Si3 N4/SiBN復合材料界面設計及制備
2018-11-20 02:09:28門薇薇張術偉軒立新
陶瓷學報 2018年5期
門薇薇 ,馬 娜 ,張術偉 ,軒立新
(1. 中國航空工業集團公司濟南特種結構研究所,山東 濟南 250023;2. 高性能電磁窗航空科技重點實驗室,山東 濟南 250023)
0 引 言
有機樹脂基復合材料最高只能在500 ℃短期使用。單相的石英、氮化物類無機陶瓷材料存在韌性低、可靠性差的致命弱點阻礙其工程應用。復相陶瓷材料和短纖維增強的陶瓷復合材料斷裂韌性和應變偏低,在受到極高載荷作用時表現為脆性斷裂,難于勝任高超音速飛行器電磁窗對材料耐熱沖擊及可靠性的要求。連續纖維增強陶瓷基復合材料(FRCMC)既能避免陶瓷材料本質上的脆性,又保留了陶瓷基體熱膨脹系數小、強度高和熱穩定性好等優點,能有效克服脆性陶瓷基體對裂紋和熱沖擊的敏感性[1],可靠性高。而且可實現承載、透波及防熱一體化,成為近年透波材料領域的研究熱點[2]。
高強度、高模量連續纖維的耐高溫性能決定了復合材料的使用溫度,已成為制約耐高溫透波復合材料發展的關鍵因素。石英纖維是目前較為理想的寬頻帶透波增強材料之一[3-6]。但石英纖維在高溫條件下強度迅速下降,450 ℃處理后的強度保留率僅約為35%,900 ℃處理后的強度保留率只有約20%,在900 ℃以上便會發生纖維析晶從而導致纖維強度迅速下降,使用溫度不能超過1050 ℃,否則所得復合材料強度完全不能達到設計要求[7,8]。耐高溫氮化物透波陶瓷纖維包括Si3N4纖維、BN纖維和SiBN(C)陶瓷纖維,均處于研發階段。Si3N4纖維力學性能好,拉伸強度可達3.1 GPa,耐溫性能優良(大于1900 ℃),介電常數和介電損耗角正切分別為5.6(10 GHz)和0.004(10 GHz)[9],是性能優異的耐高溫陶瓷纖維之一。
