熱處理對釬焊鋁箔翅片料抗下垂性能的影響
2018-11-20 07:24:04靳丹萍劉歡歡
有色金屬材料與工程 2018年5期
靳丹萍, 劉歡歡, 趙 杰
(蘇州國環(huán)環(huán)境檢測有限公司,江蘇 蘇州,215011)
鋁合金由于質(zhì)強(qiáng)比高、傳熱性能好、耐腐蝕性能優(yōu)異以及成本較低等優(yōu)點(diǎn),在熱交換器領(lǐng)域得到了廣泛的應(yīng)用[1-2]。近年來,隨著汽車輕量化進(jìn)程的不斷推進(jìn),為減輕車重,同時(shí)降低熱交換器的制造成本,作為熱交換器翅片材料的釬焊鋁箔,其厚度呈現(xiàn)減薄趨勢。然而,在鋁制熱交換器的釬焊過程中,如此薄的鋁箔要在600 ℃左右的高溫及一定壓力的嚴(yán)酷環(huán)境下持續(xù)近10 min,很容易發(fā)生塌陷,造成熱交換器的報(bào)廢[3-4]。因此,提高釬焊鋁箔的高溫承載能力是實(shí)現(xiàn)其厚度減薄的前提條件。
釬焊鋁箔的抗下垂性能是指其在釬焊過程中抵抗重力自然下垂的能力,是衡量釬焊鋁箔綜合性能的重要指標(biāo),它可以有效地反映鋁箔在釬焊中抵抗高溫變形的能力,因此熱交換器的生產(chǎn)廠家對鋁箔的該性能有嚴(yán)格的要求。為了改善鋁箔翅片的高溫抗下垂性能,很多學(xué)者在實(shí)驗(yàn)室對鋁箔翅片性能的優(yōu)化進(jìn)行了研究。Ryu等[5]發(fā)現(xiàn),粗大的再結(jié)晶晶粒尺寸可以提高鋁箔翅片料的抗下垂性能。Yoon等[6-7]研究表明,影響翅片材料最主要的因素是終軋壓下量。涂益友等[8]發(fā)現(xiàn),成品退火對翅片材料的抗下垂性能有改善。然而,目前的研究主要集中于生產(chǎn)工藝對翅片性能的影響,針對鋁箔翅片在釬焊升溫過程中的下垂機(jī)制的研究較少。
本文以工業(yè)化工藝生產(chǎn)的改進(jìn)型3003鋁合金鋁箔翅片為研究對象,研究不同成品退火鋁箔翅片在釬焊升溫過程中的下垂行為,以期找到影響鋁箔翅片抗下垂性能的關(guān)鍵因素。
1 試驗(yàn)材料和方法
試驗(yàn)使用的材料為改進(jìn)型3003Al-Mn合金,標(biāo)記為3003M,其主要化學(xué)成分見表1。試驗(yàn)采用半連續(xù)鑄造,將試驗(yàn)合金在480 ℃熱軋開坯,熱軋成6 mm厚的帶材,然后多道次冷軋成不同厚度的帶材,經(jīng)330 ℃保溫2 h再結(jié)晶退火后,統(tǒng)一冷軋到0.07 mm厚(翅片料厚度),最后一道冷軋的壓下量分別為20%,30%,40%和50%。對40%壓下量的3003M 鋁箔進(jìn)行 330 ℃×3 h,420 ℃×3 h 和 500 ℃×3 h的成品退火處理。

表1 化學(xué)成分(質(zhì)量分?jǐn)?shù),%)Tab.1 Chemical compositions (mass fraction, %)
