Ni-W-Co三元合金鍍層電鍍工藝的研究
2018-11-20 07:24:04王露露劉新寬
有色金屬材料與工程 2018年5期
王露露, 劉新寬, 王 琪, 劉 平
(1. 上海理工大學 材料科學與工程學院,上海 200093;2. 上海脈諾金屬表面處理技術有限公司,上海 200000)
隨著現代工業的發展,越來越多的機械設備、儀表儀器和金屬材料需要在惡劣的環境(如高溫、高壓和高速等)下工作,因此提高金屬制品的耐蝕性、耐熱性和耐磨性成為了各個工業部門極為迫切的要求。改善合金性能的方法一般有兩種:一是通過改變合金的內部結構來改善性能,或直接采用高性能的貴金屬制造儀器和設備;二是在廉價的金屬表面添加涂層或鍍層。由于貴金屬成本較高,很多儀器設備不宜采用貴金屬及其合金制造,因此在廉價的金屬表面涂覆一層保護層來增強材料的耐磨、耐腐蝕等性能,是目前的主要研究方向。表面處理技術的種類繁多,按照工藝特點可以分為電鍍、化學鍍、涂裝、堆焊、熱噴涂、熱滲碳和氣相沉積等[1],在這些技術中,電鍍是極其重要的一個組成部分。
Ni-W合金鍍層的外觀具有一定的色澤度和光澤度,這與Cr鍍層相似,并且Ni-W合金鍍層還具有較好的耐蝕性,可以作為代Cr的裝飾鍍層[2]。Ni-Co合金鍍層可以改善鍍層的硬度及耐磨性能。宋振興等[3]研究了Co對Ni-Co合金鍍層耐腐蝕性能的影響,結果發現Ni-Co合金鍍層的耐腐蝕性隨著Co含量的增加逐漸提高,說明Co含量的增加有利于提高鍍層的耐腐蝕性能。納米Ni-Fe-W合金在硬度及評價性能方面兼具Ni-W合金和Fe-W合金的優點,具有良好的耐磨性和耐腐蝕性[4-6],但其外觀色澤與Cr鍍層相比還有較大差距。國內對Ni-W[7-8],Ni-Co[3]等二元合金鍍層的研究較多,但對于Ni-W-Co三元合金鍍層的研究極少。
本文在Ni-W合金鍍層的基礎上添加了Co元素,制備出Ni-W-Co三元合金鍍層。試驗主要以粗糙度及鍍層質量為指標,利用正交試驗法,確定了鍍液的主要成分和含量。試驗通過改變工藝參數,采用拉伸試驗法測試了鍍層與基體的結合性能;通過改變CoSO4的含量,利用電化學腐蝕試驗測試了鍍層在中性鹽水中的耐腐蝕性能;此外還探究了不同工藝條件對鍍層硬度的影響。
1 試驗材料與方法
1.1 試驗工藝流程
試驗采用316L不銹鋼作為電鍍基體材料,其化學成分如表1所示。試驗中使用的試樣尺寸均為20 mm×50 mm×2 mm,在試樣一角鉆1個2 mm的小孔,便于電鍍時懸掛或者電化學測試時連接導線。

表1 316L不銹鋼的化學成分(質量分數,%)Tab.1 Chemical compositions of 316L stainless steel(mass fraction, %)
電鍍的工藝路線為:擦拭油污→去離子水清洗→砂紙打磨→去離子水清洗→堿洗→酸洗→預鍍→電鍍→性能檢測。
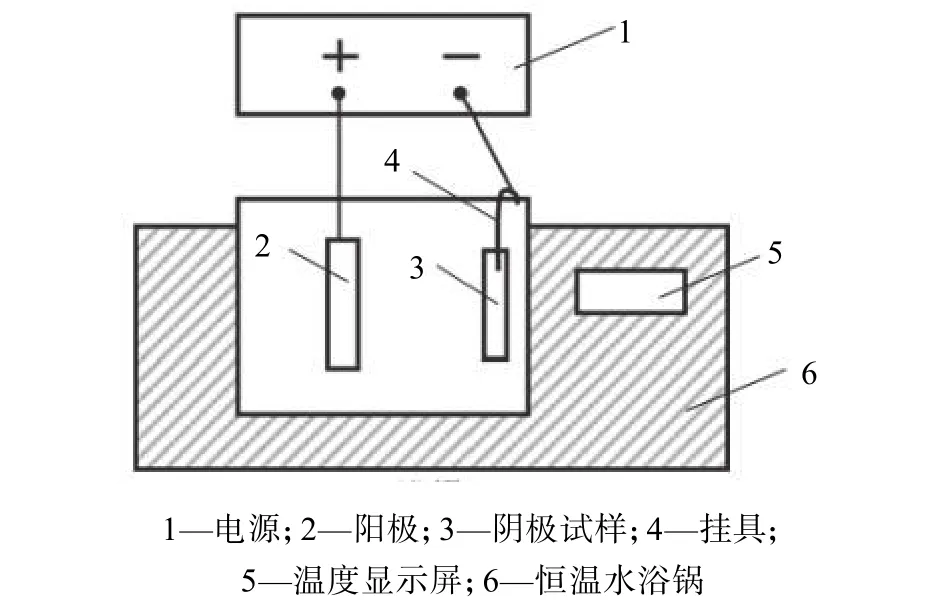
圖1 電鍍試驗裝置示意圖Fig.1 Schematic drawing of electroplating test device
1.2 試驗用主要化學試劑
電鍍的前處理主要包括堿洗、酸洗和預鍍。堿洗可以去除材料表面的油污,酸洗是為了去除其表面的氧化層,是預處理工藝中非常關鍵的工序之一。酸洗的好壞直接影響到鍍層能否完整均勻地沉積在基體材料表面[9-10]。酸洗和堿洗結束后進行預鍍。試驗過程中主要使用的化學試劑如表2所示.
