某增壓直噴發動機冷卻水泵氣蝕分析與優化
2018-11-20 08:17:50余凱揚
裝備制造技術 2018年9期
余凱揚,張 帆
(上汽通用五菱汽車股份有限公司,廣西 柳州54500)
0 引言
發動機冷卻水泵作為發動機冷卻系統重要的組成部分,其功能是對一定流量的冷卻液加壓,保證足量的冷卻液在冷卻系統中循環流動,帶走發動機中過多的熱量,保證發動機在正常的溫度下工作。設計有缺陷的或是不滿足當前冷卻系統性能要求的水泵,會造成氣蝕現象的發生,氣蝕現象的發生會進一步導致冷卻系統的惡化,對發動機造成不可逆的損害。針對一個具體的水泵氣蝕現象,分析可能導致其發生的原因,并做出優化及驗證。
1 氣蝕產生的原理及危害
水泵的氣蝕是由水的汽化所引起的,所謂汽化就是水由液態轉化為氣態的過程。在一定的溫度下,液體開始汽化的臨界壓力,叫做該溫度下液體的汽化壓力[1]。水泵工作時,如果水泵內某點壓力降低到工作溫度下的汽化壓力,水就開始汽化。此時水中所離析出的大量小汽泡中充滿了水蒸氣和少量的溶解于水中的氣體。當汽泡隨水流進入葉輪流道高壓區時,因為汽泡內是汽化壓力,而汽泡外面水流的壓力卻比較大,汽泡受壓破裂又重新凝結。在凝結過程中,水流質點從四周以高速向汽泡中心沖去,產生強烈沖擊。試驗證明,產生的沖擊頻率每分鐘可達2-3萬次之多,并且集中作用在極微小的面積上,壓力可達到幾百個甚至幾千個大氣壓。在如此巨大的壓力頻繁作用下會使金屬表面逐漸因疲勞而破壞,這種現象便稱為氣蝕現象[2]。
水泵發生氣蝕時,由于汽泡破裂會產生噪音和振動,同時,水流中含有汽泡會占據一定的槽道面積導致水泵的揚程、功率和效率開始下降,不僅如此,氣蝕還會使泵的過流部件遭到氣蝕破壞,影響泵的壽命,嚴重時發生氣蝕的部位很快就成為蜂窩或海綿狀,直到大面積脫落而破壞,使水泵無法工作[3]。總而言之,氣蝕現象對于水泵的運行是十分有害的,應該設法使水泵在運行中不發生氣蝕。
2 實例分析
某增壓直噴發動機冷卻水泵在BETA階段的發動機耐久實驗結束后,發現水泵的葉輪及渦室有氣蝕的痕跡,如圖1所示。
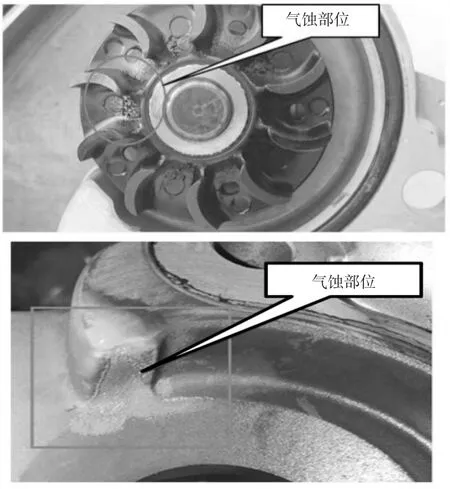
圖1 故障水泵氣蝕位置
可以看到,水泵氣蝕發生的其中一個部位為葉輪的葉片根部,即流體壓力最低的位置,另外一處為葉輪與渦室距離最近的位置,即流體速度最大,壓力最低的位置,符合氣蝕發生的條件。
根據氣蝕發生的原理,將按照圖2故障分析樹中所示的潛在因素逐個排查,以此來得出此水泵發生氣蝕的根本原因。
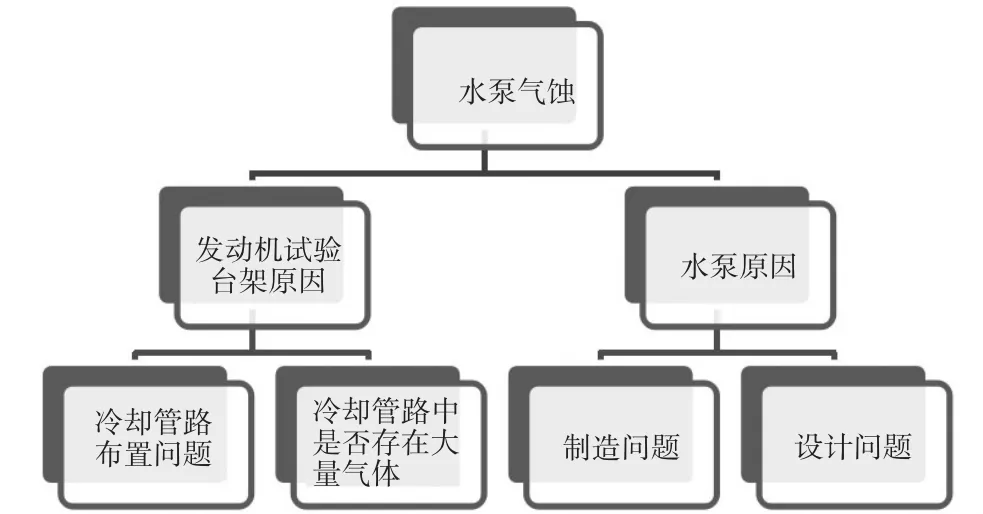
圖2 水泵氣蝕分析樹
3 原因分析
3.1 發動機試驗臺架原因
3.1.1 臺架裝置氣蝕余量
此故障水泵搭載的發動機臺架常用于發動機耐久實驗,且搭載過類似水泵性能的發動機,試驗后也并未發現有氣蝕故障的產生,且兩只水泵的水泵氣蝕余量相差不大,所以排除是臺架造成的氣蝕故障。
3.1.2 冷卻管路中存在氣體
根據氣蝕發生的原因可知,如果實驗之前臺架沒有進行排氣工作,導致大量氣體進入水泵,也會產生氣蝕現象。經了解,臺架在實驗前進行了排氣操作,且將水泵進水管更換為透明管后,也觀察到水泵進水處僅有微小量的氣體存在,同樣排除此原因。
3.2 水泵自身原因
3.2.1 制造問題
因為此氣蝕現象出現在了所有新產品的水泵上,且新舊水泵的氣蝕余量相差不大,所以同樣排除是因為制造不穩定導致水泵氣蝕產生的原因。
3.2.2 設計問題
綜合上述原因分析,此次水泵氣蝕現象的造成很大可能是因為設計問題所導致。針對水泵的氣蝕問題,從設計層面上,可以從水泵性能、水泵進水口流速及水泵CFD分析這三方面進行分析。
當水泵的性能較低,不滿足冷卻系統壓力需求的情況下,水泵進水口壓力偏低,同樣會引起水泵氣蝕現象的發生。根據故障水泵的性能要求,在最高轉速的時候,水泵的揚程范圍在140-200 kPa之間,即中值為160 kPa.因為供應商處的試驗臺架沒有整機廠的臺架復雜,導致供應商在做水泵單體性能試驗時雖然測量值滿足了性能要求,但在發動機臺架上揚程表現偏低現象的發生。
對于水泵進水口流速的相關經驗表明,當水泵進水口流速≤3 m/s時,會對水泵的抗氣蝕能力有一定的幫助。故障水泵的進水口直徑為32 mm,根據公式(式中,V為水泵進水口流速m/s,Q為水泵進水流量m3/s),可計算得故障水泵的進水口流速為4.8 m/s,遠高于設計經驗值。
在分析了上述兩個較為明顯的原因后,再對故障水泵重新進行CFD分析,以確定氣蝕現象發生的根本原因。將水泵的額定流量Q=230 L/min,揚程H=160 kPa,進水口壓力 P=100 kPa,水溫(80±2)℃作為分析邊界,再對水泵流域及葉輪表面做網格劃分,如圖3所示。