抗下垂試驗(yàn)裝置示意圖如圖1所示。將3003M鋁箔制成長條狀,如圖1所示。將長條材料一端固定,一端自由,類似懸臂自由梁的結(jié)構(gòu),保證長條狀3003M鋁箔的自由端長度為50 mm,寬度為15 mm,長度方向平行于軋制方向。將裝置放入馬弗爐中,隨爐升溫,升溫速率為25 ℃/min,在到達(dá)設(shè)定溫度后將裝置取出,然后測量試樣的下垂值。
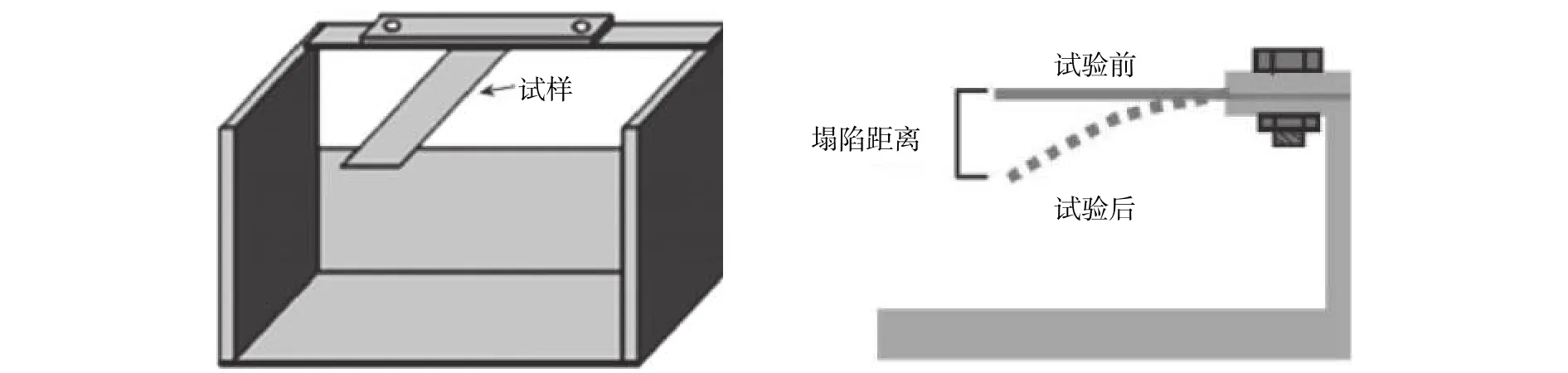
圖1 抗下垂試驗(yàn)裝置示意圖[5]Fig.1 Schematic drawing of the sagging-resistance test device[5]
對樣品進(jìn)行金相制樣,磨制、拋光后進(jìn)行陽極覆膜(電壓20 V,電流2.043 A),覆膜后,利用Axio Imager A2金相顯微鏡觀察試樣的晶粒組織。利用Zwick Z020室溫拉伸機(jī)測試樣品的力學(xué)性能。利用ZEISS-Sigma場發(fā)射掃描電子顯微鏡觀察合金微觀組織形貌和進(jìn)行析出相顆粒測量,加速電壓15 kV,用普通的灰度水平閾值來檢測析出相顆粒。
2 試驗(yàn)結(jié)果
2.1 模擬釬焊工藝
實(shí)驗(yàn)室模擬釬焊工藝示意圖如圖2所示。樣品從室溫以24 ℃/min的升溫速率升至600 ℃,保溫10 min,然后出爐空冷至室溫。

圖2 模擬釬焊工藝示意圖Fig.2 Schematic diagram of simulation for brazing process
2.2 不同終軋壓下量的翅片料在釬焊升溫過程中的下垂過程
圖3 為不同終軋壓下量(20 %~50 %)的3003M鋁箔翅片料在釬焊升溫過程中的下垂行為和對應(yīng)的室溫屈服強(qiáng)度。由圖3可知,3003M鋁箔翅片料在600 ℃保溫10 min時(shí)的下垂值隨著壓下量的增加而減小,抗下垂性能也越來越好。當(dāng)3003M鋁箔翅片料終軋壓下量為50 %時(shí),抗下垂性能最好。
材料在回復(fù)階段,屈服強(qiáng)度下降較緩,當(dāng)材料開始發(fā)生再結(jié)晶時(shí),屈服強(qiáng)度開始顯著下降。因此,由圖3可以得到20 %,30 %,40 %和50 %壓下量的3003M鋁箔翅片料的再結(jié)晶開始溫度依次為550,475,450 和 425 ℃。
結(jié)合3003M鋁箔翅片料在模擬釬焊過程中的屈服強(qiáng)度變化,可以將圖3中升溫過程的下垂分為3 個(gè)階段:(1)未下垂階段(室溫~200 ℃),此時(shí)材料還處于加工硬化狀態(tài),材料的下垂量幾乎為零;(2)加速下垂階段(200 ℃~再結(jié)晶開始溫度),此階段和材料的回復(fù)溫度區(qū)間基本一致,材料的下垂值以比較快的速度增加,當(dāng)回復(fù)過程結(jié)束后,加速下垂階段也很快結(jié)束;(3)緩慢下垂階段(再結(jié)晶開始溫度以上),此時(shí)翅片料的下垂值變化較小。從不同終軋壓下量翅片料的下垂行為可知,材料下垂過程影響最大的階段是第2階段。終軋壓下量越大,再結(jié)晶開始溫度越低,回復(fù)的溫度區(qū)間越窄,則加速下垂階段也越短,加速下垂階段對釬焊過程中的下垂貢獻(xiàn)也越小。