在連續纖維增強陶瓷基復合材料中,界面層是纖維與基體之間的紐帶,界面層的組分和結構決定纖維與基體之間的結合強度,決定了增韌效果。界面結合力較強,陶瓷纖維難以起到增韌的效果,導致材料在外部載荷沖擊下出現脆性斷裂,力學性能下降;若界面結合強度過低,基體無法通過界面將外部載荷傳遞到陶瓷纖維上,難以起到增強的作用。本文對Si3N4/SiBN復合材料進行界面設計,制備了性能較佳的陶瓷基復合材料,并對復合材料性能進行了表征。
1 實 驗
1.1 原材料
Si3N4纖維為由國防科技大學新型陶瓷纖維及其復合材料國防科技重點實驗室提供,其中氮、硅元素含量≥90wt.%,碳元素含量≤0.8wt.%。復合材料織物為2.5D Si3N4纖維編織體,纖維體積分數約45%。聚硅氮烷PHPS、聚硼氮烷PBZ由中科院化學所提供,可溶于有機溶劑二氯乙烷。
1.2 試驗過程
采用兩種工藝對Si3N4纖維進行處理:(1)高溫熱處理,在空氣氣氛中按照以5 ℃/min的升溫速率分別在400 ℃、500 ℃、600 ℃和700 ℃保溫處理1 h,使浸潤劑被氧化。試樣編號分別記為1#、2#、3#和4#(2)丙酮、濃度為20%的鹽酸溶液、濃度為20%的硫酸溶液、濃度為20%的硝酸溶液、濃度為20%的醋酸溶液、丙酮與鹽酸混合液(質量比為9 : 1,鹽酸濃度為36%-38%)、丙酮與硫酸混合液(質量比為9 : 1,硫酸濃度為98%)、丙酮與硝酸混合液(質量比為9 : 1,硝酸濃度為68%)、丙酮與醋酸混合液(質量比為9 : 1,冰醋酸濃度為99.5%)分別在50 ℃浸泡10 h,再經用丙酮反復清洗4次,后于120 ℃烘箱中干燥。試樣編號依次標記為5#-13#,未處理的石英布試樣編號為14#。
1.3 復合材料制備:
處理后的Si3N4纖維織物,采用按照圖1所示工藝流程制備BN涂層,后真空浸漬先驅體PHPS,在惰性氣氛中交聯固化(200 ℃,3-5 h),最后在氨氣氣氛下裂解得到Si3N4/SiBN復合材料。裂解升溫制度是:以10 ℃/min的速度升溫到800 ℃,保溫1 h,自然冷卻。為了提高材料的致密度,采用若干浸漬裂解周期(N≥3)。
1.4 性能表征
采用場發射掃描電鏡對Si3N4纖維表面形貌進行觀察;使用力學性能拉伸儀測量Si3N4纖維束絲的拉伸性能;使用精密電子秤秤實驗前后重量變化;采用Archimedes排水法測試復合材料密度;采用電子萬能試驗機測試復合材料力學性能;采用波導短路法進行復合材料介電性能測試。