圖3 渦流室與葉輪流域網格劃分
將上述邊界條件輸入至水泵模型中進行CFD分析,直至計算收斂。分析結果如下,從圖4中可以看出故障水泵的渦流室出現旋渦現象,這些旋渦意味著水流在此流動呈現旋渦狀,這些旋渦會導致水流在經過此處時流動不暢,反復沖擊渦室,同時也會造成水流壓力勢能的損失,是氣蝕發生的重要原因之一。

圖4 故障水泵渦室流線分析
圖5 則表明了葉輪表面的壓力分布,從圖中也可以看出葉輪表面壓力分布不均,最大處壓力值達到了430 kPa,而最小的壓力值卻為10 kPa,且最小壓力區域普遍存在于葉輪內部,而且葉輪表面壓力在相鄰區域間存在巨大的壓差。此現象表明,在葉輪表面,水流會因為葉輪表面壓力相差過大,而產生回流現象,導致水流反復沖擊葉輪,且在葉輪表面壓力過低處,會造成水流在此處汽化形成氣泡,在到達高壓地區的時候,氣泡被壓力擠破,對葉輪產生強烈的沖擊,是造成葉輪氣蝕現象的重要原因。
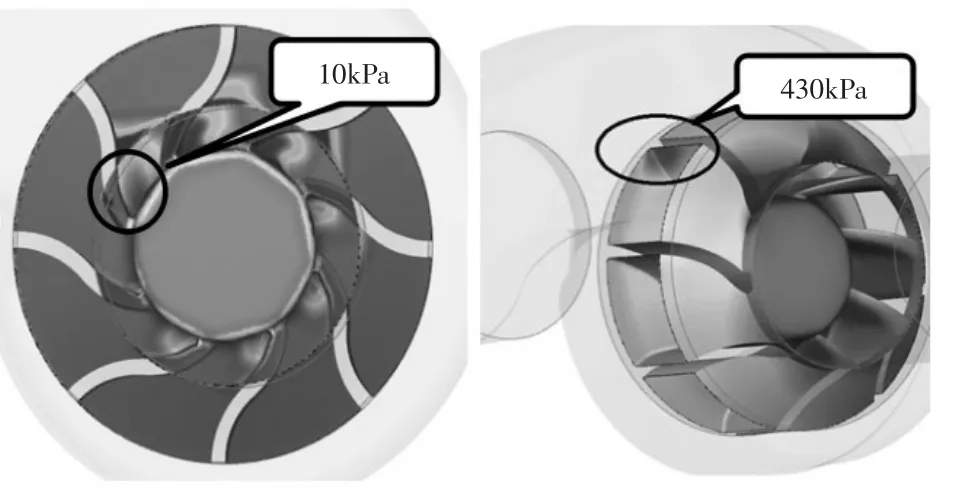
圖5 故障水泵葉輪壓力云圖
圖6 是葉輪的空化比的分析結果,從圖中可以看出,葉輪根部有氣體體積分數較大,達到了0.98,而抗氣蝕能力較強的水泵的空化比最大體積分數應為0.4以下。葉輪的氣體體積分數較大,意味著此處的氣體產生及聚集的數量較大,同樣是產生氣蝕現象的重要原因之一。