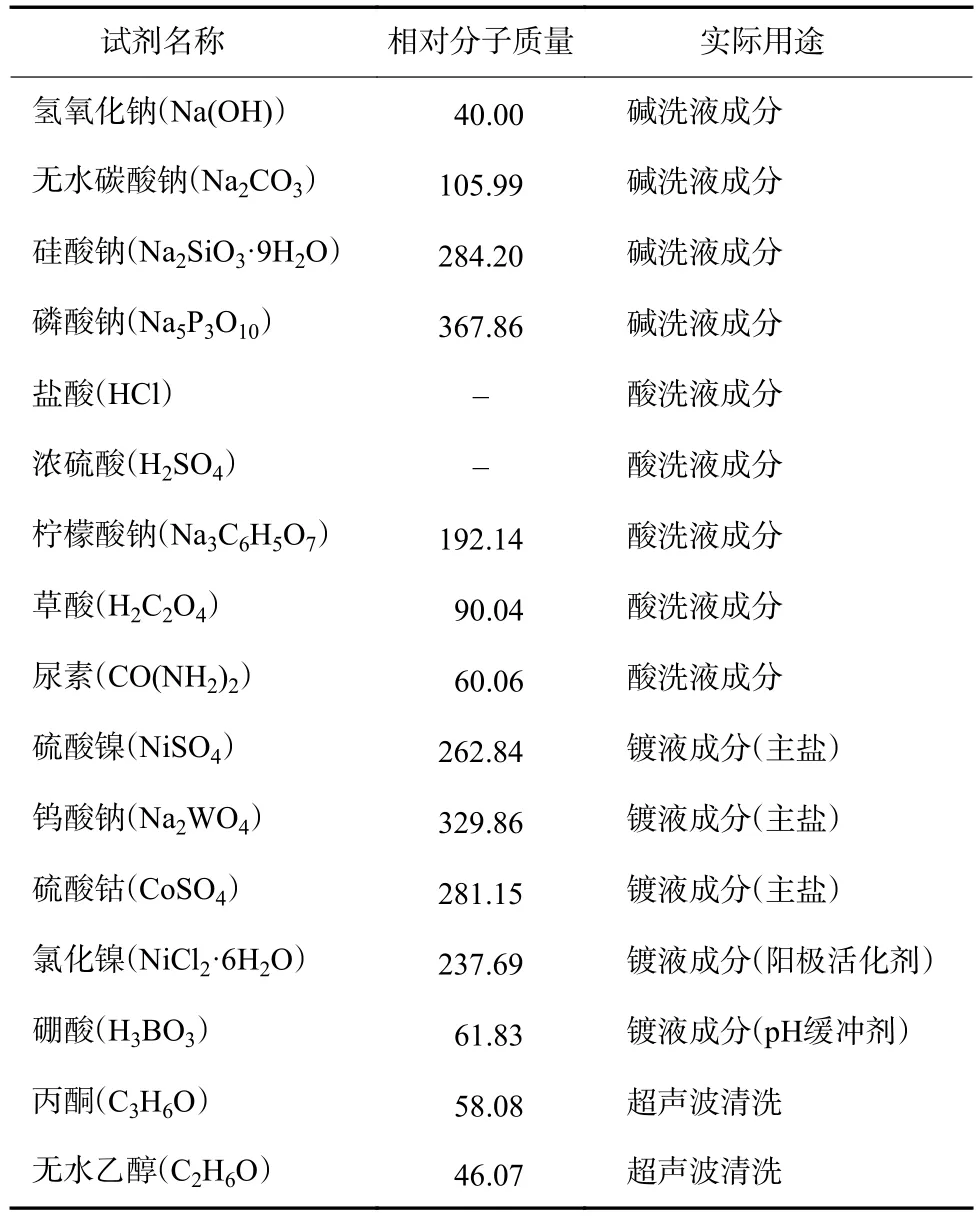
表2 試驗用化學試劑(分析純)Tab.2 Chemical reagent for experiment (analytical reagent)
1.3 試驗設備及測試方法
采用拉伸試驗法測定鍍層與基體的結合性能。拉伸試樣制備過程如下:先調配好E7膠水,將拉伸試驗機所需的2個圓柱形鋼錠分別與試樣上下表面用E7膠水粘結,靜置24 h后,再將粘接好的鋼錠和試樣放入保溫箱中,溫度為100 ℃,保溫時間為3 h,使E7膠水產生最佳的粘接效果。采用Zwick公司的電子萬能材料試驗機在室溫下進行拉伸試驗,試驗機型號為Z100A.THW,允許最大載荷為100 kN,設置預載為100 N,預載速度為1 mm·min-1,試驗速度為 1 mm·min-1。
采用上海泰明光學儀器有限公司的維氏硬度計測定鍍層的硬度。硬度計的型號為HX-1000TM/LCD,設置硬度計的試驗力為100 N,保載時間為10 s,硬度示值誤差≤3%。
采用上海辰華儀器公司的型號為CHI660D的電化學工作站進行電化學腐蝕試驗,試驗使用3個電極,紅線接鉑電極,白線接參比電極,綠線接工作電極。工作電極露出1 cm2,其余地方用蠟密封 絕緣,腐蝕溶 液 選用 5%NaCl(35 g·L-1)溶液。根據試驗測得的塔菲爾曲線分析鍍層的耐腐蝕性能,其中,電位的絕對值越大,試樣的耐腐蝕性能越差。
2 結果與分析
2.1 根據粗糙度初步確定鍍液配方
為了確定初步電鍍液的配方,試驗采用了正交試驗法。試驗選用較常見的L25(56)正交試驗表,設計為4因素5水平,試驗次數為25次。