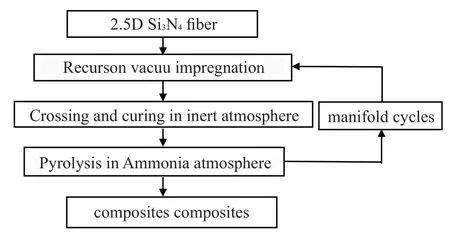
圖1 復合材料的PIP工藝流程Fig.1 Flow chart for preparing composite by PIP process
2 結果與討論
2.1 纖維-基體界面設計
2.1.1 纖維浸潤劑去除
在對氮化物纖維進行編織時,為保持纖維的集束性便于編織,必須在纖維生產過程中加浸潤劑,浸潤劑的主要成分為環氧類有機物[10-12]。在復合材料制備過程中這些有機物一方面將發生碳化影響復合材料的介電性能,另一方面將影響纖維與界面的結合力,難以形成合適的界面。因此,制備氮化物纖維陶瓷基復合材料時必須先將纖維表面浸潤劑去除,同時減小對氮化物纖維的損傷。
表1為處理前后Si3N4纖維失重、外觀拉伸性能的變化。浸潤劑含量一般在0.5%-1.5%之間,未處理的氮化物纖維的失重為0.83%,說明本批次氮化物纖維中的浸潤劑含量為0.83%。氮化物纖維經過熱處理,隨著溫度的變化,其外觀顏色由淡姜黃色變為黃色,再變為淡姜黃色,說明隨著溫度的升高,氮化物纖維表面浸潤劑發生反應碳化而成黃色,隨著游離碳被氧化,當浸潤劑完全去除之后呈現氮化物本身的淡姜黃色。表1表明500 ℃處理1 h后的失重為0.04%,基本可以認為500 ℃熱處理可以完全除去纖維表面的浸潤劑。
經過丙酮浸泡的氮化物纖維顏色沒有明顯的變化,失重較高(0.45%),因此可以說明丙酮浸泡不能完全去除氮化物纖維浸潤劑,這是由于浸潤劑中很大部分為環氧樹脂,環氧樹脂經過固化之后對一般溶劑都有耐蝕性,不溶于丙酮。采用酸洗及酸和丙酮的混合液處理后的氮化物纖維的顏色也沒有明顯的變化,而且總體對浸潤劑的去除效果較好,其中采用鹽酸與丙酮的混合液處理的效果最好,處理后浸潤劑含量僅為0.04%,采用醋酸與丙酮的混合液處理后氮化物纖維的浸潤劑含量為0.06%,采用醋酸處理后氮化物纖維浸潤劑含量為0.08%。
