某汽油機機油泵質量問題的分析與整改
2018-11-20 08:17:52謝波
裝備制造技術 2018年9期
謝 波
(柳州五菱柳機動力有限公司,廣西 柳州 545005)
機油泵是發動機潤滑系統的心臟,其工作的可靠性直接影響汽油發動機的使用壽命和可靠性,機油泵的好壞是評判發動機好壞的一個標準。
某機型經市場反饋:車輛在行駛過程過程中出現機油指示燈熄滅的問題,經檢查為機油泵卡死所致。通過初步分析和診斷,造成該原因的問題為機油泵轉子崩裂失效,這給用戶和公司造成了較大的經濟損失。
該機型機油泵是轉子式結構,工作時,曲軸正時齒輪帶動機油泵內轉子軸轉動,使內轉子與外轉子之間的容積發生變化,機油被擠壓、泵出,使機油以一定的壓力及供油量,向發動機各摩擦表面供油,達到潤滑效果[1]。
1 故障分析
1.1 問題定義樹
通過對某廠商機油泵的調查,制定了機油泵失效模式的類型,通過點對點的分析,從而有效地解決問題。
通過圖1所示的質量問題定義樹分析,某泵業機油泵存在的質量問題失效模式主要表現為機油泵卡死和機油泵產生的油壓低,供油不正常。造成這一現象的原因為齒輪扁位、崩裂及限壓閥彈簧力扁低。機油泵卡死,使得機油指示燈熄滅,直接導致發動機停機,不能再重新啟動;機油泵的供油壓力偏低,將導致發動機各運動件異常磨損,減少發動機的使用壽命。
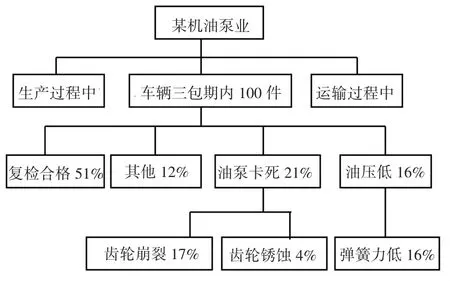
圖1 質量問題定義樹
1.2 拆檢零件
對部分故障件進行回廠拆檢,通過對比發現大部分的故障模式相同:
(1)拆機檢測機油泵限壓閥體處,發現限壓閥彈簧較松弛,彈力偏低。通過檢驗彈簧壓力抗疲勞性能不足[1]。
(2)轉動故障件轉子軸,發現軸不能輕易轉動,有明顯的卡滯現象。將機油泵蓋拆開,轉動轉子軸,發現轉子軸能夠正常轉動,內、外轉子不能轉動,內轉子崩裂,齒輪卡死,外轉子上端面和機油泵殼體有嚴重磨損。同時見內、外轉子間,外轉子與機油泵殼體間存在黑色異物,內轉子齒輪磨損異常嚴重[1],如圖2所示。
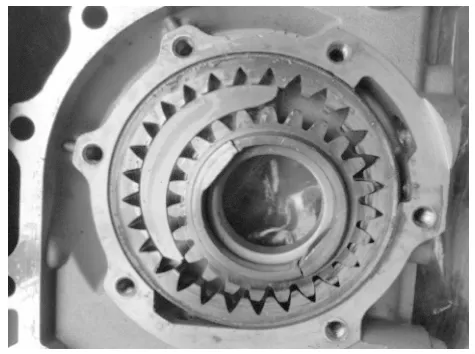
圖2 內、外轉子及機油泵殼體
1.3 分析
1.3.1 油壓低分析
對該機型市場油壓低機油泵故障分析如下:
(1)限壓閥彈簧的彈簧壓力抗疲勞強度性能不足。
(2)汽油機機油泵在出廠性能試驗時,按圖紙要求,限壓閥全開壓力時,轉速為3 000 r/min,壓力為(0.49±0.02)MPa.如果在實際的生產過程中做成下限值0.49-0.02 MPa,經三包行駛幾千公里或幾萬公里后會出現彈力縮小現象,致使機油泵總成壓力偏低。
