熱浸鍍鋁提拉速度與鍍層厚度的關系
2018-11-20 08:17:30莫繼華上官琪陸宇衡黃彩敏曾建民
裝備制造技術 2018年9期
莫繼華 ,上官琪 ,肖 罡 ,陸宇衡 ,黃彩敏 ,曾建民
(1.廣西大學廣西有色金屬及特色材料加工重點實驗室,廣西 南寧530004;2.廣西大學資源環境與材料學院,廣西 南寧530004)
熱浸鍍鋁是在熱浸鍍鋅技術之上發展起來的一種高效的防護鍍層,熱浸鍍鋁鋼材具有比熱鍍鋅鋼材更優越的耐腐蝕及機械性能[1,2]。鋼材的熱浸鍍鋁是將經處理后的鋼鐵材料或制品浸入一定溫度熔融鋁或鋁合金熔液中,保溫適當時間后,在鋼鐵表面形成Fe-Al金屬件化合物中間層,從而得到具有表面防護和表面強化相結合的高性能鍍層[3-5]。因此,熱浸鍍鋁鋼被稱為制造成本低且性能優越的新型復合材料[6]。
至今為止,熱浸鍍鋁的工藝方法類型多種多樣,例如:森吉米爾法、無氧化還原法、無氧化法及溶劑法等。相比之下,熔劑法熱浸鍍鋁技術對設備等各方面的要求不高,工藝條件容易達到,生產靈活,產量可控,且適合多品種、多規格的產品生產,具有較廣闊的發展前景[7]。
鋼鐵材料的熱浸鍍鋁過程中,鍍鋁層厚度對鍍件性能起至關重要的作用,是決定產品質量的重要指標[8]。而熱浸鍍鋁層的厚度與提拉速度、凝固時間有著必然的聯系[9]。因此,建立相關數學模型,研究熱浸鍍鋁鍍層與提拉工藝及鍍層凝固過程之間的關系,以實現對熱浸鍍鋁過程的控制,提高鍍層質量是必要的。本文擬結合提拉過程的速度方程與鍍層凝固傳熱方程,探討平面試樣鍍鋁表面層厚度隨提升速度的變化及凝固過程中的溫度變化的規律,并在試驗的基礎上對模型加以驗證。
1 提拉過程數學描述
提拉過程模型示意圖如圖1所示。

圖1 鍍件提拉過程示意圖
設提拉過程為穩定過程,鍍液為不可壓縮性流體,由Navier-Stokes方程可知[10]:

式中,μ 為鍍液粘度(Pa·s);ρ為鍍液密度(kg/m3);P 為壓力(Pa);t為時間(s);u 為提拉速度(m/s);Fx為單位質量鍍液質量力在x方向的分量(N);Fy為單位質量鍍液質量力在y方向的分量(N);Fz為單位質量鍍液質量力在z方向的分量(N).
假定流體為不可壓縮的連續性穩定流體,平板為無窮大,則:

故根據式(1)可得,

將式(2)求積分得到

當 x= δ時,u= u0,則
式中,δ為鍍層厚度(m);u0為提拉速度(m/s);g為重力加速度(N/kg)。
2 鍍層的凝固傳熱
由于液膜厚度很小,可以考慮其在鍍件平板表面為平行流動,則可通過x方向來進行分析,模型示意見圖2和圖3.

圖2 鍍層-基體示意圖

圖3 基體-鍍層溫度分布
鍍件在提出鍍液后,鍍液在鋼基體表面能較快的凝固成膜,該傳熱可被視為一般性換熱。根據牛頓冷卻定律,鍍層凝固界面-空氣的熱流密度為:

式中,Ts為界面溫度(℃);T0為環境溫度(℃);h為換熱系數(W/m2·℃)。
根據傅立葉定律[11],鍍層凝固界面-鋼基體的熱流密度為:

式中,Tm為鍍層溫度(℃);λ為導熱系數(W/m·℃);
由于鍍層較薄、凝固速度較快,所以鍍層熱量的傳導可看作鋼基體釋放的潛熱,可知q1=q2=q3.
根據式(6)和式(7)可得:

整理得:

鍍層在凝固過程中的結晶潛熱q4為

式中,H為凝固潛熱(J/kg)
鍍層在凝固過程中的結晶潛熱q4等于熱流密度q3,于是得:

將式(11)積分并忽略δ的二次方項,
則有:

式(12)表示出了鍍層厚度與凝固時間的線性關系。
3 試驗驗證
熱浸鍍純鋁驗證試驗使用的是3 mm厚的Q235鋼板,該型號鋼板的化學成分如表1所示。為了方便浸鍍,將鋼板切割成尺寸為3 mm×30 mm×70 mm的小試樣,試樣上部開φ10 mm圓孔。鍍液原料使用工業用純鋁錠。

表1 Q235鋼的化學成分表
試驗使用LEICA金相顯微鏡測量鍍層厚度,使用紅外線測溫儀記錄鍍層在凝固過程中的溫度變化,鍍層凝固過程溫度變化測試系統模型如圖4所示。