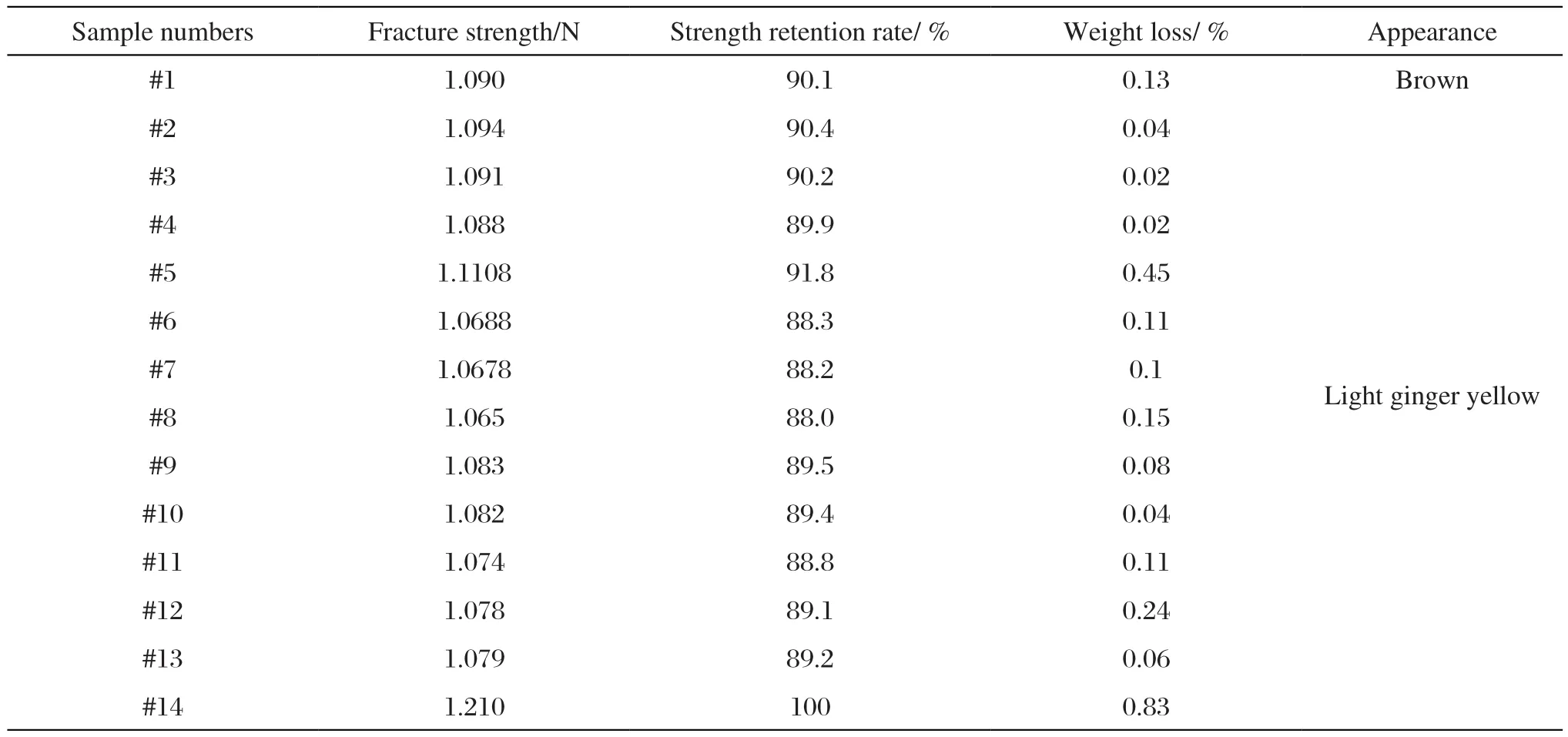
表1 Si3N4纖維處理后的失重、斷裂強力和外觀Tab.1 The variation of weight loss, fracture strength and appearance of Si3N4 fiber
經過不同的處理工藝后氮化物纖維的強度都有一定程度的降低,但總體強度保留率在88%-90%之間。丙酮浸泡對其沒有很大的損傷,強度保留率最高。采用酸洗工藝氮化物纖維的強度下降幅度最大,強度保留率在88%左右。采用酸洗及酸和丙酮的混合液處理后的氮化物纖維的強度總體優于純酸洗后的氮化物纖維的強度,強度保留率在89%左右。
由于浸潤劑在纖維中只占約1%的含量,在纖維表面僅為幾十納米的薄層,很難看出表面浸潤劑去除前后的變化[13]。但隨著處理溫度的升高會引起纖維形貌變化。圖2為Si3N4纖維表面SEM圖,從圖中可以看出Si3N4纖維均為圓柱形,表面較為光滑,部分單絲表面沿縱向有一些突起,這可能是制備過程帶來的缺陷。Si3N4纖維經400 ℃熱處理后,表面出現了大量的熔融物突起或碎屑,可推斷是由纖維表面的浸潤劑發生反應及脫落造成的,這與此時纖維表面浸潤劑發生碳化反應而成茶褐色相符合;500 ℃時碎屑及“脫皮”現象明顯減少,與纖維顏色由茶褐色變淺到茶色的變化相對應,但相應的纖維表面開始出現裂紋缺陷;500 ℃時纖維表面光滑,碎屑、突起已消失,證明浸潤劑碳化反映已完成,纖維浸潤劑已基本完全去除與纖維亮白色相對應。
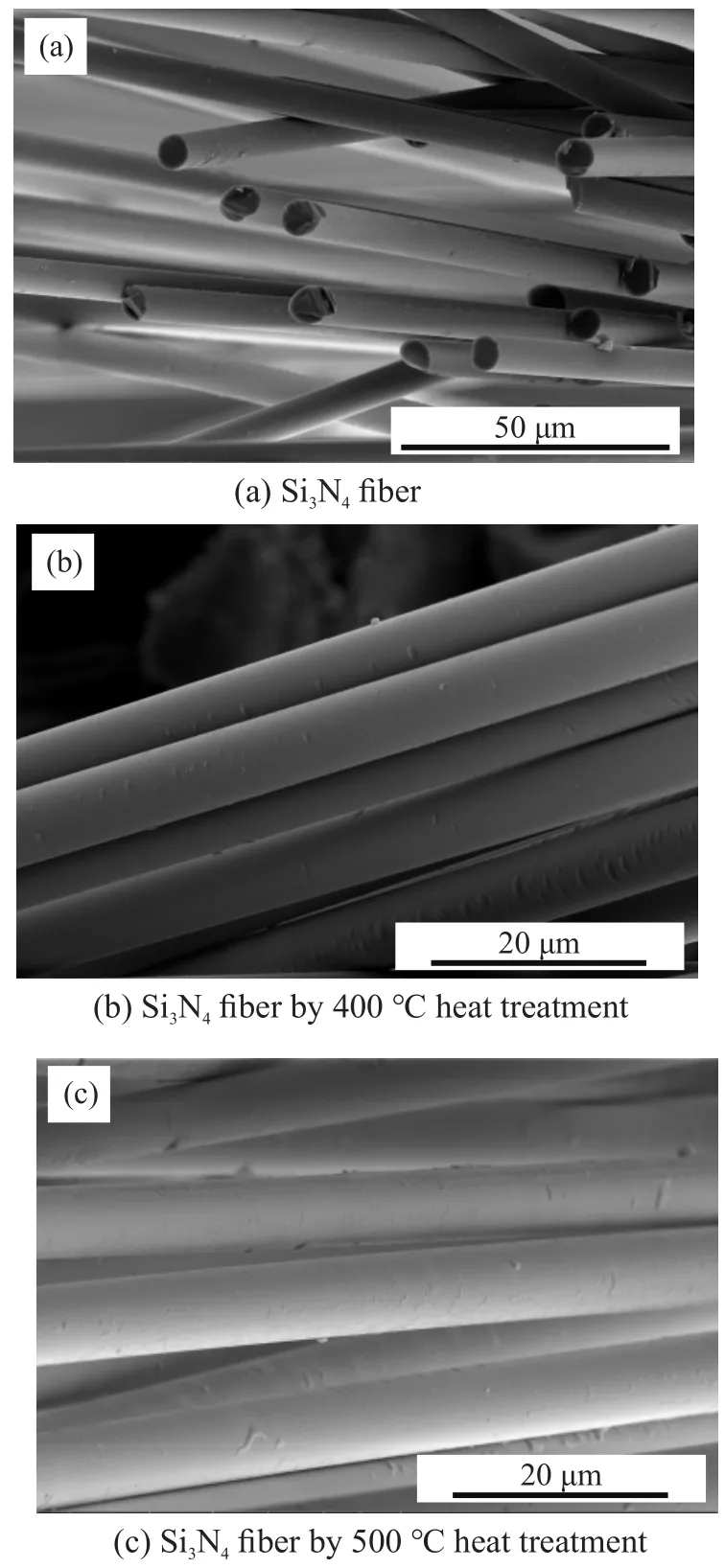
圖2 SiBN纖維熱處理SEM圖Fig.2 SEM micrographs of the surface of Si3N4 fiber
通過以上試驗分析可以看出,采用熱處理工藝400 ℃處理不能完全去除浸潤劑,由于浸潤劑被氧化氮化物纖維的顏色變為茶褐色,500 ℃處理后氮化物纖維表面浸潤劑基本完全去除,且工藝操作簡單可行。丙酮浸泡雖然對氮化物纖維的強度損傷不大,采用酸洗、酸和丙酮混合液處理工藝對浸潤劑的去除效果較好,但強度保留率較低。綜合對比各項處理工藝,采用500 ℃高溫熱處理的方法對氮化物纖維表面進行處理。
