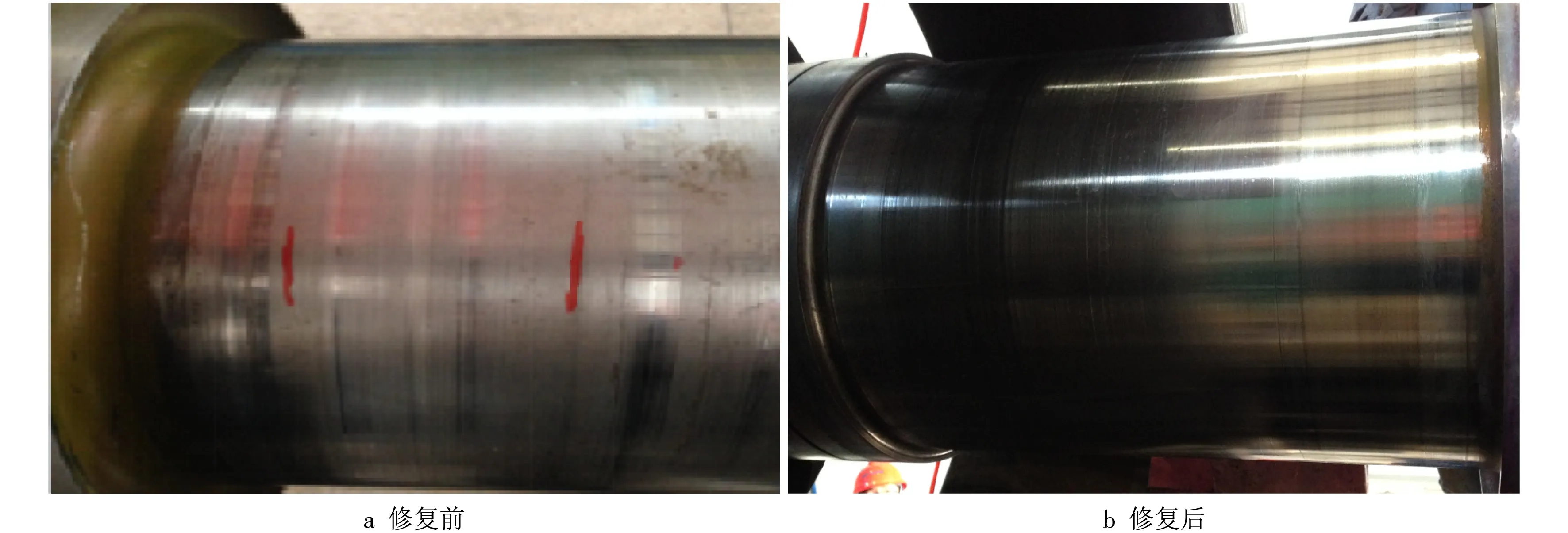
圖3 #4軸修復(fù)前、后對比
5 修復(fù)后效果評估
發(fā)電機(jī)轉(zhuǎn)子軸頸磨損修復(fù)工程從2015年12月1日設(shè)備進(jìn)廠到12月6日施工結(jié)束,工期共計(jì)6天,12月21日#1機(jī)組投入密封油系統(tǒng)和氫冷系統(tǒng),氣密性試驗(yàn)合格后,12月22日機(jī)組點(diǎn)火啟動(dòng)至滿負(fù)荷,密封油流量、振動(dòng)等運(yùn)行參數(shù)良好,發(fā)電機(jī)日補(bǔ)氫量從修前的120 L/d下降為50 L/d,密封油流量從修前的113 L/min下降至26 L/min左右,滿足運(yùn)行要求。修復(fù)處理后至今,機(jī)組運(yùn)行一年多,軸系各運(yùn)行參數(shù)良好,徹底解決了發(fā)電機(jī)漏氫問題,保障了機(jī)組安全經(jīng)濟(jì)運(yùn)行。
6 結(jié)束語
激光熔覆采用自動(dòng)化控制技術(shù)進(jìn)行,具有質(zhì)量穩(wěn)定、耐磨損和耐腐蝕等優(yōu)點(diǎn)。加工后精度高,修復(fù)層表面細(xì)密,軸頸達(dá)到原設(shè)計(jì)尺寸,與原軸頸結(jié)合處過渡均勻,為發(fā)電機(jī)長期安全可靠運(yùn)行奠定了基礎(chǔ)。
猜你喜歡
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
大電機(jī)技術(shù)(2017年3期)2017-06-05 09:36:02
軍事文摘(2016年16期)2016-09-13 06:15:49
海峽科技與產(chǎn)業(yè)(2016年3期)2016-05-17 04:32:12
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
電力工程技術(shù)(2014年1期)2014-03-20 14:19:06