試驗性能檢測指標是粗糙度,各因素和水平情況如表3所示。
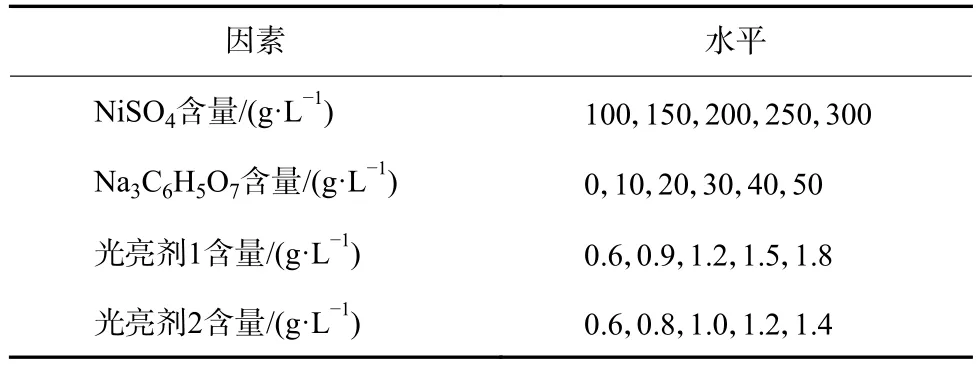
表3 粗糙度測試正交試驗水平因素表Tab.3 Horizontal factor of orthogonal test for roughness
按照表3中因素及相應水平,依照L25(56)正交試驗表進行正交試驗,檢測電鍍所獲得鍍層的粗糙度,具體結果如表4所示。
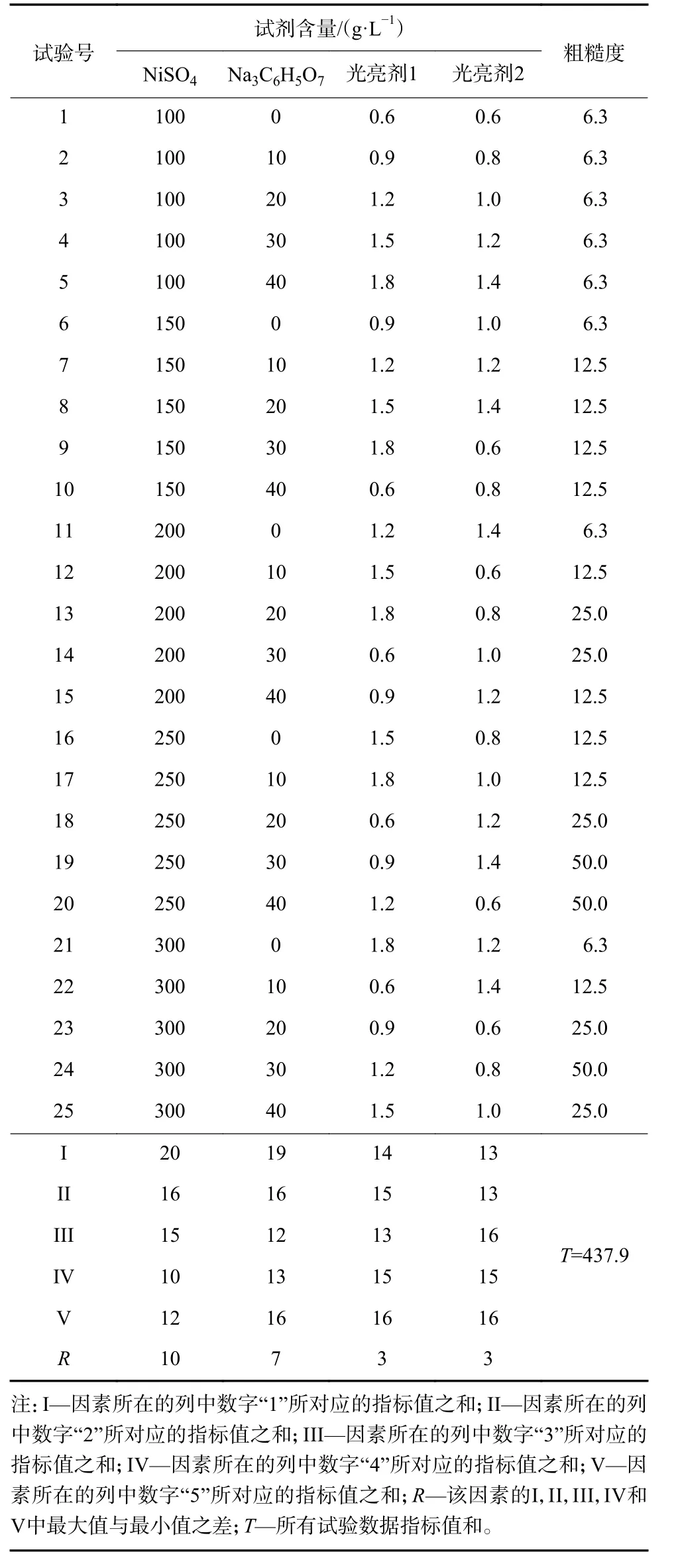
表4 粗糙度測試正交試驗數據Tab.4 Orthogonal test results for roughness
極差R的大小反映了相應因素作用的大小。極差大的因素,意味著其不同水平給指標造成的差別較大,通常是主要因素。極差小的因素,意味著其不同水平給指標造成的差別較小,一般是次要因素。
本試驗中,根據極差的大小,對鍍層粗糙度影響因素的主次順序為:NiSO4含量>Na3C6H5O7含量>光亮劑1含量>光亮劑2的含量。說明鍍液成分對鍍層粗糙度的影響因素中,NiSO4含量的影響最為顯著。
如果要求指標越大越好,則應取 I,II,III,IV,V中最大者所對應的水平,如果要求指標越小越好,則應取 I,II,III,IV,V 中最小者所對應的水平。本試驗中的指標為粗糙度,越小表示鍍層越光亮,因此選用各因素的 I,II,III,IV,V 中最小值所對應的水平,選取的各因素水平如表5所示。

表5 鍍層粗糙度的各影響因素最佳水平Tab.5 Optimal levels of the influencing factors for the coating luminance