2.1.2 BN界面涂層制備
項目團隊前期采用圖1所示工藝制備SiO2f/Si3N4復合材料時發現四輪裂解后復合材料密度達到了1.70 g/cm3,但其力學性能較差,彎曲強度僅為29.74 MPa。對復合材料的位移-載荷曲線、斷口SEM進行研究。圖3所示SiO2f/Si3N4復合材料的位移-載荷曲線表明隨著位移的增加載荷呈線性變化,達到最大載荷時迅速下降,后載荷隨位移緩慢降低并維持在一個較低的水平,呈現典型脆性斷裂特征。圖4復合材料斷口SEM圖表明材料的致密度較高,僅有少量氣孔存在,斷面平整,沒有纖維拔出現象,纖維與基體發生了較強的界面結合導致無法分辨界面的存在,進一步證明了界面反應的存在[14]。
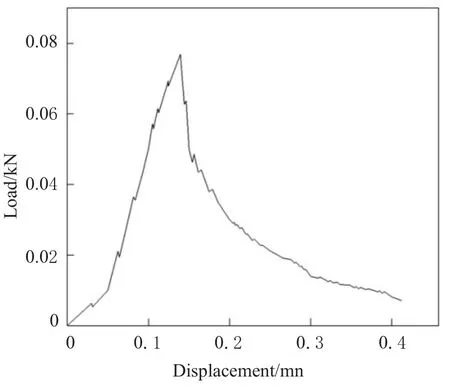
圖3 SiO2f/Si3N4復合材料位移載荷曲線[14]Fig.3 Displacement load curve of SiO2f/Si3N4 composite
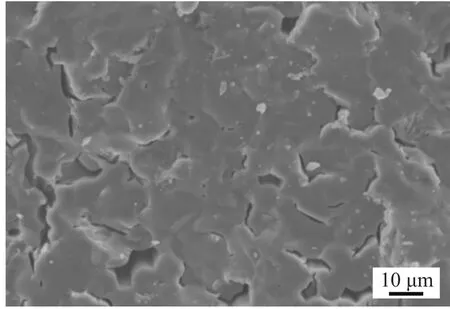
圖4 SiO2f/Si3N4復合材料斷口SEM圖Fig.4 SEM micrograph of the fracture surface of SiO2f/ Si3N4 composite
徐鴻照[15]等制備BN/Si3N4復合材料、余娟麗[16]等制備SiBN/SiBN復合材料時出現復合材料致密、力學性能較低的現象,分析認為基體與纖維之間的界面反應導致基體與纖維之間的結合力過強也是其主要原因之一。據文獻[17]報道,PHPS先驅體中含有大量Si-H鍵和N-H鍵,其化學活性高,同時纖維比表面積大,在高溫裂解過程中纖維與先驅體會發生較強的界面反應,致使纖維的增強作用不能得到充分發揮,造成材料變脆力學性能下降。因此,需在纖維表面制備界面層,阻止纖維和基體之間的化學反應。