圖4 鍍層凝固過程溫度變化示意圖
(1)試驗準備:將鋁錠放入干鍋中,將爐溫設定至800℃,帶鋁錠完全溶化后,將鋁液溫度保持在730℃.
(2)熔體處理:稱量熔體總重量的1%的熔體處理劑(六氯乙烷),用鋁箔包好用鐘罩將其壓入鋁液中進行熔體處理,熔體處理溫度為730℃處理時間為10 min.
(3)試樣前處理:試樣前處理包括堿洗除油和酸洗除銹等工序。堿洗液為10%~15%NaOH和1%~3%Na2CO3水溶液,堿洗溫度為50~80℃,時間約為10 min.酸洗液為31%工業濃鹽酸,酸洗溫度為20℃,酸洗時間為2 min~5 min.
(4)助鍍處理:試驗使用的助鍍劑為 B(OH)3+NaCl水溶液,助鍍溫度為70~80℃,助鍍時間為2 min,助鍍劑烘干溫度為300℃,試驗使用的助鍍裝置見圖5所示。

圖5 助鍍裝置示意圖
(5)浸鍍處理:浸鍍溫度為690℃,浸鍍時間為3 min,上提牽引速度分別為0.02 m/s、0.05 m/s、0.09 m/s、0.12 m/s和0.15 m/s,試驗使用的浸鍍裝置見圖6所示,該裝置使用帶有無級調速功能的電動機。

圖6 浸鍍裝置示意圖
(6)后處理:試驗的后處理使用空氣冷卻試片。
圖7是提拉速度為0.05 m/s獲得的試樣照片。

圖7 熱浸鍍鋁試樣照片
試樣提出鋁液后,使用紅外線測溫裝置記錄的鍍層溫度變化情況如圖8所示。

圖8 鍍層冷卻過程溫度變化曲線
如圖8所示,鍍件從鍍液中提出到冷卻至室溫的過程中,在提拉出鍍液的較短時間內,鍍件溫度驟降,其中實測曲線在654℃附近有一小段溫度幾乎不變化的近水平曲線,說明該段為鍍層的凝固過程。
圖9為提拉速度為0.05 m/s所獲得的試樣金相顯微照片。

圖9 熱浸鍍鋁鍍層照片(OM)
通過金相顯微分析,對試樣鍍層厚度進行了測定,測量結果見圖10所示。圖中顯示,當提拉速度小于0.12 m/s時,實測鍍層厚度隨著提拉速度的增加而變厚,模擬值與實測值變化趨勢一致。值得注意的是當提拉速度大于0.12 m/s時,鍍層厚度將不會像公式(5)的結果一樣隨著提拉速度加快而快速增加,而是趨于平穩。圖10表明,在一定范圍內,鍍層厚度可以通過提拉速度來進行控制。

圖10 鍍層厚度與提拉速度之間的關系
受提拉速度影響的鍍層厚度,必然影響鍍層的凝固時間,于是隨提拉速度增快(小于0.12 m/s),鍍層凝固時間增長。圖11表明當鍍層厚度小于100 m時,鍍層凝固時間與鍍層厚度之間基本成正比關系。
以提拉速度 u=0.05 m/s為例,μ =1.196 Pa·s,g=9.8 m/s2,ρ=2 700 kg/m3,H=397 400 J/kg,Tm=660℃,T0=20℃,將其代入式(5)中可得:

將δ代入式(17)中,可得鍍層凝固時間為:

從計算結果可以看出,該結果與實際測量值基本吻合。
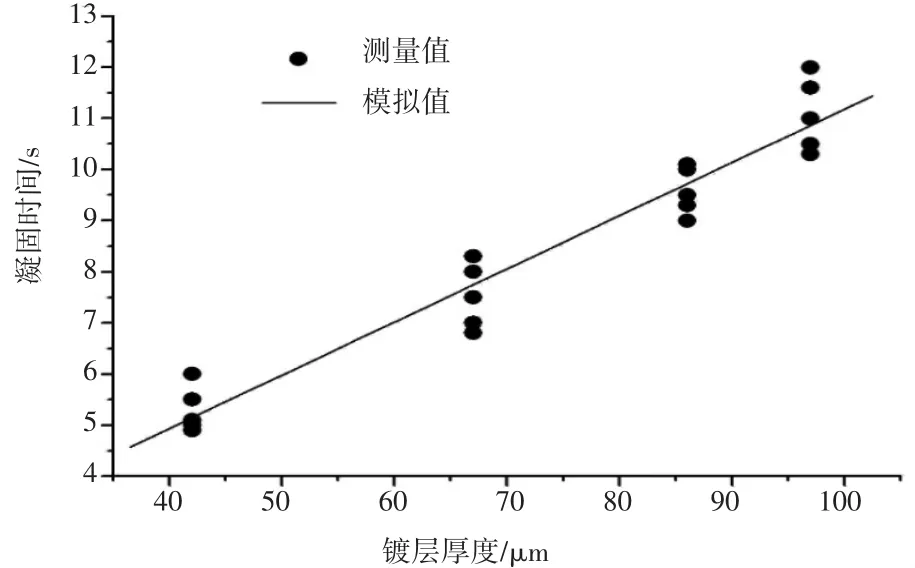
圖11 鍍層厚度與凝固時間之間的關系
4 結論
建立了數學模型描述了鍍層厚度與提拉速度及鍍層凝固時間的關系,并通過試驗對數學模型進行了驗證,結論如下:
(1)對于Q235鋼板,提拉速度低于0.12 m/s時,鍍鋁層厚度與提拉速度的平方根成正比關系;提拉速度高于0.12 m/s時,鍍鋁層厚度趨于穩定。鍍鋁層厚度與提拉速度的關系如下式所示:

(2)鋼板鍍鋁層厚度與凝固時間的關系如下式所示:

(3)驗證試驗結果表明,模擬計算厚度值與實測值變化趨勢一致,即該數學模型符合實際情況。