在光亮鍍Ni中,NiSO4是應用最為廣泛的主鹽之一。本文采用NiSO4作為主鹽,試驗結果表明,隨著NiSO4含量的增加,鍍層的粗糙度有明顯的增大。當 NiSO4含量為 100 g·L-1時,鍍層無光亮,不均勻,且鍍層的覆蓋率低于50%。隨著NiSO4含量的增加,鍍層粗糙度有所改善,當NiSO4含量為150 g·L-1時,鍍層明顯變得均勻。隨著NiSO4含量的進一步增加,粗糙度有所降低,這是因為Ni沉積在鍍層表面達到一定厚度時,會使鍍層均勻平整,因此鍍層變得光亮。當NiSO4含量在250 g·L-1時,鍍層效果最佳。但隨著NiSO4含量繼續增加,鍍層粗糙度反而有所增大,鍍層表面呈現出一層輕微白霧狀。因此初步確定NiSO4含量為250 g·L-1。
Na3C6H5O7是一種弱酸強堿鹽,具有良好的pH調節及緩沖性能,在電鍍中可作為pH緩沖劑。Na3C6H5O7對一些金屬離子也具有良好的絡合能力。在本試驗中,Na3C6H5O7可與Ni2+絡合形成絡合物。未添加Na3C6H5O7時,鍍層基本無光亮,且鍍層易脫落,針孔密集,均勻性差。隨著Na3C6H5O7含量的增加,鍍層的光亮性有明顯改善,當 Na3C6H5O7含量為 20~30 g·L-1時,光亮性最佳。Na3C6H5O7的含量繼續增加,鍍層光亮性有所降低,且鍍層表面發白,因此確定Na3C6H5O7的最佳含量為 30 g·L-1。
根據以上試驗結果,初步確定電鍍液的配方,如表6所示。
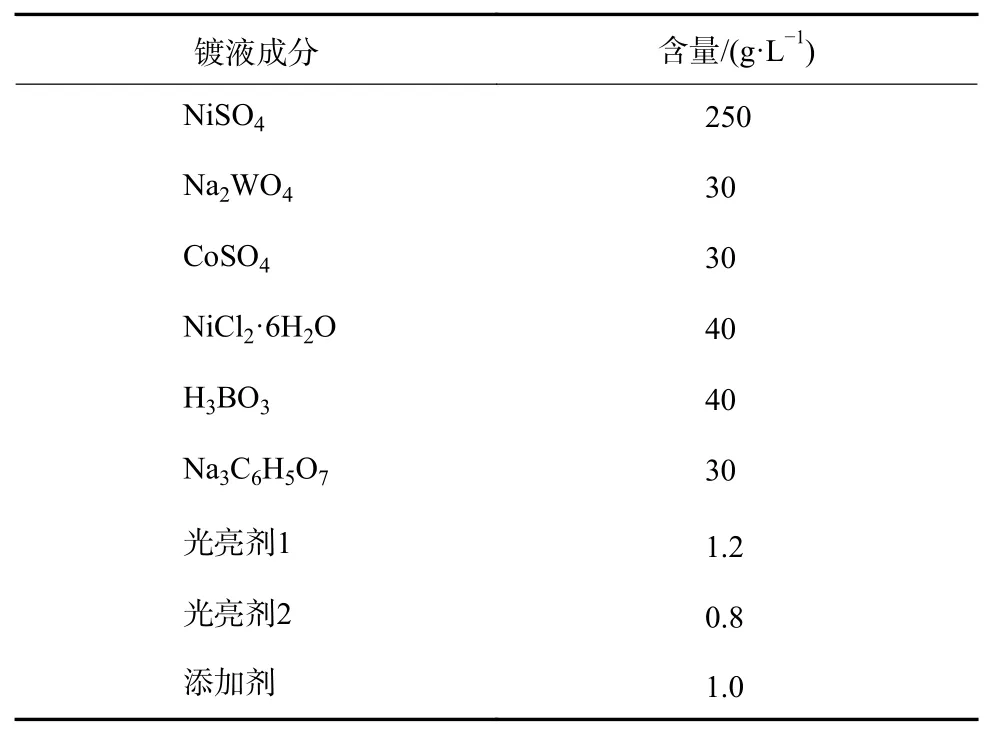