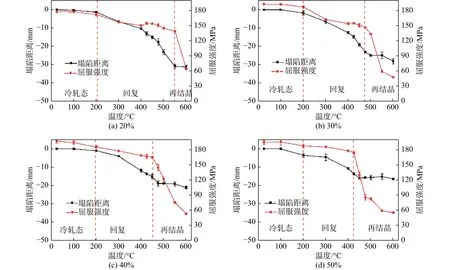
圖3 不同終軋壓下量3003M鋁箔翅片料升溫過程中的下垂值和屈服強(qiáng)度的變化Fig.3 Changes in Sagging value and yield strength of 3003M
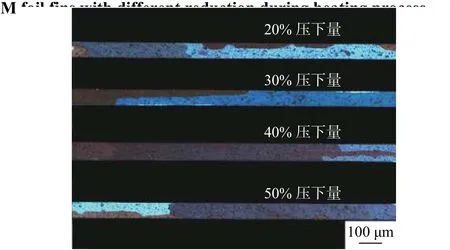
圖4 600 ℃保溫10 min不同壓下量3003M鋁箔翅片料TD面的組織Fig. 4 Microstructures on TD plane of 3003M foils fins with different reduction after heating at 600 ℃ for 10 min
圖4 為不同壓下量的3003M鋁箔翅片料在600 ℃保溫10 min時(shí)的TD面晶粒組織。由圖4可以看出,不同終軋壓下量(20 % ~50 %)的TD面晶粒沿RD方向的長度為300~500 μm,厚度方向上為1~2個(gè)晶粒大小。
圖5為40 %3003M鋁箔翅片料成品壓下量模擬釬焊過程中芯材的析出相形貌變化照片。由圖5可以看出,芯材中存在著較多細(xì)小的析出相,大多為圓形或橢圓形。

圖5 模擬釬焊過程析出相的SEM形貌Fig.5 SEM images of precipitates after simulated brazing process
對圖5中的析出相進(jìn)行統(tǒng)計(jì)分析,結(jié)果如圖6所示。由圖6可以看出,在模擬釬焊過程中,析出相的平均尺寸變化不大,長度大致都在90~115 nm;當(dāng)溫度超過450 ℃時(shí),隨著溫度的升高,析出相的面積分?jǐn)?shù)減少,此時(shí)析出相重新溶入基體。

圖6 模擬釬焊過程析出相平均尺寸和面積分?jǐn)?shù)變化Fig.6 Change in mean size and area fraction of precipitates after simulated brazing process
2.3 成品退火對3003M鋁箔翅片料抗下垂性能的影響
圖7 為不同成品退火后的3003M鋁箔翅片料,在模擬釬焊升溫過程中的下垂行為。從圖7中可以看出,成品退火能顯著改善翅片料的抗下垂性能。隨著成品退火溫度的升高,翅片料的下垂值降低,抗下垂性能得到改善。成品經(jīng)500 ℃×3 h退火后,翅片料的抗下垂性能最好。
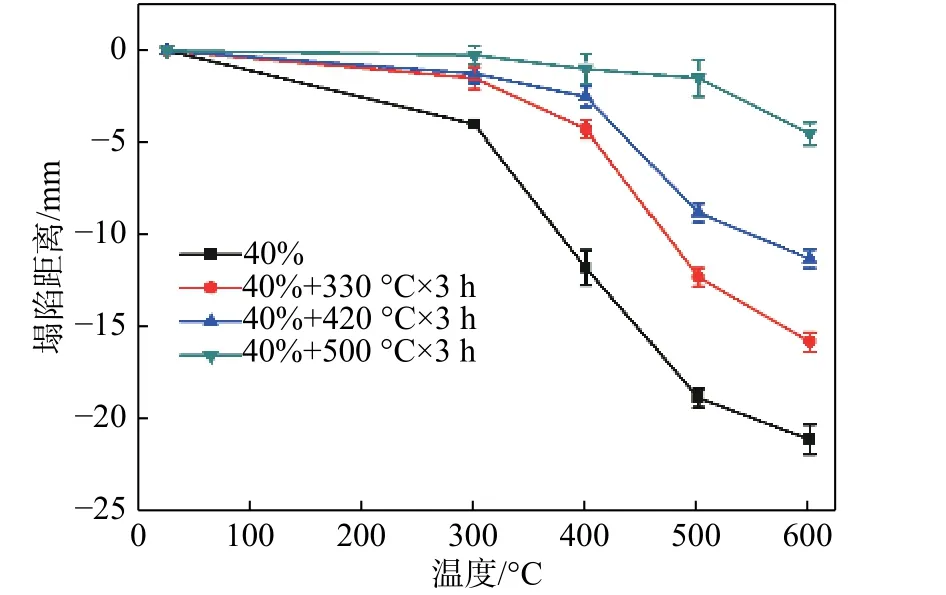