(3)對故障件在試驗臺上進行性能試驗,檢測分別在 1 500 r/min,0.2 MPa;3 000 r/min,0.32 MPa 時流量并記錄流量值(要求流量分別應大于8.3 L/min和13.8 L/min)。如壓力偏低的,對限壓閥進行拆解,檢查限壓閥螺堵深度及泵腔間隙,判定壓力偏低原因。
(4)對限壓閥進行檢測,圖紙要求限壓閥孔深度h1為(54.91±0.23)mm;限壓閥閥堵的深度 h2為(3±0.1)mm;限壓閥彈簧三段壓力F1為36.96-39.91 N(彈簧長度為34.7 mm),F2為29.79-32.7 N(彈簧長度為39.6 mm),F3為 14.6-15.76 N(彈簧長度為 50 mm)[2]。故障件檢測數據如表1所列。
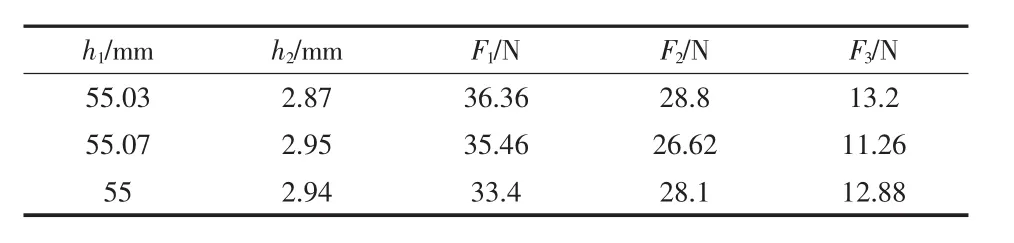
表1 限壓閥檢測數據
通過表1的實際測量數據與圖紙要求的尺寸進行對比,可以得出結論:限壓閥的孔深度及閥堵得深度正常;限壓閥彈簧的三段壓力均偏小。說明導致油壓低的根本原因是由于限壓閥彈簧的彈力低。
1.3.2 機油泵卡死分析
通過該機型市場反饋的機油泵卡死故障,可歸納總結以下幾點原因。
(1)機油泵裝配尺寸超差,引起齒圈與殼體相互干涉拉傷磨損,造成齒輪扁位,機油泵卡死崩裂。
(2)發動機油道顆粒異物進入機油泵,造成機油泵不能正常轉動卡死崩裂。
(3)因機油泵油腔干燥引起初期磨合拉傷,最終造成機油泵總成齒圈拉傷卡死;機油泵殼體內腔圓弧面粗糙度超差導致卡死。
對故障件進行關鍵尺寸和性能檢測,圖紙要求曲軸箱機油泵定位孔與曲軸孔中心距離l11為(70±0.03)mm,l12為(28±0.03)mm;曲軸箱機油泵兩定位孔距離l2為(140±0.03)mm;機油泵殼體定位孔與中心孔距離 l31為(70±0.03)mm,l32為(28±0.03)mm;機油泵殼體兩定位孔的距離l4為(140±0.03)mm;機油泵殼體內孔直徑d1為32.5 mm;機油泵齒圈厚度t1為mm;機油泵齒輪厚度t2為mm;機油泵齒圈硬度H1為80~130 HB;機油泵齒輪硬度H2為80~130 HB;機油泵齒圈密度 ρ1≥ 6.7 g/cm3;機油泵齒輪密度ρ1≥ 6.8 g/cm3[2].
機油泵裝配尺寸測量結果如表2所列,機油泵關鍵零件檢測結果如表3所列,機油泵性能檢測結果如表4所列。

表2 機油泵裝配尺寸檢測結果
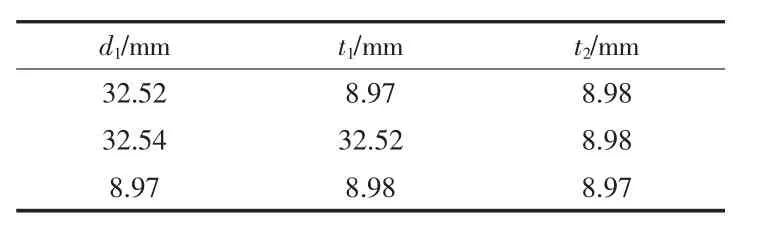
表3 機油泵關鍵零件檢測結果

表4 機油泵性能檢測結果
通過表2、表3和表4的實際測量數據與圖紙要求的性能和尺寸進行對比,該數據均在正常的范圍內,尺寸性能均合格,需進一步分析。
1)對機油泵內腔圓弧面粗糙度進行抽檢,發現機油泵殼體內腔圓弧面(圖3箭頭指向位置)有明顯的加工刀痕,圖紙要求的粗糙度為Ra1.25,實測為Ra1.05~Ra2.43.
