一種升降滾床機構的設計
2018-11-20 08:17:18許麗虹許振宏
裝備制造技術 2018年9期
許麗虹,許振宏
(1.上汽通用五菱汽車股份有限公司,廣西 柳州 545007;2.柳州莫森泰克汽車科技有限公司,廣西 柳州545616)
焊裝車間的焊裝主線一般采用往復桿輸送機構來實現白車身的輸送,但是該輸送方式存在輸送時間長,生產效率低,柔性差,難于實現多車型共線生產,標準化程度低,輸送線設計及加工周期長,安裝調試難度大,設備通用性低等缺點,已經不能滿足當前汽車高效、柔性生產的發展趨勢。因此,開發了一種更高效的升降滾床輸送裝置來實現車身的輸送。
1 工作原理
高速滾床具有輸送速度快、停止精度高的特點[1]。焊裝生產線采用升降滾床與滑橇的輸送方式,對白車身進行高效輸送和精確定位。
升降滾床機構的工作原理是本工位的焊接工作完成后,升降滾床整體舉升,將白車身抬離焊接夾具,滑橇水平運動將白車身輸送至下工位,升降滾床整體下降,同時將白車身放置在焊接夾具上,機器人對白車身進行焊接,過程示意如圖1所示。
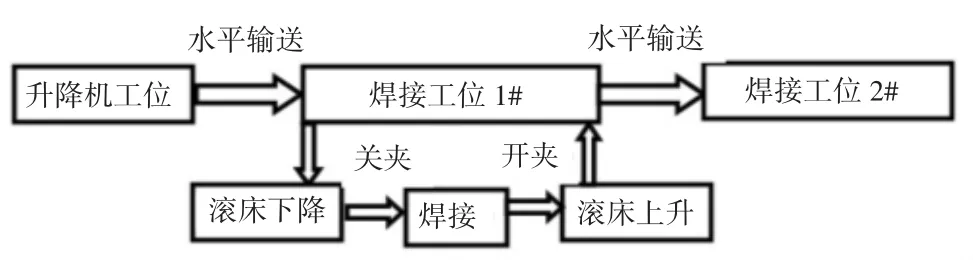
圖1 升降滾床機構工作過程
2 結構設計
升降滾床主要由高速滾床、升降機構、滑撬定位組件三部分組成,結構如圖2所示,現場實際運用如圖3所示。
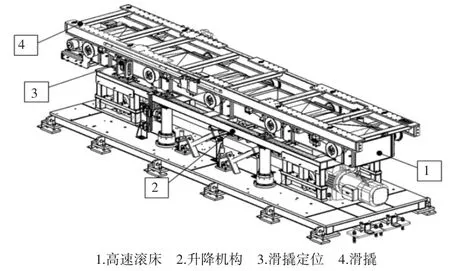
圖2 升降滾床的結構
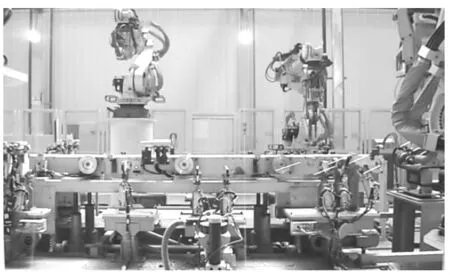
圖3 升降滾床機構現場
2.1 高速滾床
高速滾床由電機、皮帶輪、支撐架、檢測開關、棍軸、導向輪、皮帶、皮帶張緊輪等組件組成。五組棍軸均勻布置在由矩形鋼管焊接并精加工而成的支撐架上。電機設計在滑橇前進方向的一端,不占用兩側工裝的空間,結構緊湊,且皮帶的受力一致性好。高速滾床的結構如圖4所示。
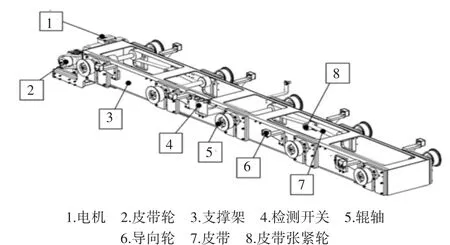
圖4 高速滾床的結構