BN界面是目前性能最為優異的候選材料。作為界面材料使用的h-BN具有抗化學侵蝕性質,不被無機酸和水侵蝕,在熱濃堿中B-N鍵斷開。BN作為與纖維接觸的層界面時,可大大降低纖維和界面的脫粘速率,提高陶瓷基復合材料的韌性。按照圖1所示工藝制備BN涂層,對Si3N4纖維進行界面設計。圖5為1輪浸漬-固化-裂解后所制備的BN涂層SEM圖。由圖可知,氮化物纖維表面并未形成完整的涂層,僅有一層疏松間斷的片層狀結構,由于采用的聚硼氮烷先驅體陶瓷化產率較低,在1000 ℃時的陶瓷產率僅為40wt.%,無法形成均勻、致密的涂層。圖6為3輪輪浸漬-固化-裂解后制備的BN涂層SEM圖,涂層均勻、致密。
采用X射線能譜分析(EDS)纖維的元素組成,圖7為BN涂層的EDS圖譜,在EDS能譜分析圖中出現了少量的氧元素。由于PIP制備工藝的過程中不可避免地與空氣接觸,且BN容易與空氣中的水和氧發生反應,因此在檢測的過程中,會發現少量的氧元素。
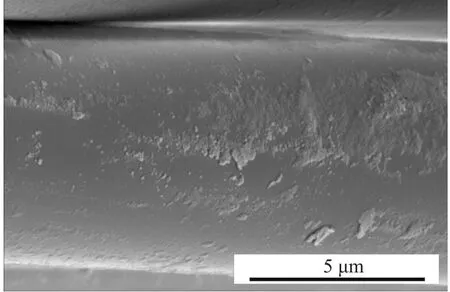
圖5 一輪PIP工藝制備的BN涂層SEMFig.5 SEM micrograph of BN coating by one round of PIP process
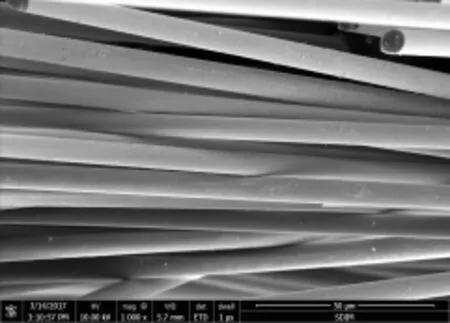
圖6 三輪PIP工藝制備的BN涂層Fig.6 SEM micrograph of BN coating by three rounds of PIP process

表2 Si3N4/ SiBN復合材料性能Tab.2 Properties of Si3N4/ SiBN composites
2.2 復合材料性能分析
PHPS先驅體陶瓷化產率大于90%,且與Si3N4纖維浸潤性好,不僅能夠浸入纖維束之間較大的孔隙,也能浸入纖維束內部單絲之間的細小孔隙。因此,制備出的復合材料表觀致密,見圖8所示。表2列出了Si3N4/SiBN復合材料性能,從表2中可以看出,Si3N4/SiBN復合材料密度在第一輪浸漬-裂解過程中密度增長最快,但經兩次循環后,增長就逐漸趨于緩慢。