圖6 故障水泵葉輪空化比分析
針對上述CFD分析結果,可以看出容易產生水泵氣蝕現象的部位為渦室的轉折處及葉輪的底部區域,與圖1中實際發生氣蝕現象的位置吻合,說明CFD分析結果具有較高的可信度。
4 優化措施及結果
針對上述導致此次水泵氣蝕現象的原因,對水泵渦室進行了優化設計并做了CFD分析,結果圖7.

圖7 優化后水泵渦室流線分析
新狀態的水泵渦室按照漸開線的形式設計,擴大部分區域流通面積,并將渦室的部分轉向區域設計得較為緩和,如上圖8所示,渦室內部流線平穩,無旋渦產生,表明新的水泵在工作時水流順暢,即不易產生氣蝕現象。
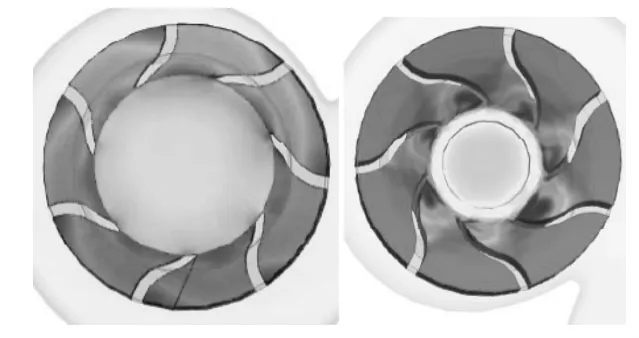
圖8 優化后水泵葉輪壓力云圖
新狀態的葉輪采用更為合理的切水角及葉輪結構,可以看出葉輪表面壓力分布均勻,且壓力過渡平緩,葉輪表面最高壓力區域不超過300 kPa,最低壓力區域也相對較高,同樣有利于水流流暢,不易于氣蝕現象的產生。如圖9.

圖9 優化后水泵葉輪空化比分析
同樣,優化后的葉輪空化比也已經降至0.49,接近理想的空化比區間,氣體在此處的產生及聚集的數量較小,增強了水泵抗氣蝕的能力。
在對水泵渦室進行優化的同時,為了進一步預防氣蝕現象的發生,優化后的水泵性能還在原水泵性能最高點的基礎上提高了10%,并且擴大了水泵進水口直徑至40 mm,使進水口流速≤3 m/s.
最后,將上述優化后的水泵樣件放入同一耐久實驗臺架中,經過了整個耐久實驗后拆解,在水泵渦室及葉輪表面并未發現氣蝕的痕跡,表面水泵氣蝕現象的消除,即水泵耐久實驗驗證通過。
5 結語
本文針對某增壓直噴發動機水泵氣蝕現象的產生原因進行了分析,在找出根本原因的過程中按照臺架裝置,水泵裝配及水泵設計的順序進行排查,最終確認為水泵設計問題導致的氣蝕現象產生,并著重對水泵設計及CFD分析結果進行了詳細的闡述,找出了水泵氣蝕產生的重要因素,為今后類似問題提供了較好的思路及解決辦法。
猜你喜歡
民用飛機設計與研究(2020年4期)2021-01-21 09:15:02
汽車維修與保養(2019年7期)2020-01-06 03:30:42
電子制作(2018年18期)2018-11-14 01:48:24
山東工業技術(2016年15期)2016-12-01 05:31:22
汽車維護與修理(2016年10期)2016-07-10 08:17:41
汽車維修與保養(2015年12期)2015-04-18 07:51:49
汽車維修與保養(2015年6期)2015-04-17 03:31:50
汽車維修與保養(2015年2期)2015-04-17 01:30:34
汽車維護與修理(2015年2期)2015-02-28 12:15:39
中國中醫藥現代遠程教育(2014年11期)2014-08-08 13:23:44