圖7 3003M鋁箔翅片料模擬釬焊過程中下垂值的變化Fig. 7 Change in sagging value of 3003M foil fins during simulated brazing process
3 分析與討論
由圖3的試驗(yàn)結(jié)果來看,3003M鋁箔翅片料的下垂加速主要發(fā)生在回復(fù)階段。Qin等[1]研究認(rèn)為,翅片料的下垂加速階段主要受納米析出相的溶解影響。然而由圖5可見,在回復(fù)階段(加速下垂階段),材料中的析出相并未發(fā)生明顯變化,而當(dāng)溫度更高時(shí)(再結(jié)晶階段),析出相溶解,翅片料的下垂反而較少,這表明析出相的溶解并不是影響翅片料下垂的主要因素[6,8]。試驗(yàn)表明,此階段的主要變形機(jī)制是蠕變變形。在材料回復(fù)過程中,變形位錯(cuò)被熱激活,重新驅(qū)動,此時(shí)位錯(cuò)受重力載荷產(chǎn)生的應(yīng)力所影響,產(chǎn)生高溫蠕變,使材料逐漸彎曲下垂。
由圖7可知,在同樣的溫度和應(yīng)力水平下,冷軋態(tài)和經(jīng)成品退火后的3003M鋁箔翅片料表現(xiàn)出完全不同的下垂行為。當(dāng)成品翅片料經(jīng)過500 ℃×3 h退火后,材料在釬焊升溫到400 ℃時(shí)的下垂近似于零,這說明僅靠重力作用,材料產(chǎn)生的蠕變較少;而冷軋態(tài)的翅片料,在釬焊過程的回復(fù)階段(400 ℃)下垂明顯,材料產(chǎn)生蠕變較多。由此可知,翅片料在釬焊過程中的下垂,主要是受釬焊前材料內(nèi)部的變形位錯(cuò)影響。當(dāng)翅片料經(jīng)過500 ℃×3 h成品退火后,材料發(fā)生充分再結(jié)晶,釬焊前材料內(nèi)部幾乎沒有變形位錯(cuò);而冷軋態(tài)的翅片料,釬焊前材料內(nèi)部存在大量的變形位錯(cuò),在釬焊過程中,大量變形位錯(cuò)被熱激活,這些位錯(cuò)成為蠕變過程中的可移動位錯(cuò)源,從而僅需很小的應(yīng)力就可以使蠕變得以進(jìn)行[9-11]。
4 結(jié) 論
(1)在釬焊升溫過程中的下垂分為3個(gè)階段:未下垂階段(室溫~200 ℃),此時(shí)3003M鋁箔翅片料的力學(xué)性能未發(fā)生改變;加速下垂階段(200 ℃~再結(jié)晶開始溫度),加速下垂是由于冷加工組織回復(fù)過程促進(jìn)的蠕變造成的,這個(gè)階段的下垂量占整個(gè)升溫過程中下垂值的大部分;緩慢下垂階段(再結(jié)晶開始溫度以上),此時(shí)材料蠕變速率較小,對整個(gè)升溫過程中下垂值的貢獻(xiàn)較小。
(2)增加冷軋壓下量可以降低3003M鋁箔翅片料再結(jié)晶開始溫度,使加速下垂階段的溫度區(qū)間變窄,減少加速下垂階段的下垂量,從而改善材料的抗下垂性能。
(3)進(jìn)行成品退火可以降低3003M鋁箔翅片料加速下垂階段的下垂速率,從而改善材料的抗下垂性能。