隨著浸漬次數的增加,密度增加緩慢,裂解過程中復合材料內部形成閉孔,前軀體無法進入,導致效率降低,因此密度變化不大。Si3N4/SiBN復合材料彎曲性能隨密度的增大而逐漸增高,由于氣孔的減少介電常數逐漸增大。四輪裂解后Si3N4/SiBN復合材料密度達到了1.83 g/cm3,彎曲強度為96.8 MPa。10 GHz條件下的介電常數和介電損耗角正切值分別為3.25,0.012。
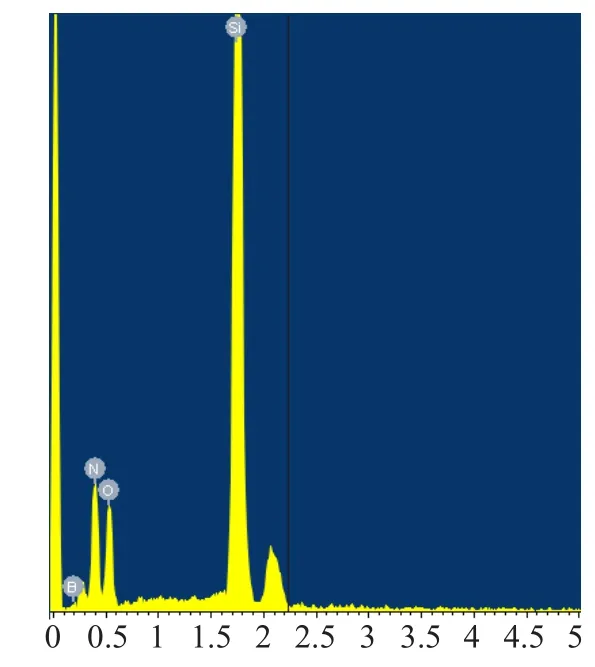
圖7 BN涂層EDS能譜分析Fig.7 EDS spectra of the BN coating
圖8 Si3N4/SiBN復合材料Fig.8 Si3N4/SiBN composites
3 結 論
為阻止纖維與基體發生界面反應,對Si3N4/SiBN復合材料進行界面設計,首先采用高溫熱處理方法去除纖維表面浸潤劑,以PIP工藝制備了較為致密的BN界面涂層,經過4輪PIP工藝后制備出致密復合材料。研究表明:采用500 ℃高溫熱處理的方法基本可去除氮化物纖維表面的浸潤劑;BN涂層可有效緩解Si3N4纖維-SiBN基體界面強結合,起到改善力學性能的作用;Si3N4/SiBN復合材料的密度為1.83 g/cm3,介電常數和介電損耗角正切值分別為3.25,0.012。
猜你喜歡
建材發展導向(2021年14期)2021-08-23 00:56:16
紡織科技進展(2021年3期)2021-06-09 08:07:14
當代陜西(2020年13期)2020-08-24 08:22:02
纖維復合材料(2018年3期)2018-04-25 07:22:58
制造技術與機床(2017年5期)2018-01-19 02:49:17
電子測試(2017年11期)2017-12-15 08:57:13
金秋(2017年4期)2017-06-07 08:22:16
中國材料進展(2016年10期)2016-12-26 06:50:20
濰坊學院學報(2016年2期)2016-12-01 13:00:11
新聞傳播(2015年11期)2015-07-18 11:15:04