表6 電鍍液成分Tab.6 Composition of electroplating solution
2.2 結合性能的測定
2.2.1 鍍液pH對鍍層結合力的影響
將鍍液的pH分別用HCl或NaOH調節為3.0,4.0,5.0和5.5,電鍍時間為1 h。將不同工藝條件下所得的鍍層進行拉伸試驗,測定鍍層的抗拉強度,結果如表7所示。
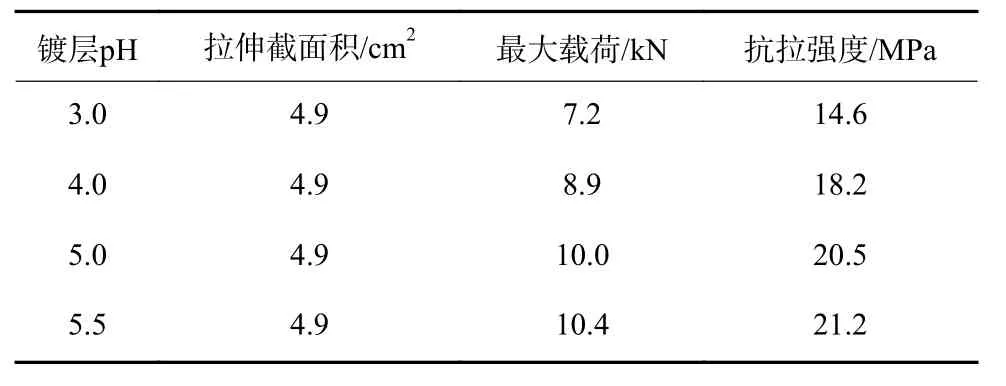
表7 不同pH制備的鍍層的抗拉強度Tab.7 Tensile strength of the coatings prepared by different pH values
由拉伸試驗結果可知,隨著鍍液pH的增大,鍍層的抗拉強度逐漸增大。當鍍液pH超過5.0時,鍍層的抗拉強度超過20 MPa,而鍍液pH為3.0時,鍍層的抗拉強度較小,約為14 MPa。因為鍍液pH為3.0時,鍍層表面有大量的針孔和微裂紋,鍍層結構疏松,與基體材料的結合性能欠佳;當鍍液pH為5.0~5.5時,鍍層結構變得致密,與基體材料結合性能最佳。
2.2.2 電流密度對鍍層結合力的影響
改變電流密度的大小,設置電流密度分別為2,3,4,5 和 6 A·dm-2,電鍍 1 h,鍍液 pH 為 5.0,將不同工藝條件下所得的鍍層進行拉伸試驗,測定鍍層的抗拉強度,結果如圖2所示。
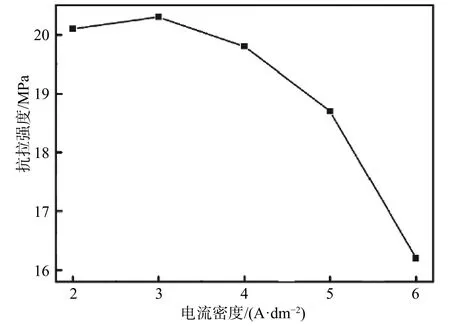
圖2 電流密度對鍍層抗拉強度的影響Fig.2 Effect of current density on tensile strength of the coating