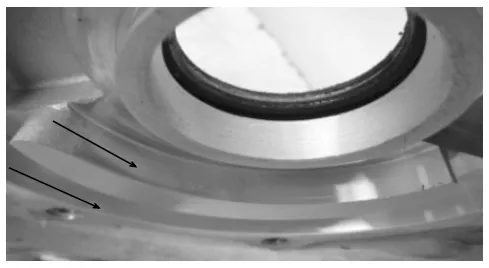
圖3 機油泵內腔
2)對發動機零部件進行檢測發現曲軸第一道主軸瓦、主軸頸拉傷、一缸活塞扁心磨損,如圖4.控制計劃要求的整機清潔度不大于198 mg,而實際測量的結果為253.9 mg,檢測不合格。
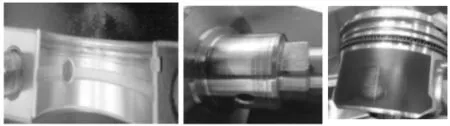
圖4 主軸瓦、主軸頸、活塞
3)檢查生產現場發動機裝配作業指導書,發現未要求在裝配過程中往機油泵總成內注入機油。
通過以上分析得知,造成該故障機油泵卡死的原因為發動機清潔度不合格,導致發動機油道顆粒異物進入機油泵;機油泵油腔干燥引起初期磨合拉傷;機油泵殼體內腔圓弧面粗糙度超差。
2 整改措施
2.1 油壓低整改措施
針對該機型機由油壓低引起的油泵故障制定整改措施。
(1)調整機油泵限壓閥內彈簧的回火時間,由30~35 min加長到40~45 min,增強限壓閥彈簧的抗疲勞性能;
(2)彈簧壓縮試驗,彈簧壓縮至34.7 mm保持120 h,測量彈簧變形量。
(3)更改彈簧的總長、彈簧三段壓力和全開壓強的內控標準,按圖紙要求限值控制,如表5所列[2]。
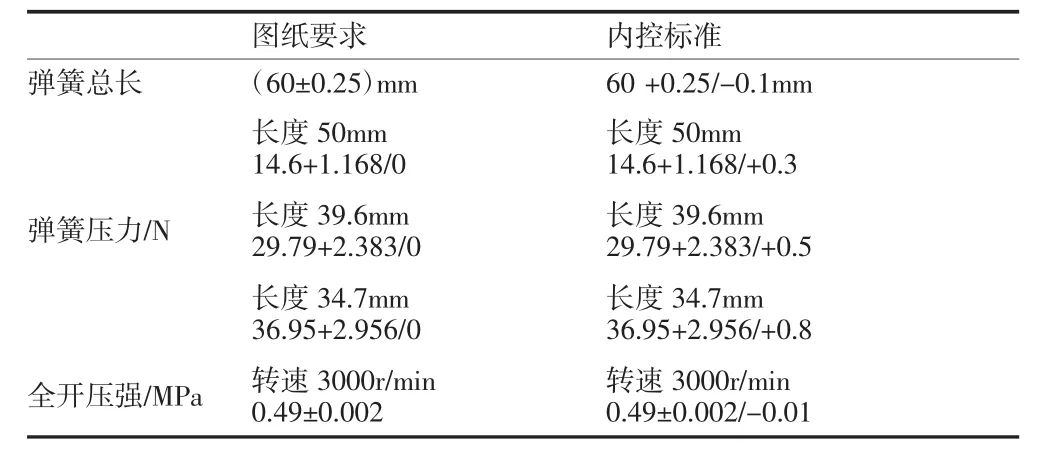
表5 限壓閥彈簧整改
2.2 機油泵卡死整改措施
對該原因引起的機油泵卡死故障制定長期的措施。
(1)由監管部門對整機的清潔度進行整改監控,防止機油道有顆粒異物進入機油泵。
(2)由生產區域修改裝配工藝,要求機油泵裝配完成后加注6~8 mL機油,以防機油泵油腔干燥引起初期磨合拉傷。
(3)嚴格要求操作工、檢驗員按作業指導書做好工件的首末檢工作,采用粗糙度測量儀檢測并做好記錄;機油泵泵體加工數量達到8000件,由車間統計員統計后督促操作工更換刀具。確保發動機裝機機油泵殼體內腔圓弧面粗糙度在正常的范圍。
3 結束語
本文針對某機型市場汽油機機油泵故障進行分析與整改,主要是探索問題產生的根本原因與制定解決問題的方法。機油泵是汽油發動機潤滑系統的主要組成部分,出現質量問題,輕則導致汽油機不能正常運轉,重則將導致汽油機直接報廢[1],對公司和客戶都是重大的損失。所以要杜絕此類故障的發生,滿足發動機性能和質量的要求。
猜你喜歡
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
汽車維修與保養(2019年7期)2020-01-06 03:30:42
民用飛機設計與研究(2019年2期)2019-08-05 01:33:40
汽車維護與修理(2016年10期)2016-07-10 08:17:41
海峽科技與產業(2016年3期)2016-05-17 04:32:12
汽車維修與保養(2015年6期)2015-04-17 03:31:50
汽車維護與修理(2015年2期)2015-02-28 12:15:39
汽車與新動力(2015年1期)2015-02-27 12:11:01