高速滾床利用摩擦傳動原理來實現白車身水平方向的高速輸送。電機啟動,驅動與電機出軸直連的皮帶輪轉動,并通過皮帶將動力傳遞給支撐架上的五組棍軸,固定在棍軸上包膠棍輪與棍軸一起旋轉。滑撬通過撬體與包膠棍輪間產生的摩擦力在滾床上做高速運動。
2.2 升降機構
凸輪傳動結構簡單、緊湊,能方便地設計凸輪輪廓以實現從動件預期的運動規律[2]。升降機構采用凸輪傳動結構,將凸輪的等速回轉運動轉變為升降臺連續的升降運動。
升降機構由升降臺、電機、減速機、凸輪擺臂、導向桿、安全托架、萬向聯軸器、檢測開關、底板等組成。減速機一與電機直接連接,減速機一和減速機二安裝在高精度的底座上并通過十字萬向聯軸器傳遞動力。四組凸輪擺臂機構直接安裝在減速機側面出軸上,保證了兩個減速機出軸的同步轉動。升降機構的結構如圖5所示。
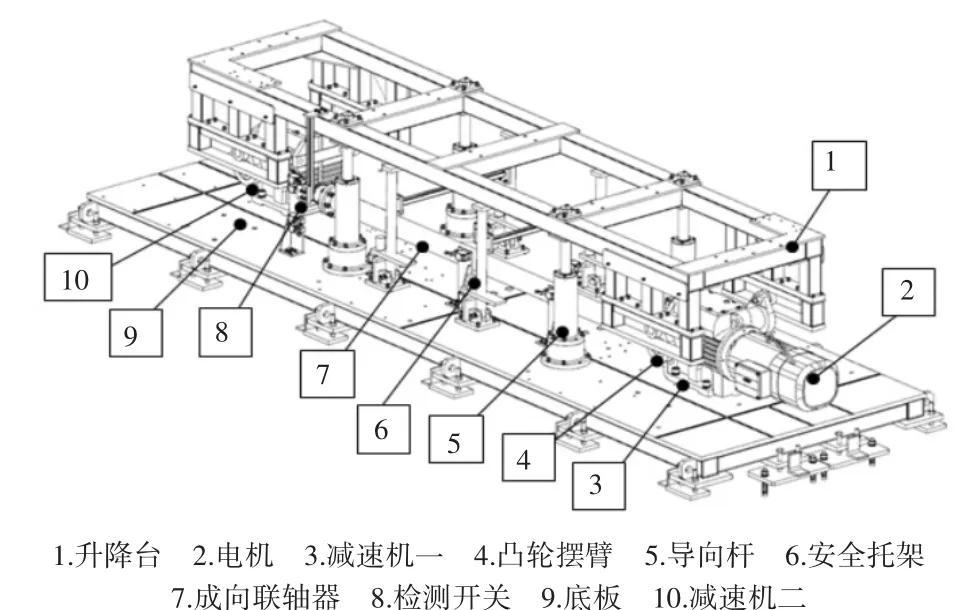
圖5 升降機構的結構
升降機構的工作原理是電機啟動,兩個減速機帶動四個凸輪擺臂作回轉運動,擺臂上的軸承將升降臺頂升。升降臺通過4組導向桿進行精確導向,確保升降的平穩。到位檢測開關檢測到升降臺上升到位后,電機抱閘,保持升降臺的停止位置不變。
在維修時,將安全托架撐起,可以保證設備在斷電狀態下維修維護的安全。
升降機構采用結構簡單的凸輪擺臂機構,結構緊湊,運動軌跡簡單,零件易于加工,且加工精度易于控制。
2.3 滑橇定位機構
通過接近開關和機械機構定位相結合的方法來實現滑撬的精確定位。
在滾床側面設計有軸承,對滑橇進行導向,控制滑橇的X向偏移,同時保證滑撬輸送的平穩。在升降滾床上設計定位銷,同時在滑橇上設計定位孔,通過定位銷和定位孔的配合,保證滑橇在X、Y兩個方向上的重復定位精度。
滑撬定位的工作原理是滑橇通過接近開關檢測其到位后停止,滾床上的定位銷上升并伸入滑橇的定位孔中,對滑橇精確定位,定位精度可達到±0.15 mm,其精度能夠滿足白車身的焊接要求。滑撬精確定位的結構如圖6所示。
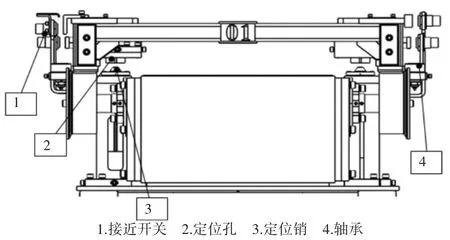
圖6 滑橇精確定位的結構
3 電機選型計算
3.1 高速滾床電機選型
高速滾床的電機選用變頻減速電機,可實現變頻調速。所有電機通過PLC統一調整變頻器來調整滑橇速度。滑橇勻速速度的計算公式如下:

S 為工位節距(m);a1為加速段加速度(m/s2);t1為加速段時間(s);V2為勻速速度(m/s2);t2為勻速時間(s);a3為減速段加速度(m/v);t3為減速段時間(s).
工位節距S=6 m,加速時間t1=1 s,勻速時間t2=3.8 s,減速時間 t3=1.2 s.由式(1)(2)可計算得滑橇勻速速度為1.22 m/s.
滾床與滑橇不存在打滑現象,故滾床包膠輪外徑的線速度為1.22 m/s.滾床上的皮帶輪與電機上的皮帶輪直徑相同,其傳動比為1∶1,包膠輪和皮帶輪均通過鍵連接在傳動軸上,其轉速相同。電機的輸出轉速計算如下:

V1為包膠輪外徑線速度;R1為包膠輪外徑(m);n1為包膠輪轉速(r/s);n2為滾床皮帶輪轉速(r/s);n3為電機皮帶輪轉速(r/s)。
白車身重量為500 kg,滑撬重量為800 kg,電機效率為0.8,功率安全系數為1.5,摩擦系數取0.1.電機功率計算如下:
P1為實際消耗功率(kW);μ為摩擦系數(取0.1);m1為白車身質量(kg);m2為滑橇質量(kg);V 為滑橇勻速速度(m/s);P為電機功率(kW);η 為電機效率;s為電機安全系數。
電機的輸出扭矩主要是用來克服滑橇與滾輪之間的摩擦力,故計算公式如下:

M為電機輸出扭矩(N·m);m1為白車身質量(kg);m2為滑橇質量(kg);μ為滾輪與滑橇的摩擦系數(取 0.1);R為皮帶輪外徑(m)。
3.2 升降機構電機選型
升降減速機的計算跟水平電機的計算方法基本相同,所不同的是升降臺的速度與減速機的輸出速度是成三角函數關系的。圖7所示為凸輪擺臂的速度分解圖。圖7中的1為升降臺,2為凸輪擺臂。

V1為升降臺升降速度(m/s);V為擺臂線外端速度(m/s);α為速度夾角;n為電機輸出轉速(r/s);R為凸輪擺臂外端半徑(m)。
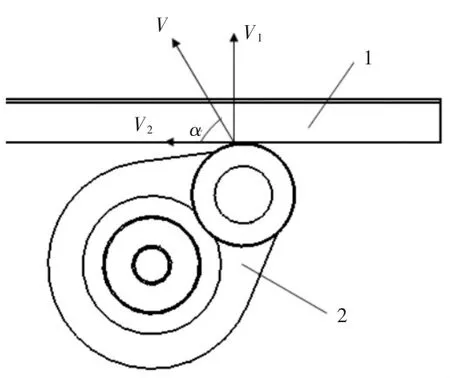
圖7 凸輪擺臂速度分解圖
白車身重量為500 kg,滑撬重量為800 kg,升降臺的質量為700 kg,電機效率為0.8,功率安全系數為1.5.電機功率計算如下:
P1為實際消耗功率(kW);m1為白車身質量(kg);m2為滑橇質量(kg);m3為升降臺質量(kg);V 為升降臺速度(m/s);P為電機功率(kW);η為電機效率;s為電機安全系數。
電機的輸出扭矩主要是用來克服重力力,計算公式如下:

M為電機輸出扭矩(N·m);m1為白車身質量(kg);m2為滑橇質量(kg);m3為升降臺質量(kg);R為凸輪擺臂的外徑(m)。
SEW品牌電機能耗低,性能優越,振動小,噪音低[3],所以電機品牌選用SEW.根據以上公式、數據計算,并考慮電機安裝維護的方便性,高速滾床電機型號為R57DRE132S4BE5HRTH,升降機構電機型號為S97DRS132M4BE11HR.
4 結束語
本設計采用升降式高速滾床與滑撬的輸送方式代替傳統的往復桿輸送機構,減少白車身的輸送時間,提高生產效率,同時實現多種車型柔性化生產,提升車間自動化率,廠房、公用動力設施和通用設備一次性投入,設備利用率高。
本設計已經成功運用于焊裝車間的焊裝主線,并推廣至補焊生產線等生產線。