從圖2中可以看出,電流密度為2~3 A·dm-2時,鍍層與基體的結合性能較好,鍍層的抗拉強度大于20 MPa。當電流密度大于3 A·dm-2時,隨著電流密度的增大,鍍層的抗拉強度減小,當電流密度為6 A·dm-2時,鍍層抗拉強度約為16 MPa。這是因為隨著電流密度的增加,陰極物質交換加快,溶液中的金屬離子在陰極表面沉積速度加快,析氫反應加劇,顆粒擇優生長更加明顯,導致顆粒之間的空隙增多、增大,影響了鍍層與基體材料的結合性能,因此鍍層抗拉強度有所減小。本試驗中電流密度選用 3 A·dm-2。
2.3 硬度的測定
2.3.1 Na2WO4含量對鍍層硬度的影響
改變鍍液中 Na2WO4的含量,分別為 0,10,20,30和40 g·L-1,測試所得鍍層的顯微硬度。
由圖3可知,沒有添加Na2WO4的鍍層硬度低于添加了Na2WO4的鍍層的硬度,且隨著Na2WO4含量的增加,鍍層硬度先逐漸增大后減小,當Na2WO4含量為30 g·L-1時,鍍層硬度達到最大值,約為 590(HV)。當 Na2WO4含量大于 30 g·L-1時,隨著Na2WO4含量的進一步增加,鍍層的硬度不再增大,反而有所減小,這是由于鍍液中W的含量過高,無法與鍍液中的NiSO4進一步絡合,因此鍍層的硬度也不再增大。
2.3.2 鍍液pH對鍍層硬度的影響
用 HCl和NaOH調節鍍液的pH分別為3.0,4.0,5.0 和 5.5,電鍍時間為 1 h,電流密度為 3 A·dm-2,測試所得鍍層的顯微硬度,結果如圖4所示。
鍍液的pH對鍍層的硬度影響比較顯著。當pH為3.0時,鍍液呈酸性,電鍍過程中陰極有大量H2析出,鍍層表面易產生大量針孔,鍍層結構疏松,因此鍍層的硬度較小。隨著鍍液pH的增加,所得鍍層表面的針孔數目也逐漸減少,鍍層結構變得致密,鍍層硬度也逐漸增大。當pH達到5.0時,鍍層硬度最大,約為 590(HV)。
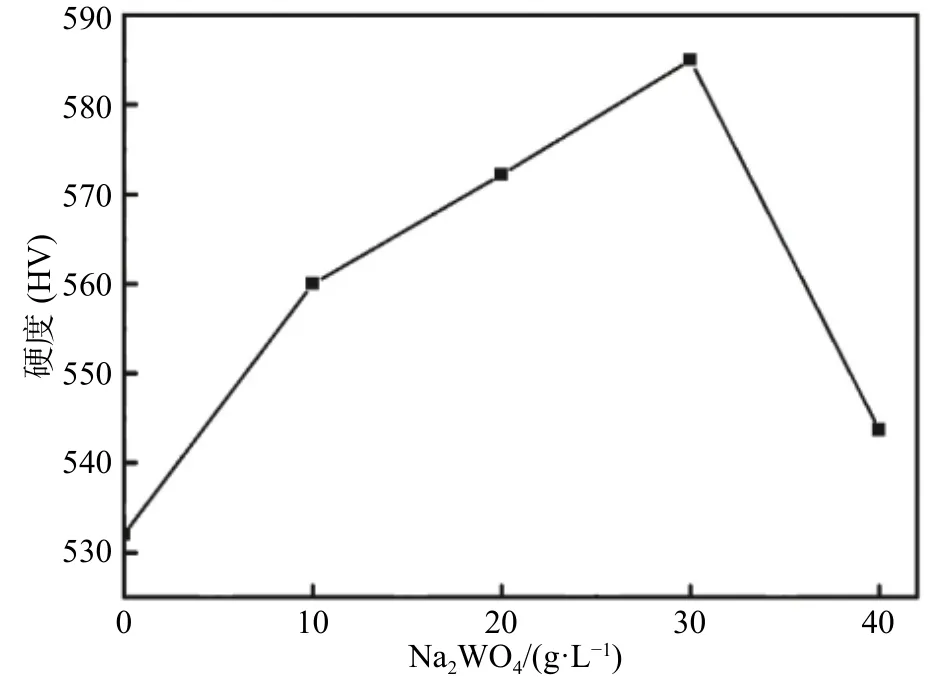
圖3 Na2WO4含量對鍍層硬度的影響Fig.3 Effect of Na2WO4 content on hardness of the coating
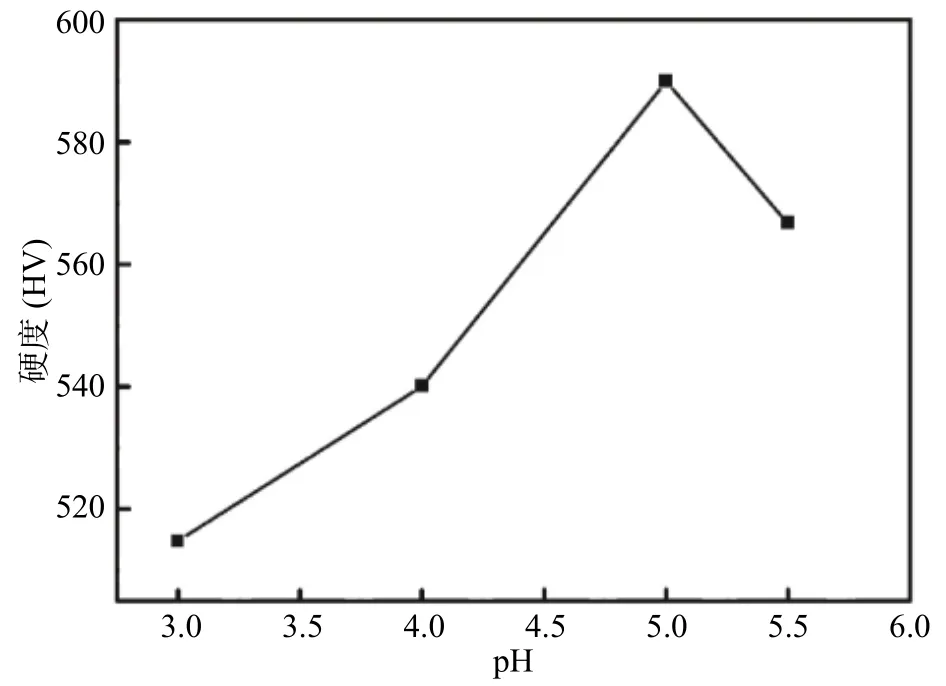
圖4 pH對鍍層硬度的影響Fig.4 Influence of pH values on hardness of the coating
2.4 電化學腐蝕試驗
本試驗主要研究了CoSO4含量對鍍層耐腐蝕性的影響,試驗改變了鍍液中CoSO4的含量,分別為 0,10,20,30,40 和 50 g·L-1,將所得鍍層進行電化學腐蝕試驗,結果如圖5所示。
表8為點蝕電位和腐蝕電流密度隨CoSO4含量變化的數據。從表8中可以看出,隨著鍍液中CoSO4含量的增加,鍍層的腐蝕電位有所增加,鍍層的耐腐蝕性增強,當CoSO4含量達到30 g·L-1時,鍍層的腐蝕電位為-12 V,此時鍍層具有最佳的耐蝕性。隨著CoSO4含量進一步提高,鍍層的腐蝕電位的絕對值有所增大,耐蝕性能降低。因此,根據試驗結果,確定鍍液中CoSO4含量為30 g·L-1,此時鍍層具有最佳的耐腐蝕性能。
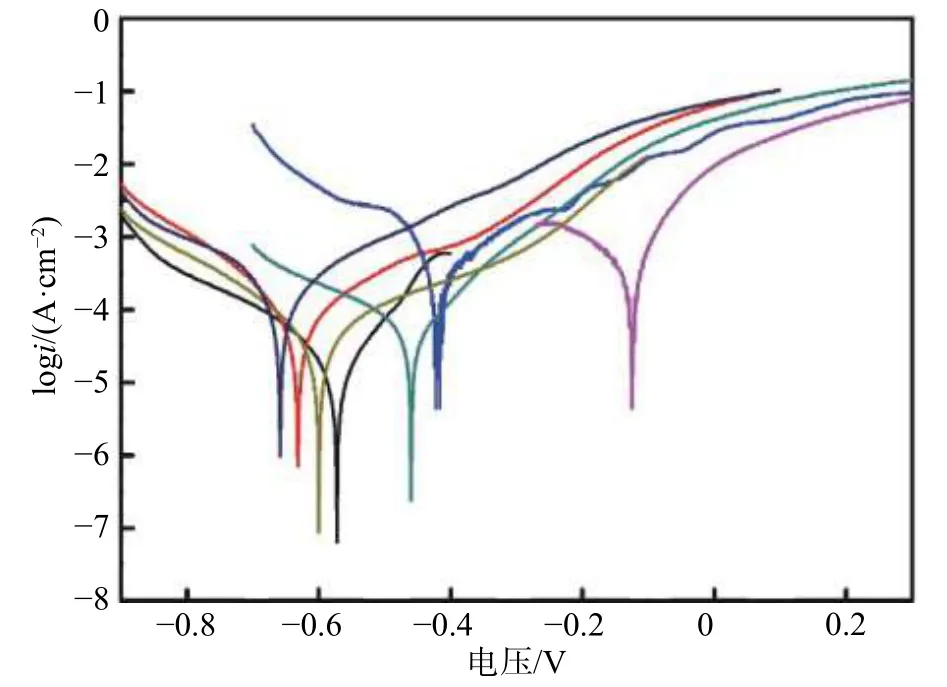
圖5 不同CoSO4含量制備的鍍層的極化曲線Fig.5 Polarization curves of coating prepared by different CoSO4 content
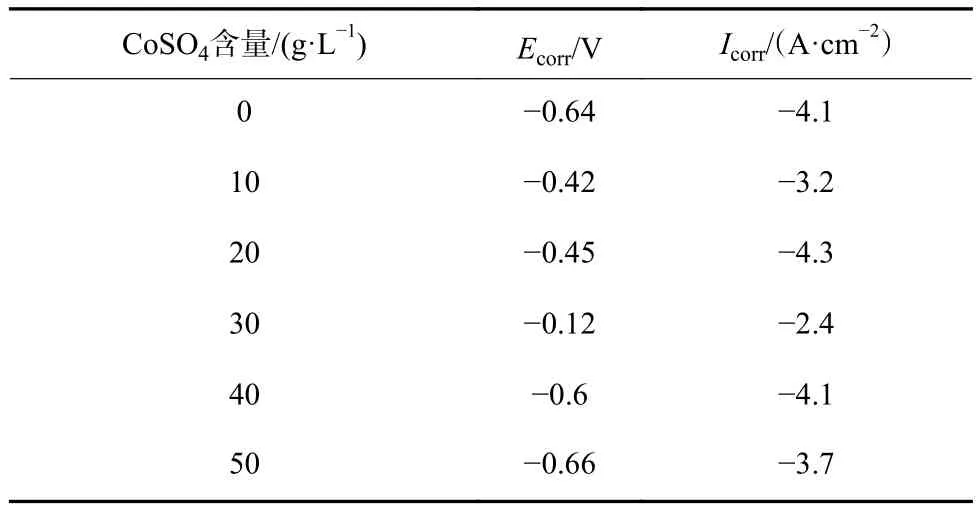
表8 不同CoSO4含量制備的鍍層的點蝕電位和腐蝕電流密度Tab.8 Corrosion potential and corrosion current density of the coating prepared by different CoSO4 content
3 結 論
(1) 鍍液中主鹽和光亮劑的含量對鍍層粗糙度的影響較為顯著。當 NiSO4含量為 250 g·L-1,Na3C6H5O7含量為 20 g·L-1,光亮劑 1 含量為 1.2 g·L-1,光亮劑2含量為0.8 g·L-1時,所得鍍層最為光亮,粗糙度最小。
(2) 鍍層與基體材料的結合性能主要受鍍液pH和電流密度的影響。拉伸試驗結果表明,當鍍液pH為5.0~5.5時,鍍層的抗拉強度最大。當電流密度為3 A·dm-2時,鍍層的抗拉強度可達21 MPa。
(3) 鍍液的pH和Na2WO4的含量對鍍層的硬度有較顯著的影響。當鍍液的pH過低時,所得鍍層表面有大量針孔,鍍層結構疏松,鍍層硬度值較小;當鍍液的pH為5.0~5.5時,鍍層硬度最大,約為590(HV)。未添加Na2WO4的鍍層硬度低于添加了Na2WO4的鍍層硬度,且隨著Na2WO4含量的增加,鍍層硬度先逐漸增大后減小,當Na2WO4含量為 30 g·L-1時,鍍層硬度達到最大值,約為 590(HV)。
(4) CoSO4的含量對鍍層的耐腐蝕性能影響顯著。當CoSO4含量為30 g·L-1時,鍍層的耐腐蝕性能最佳。