掃描速率對激光熔覆鎳基合金涂層性能的影響
2018-11-23 07:55:40劉鵬良孫文磊王恪典黃海博
激光技術(shù) 2018年6期
關(guān)鍵詞:學(xué)生
劉鵬良,孫文磊,王恪典,黃海博
(新疆大學(xué) 機(jī)械工程學(xué)院, 烏魯木齊 830047)
引 言
激光熔覆技術(shù)是一種兼顧精確成形和高性能成形一體化需求的先進(jìn)制造技術(shù),也是中國制造2025年重點(diǎn)發(fā)展的先進(jìn)制造技術(shù)[1-2]。激光熔覆技術(shù)的基本原理是在基體表面上熔凝金屬、陶瓷粉末使之與基體形成稀釋度極低且與基體成冶金結(jié)合的熔覆層,可以作為易磨損零件的修復(fù)方法,有效改善基體表面的耐磨、耐腐蝕、抗氧化等性能,激光熔覆技術(shù)的這些特點(diǎn)使其在基體修復(fù)和表面改性領(lǐng)域具有廣闊的發(fā)展前景[3-5]。激光熔覆技術(shù)對金屬表面進(jìn)行熔覆涂層以達(dá)到基材表面改性的技術(shù),在機(jī)械用鋼的回收和修復(fù)中具有廣闊的發(fā)展空間[16-19],并可極大擴(kuò)展鋼材的應(yīng)用空間,降低產(chǎn)品制造成本。由于激光熔覆是一個(gè)金屬快速熔凝的過程,就使得表面熔覆層質(zhì)量不易控制,在熔覆層中易產(chǎn)生裂紋和氣孔等缺陷,影響熔覆層的整體性能,這使解決熔覆層中的裂紋和氣孔成為激光熔覆技術(shù)中的關(guān)鍵問題。
熔覆層中的裂紋主要是由于金屬凝固時(shí)熔池內(nèi)部溫度和基材溫度梯度大、熔池內(nèi)部的殘余應(yīng)力導(dǎo)致的,也跟熔覆材料與基體材料的熱膨脹系數(shù)差異也有關(guān)。由于這些因素對熔覆層質(zhì)量的影響,使得激光熔覆技術(shù)是一項(xiàng)復(fù)雜技術(shù)。激光熔覆中的功率、光斑大小、掃描速率、離焦量等主要參量對熔覆層的質(zhì)量有著決定性作用[6-13],參量之間的相互匹配和優(yōu)化對熔覆層的質(zhì)量有重要影響。
激光熔覆熱源是由光纖激光發(fā)生器產(chǎn)生的強(qiáng)激光束。熔池中的熱源能量密度Es可表示為:Es=P/(Dv),其中,P為激光功率,v為激光掃描速率,D為激光束光斑直徑。大量研究表明[14-15],激光熔覆層易產(chǎn)生裂紋,與熔池在遇冷凝固的過程中熔池內(nèi)部的殘余應(yīng)力有關(guān),而殘余應(yīng)力的大小和激光能量密度Es緊密相關(guān)。當(dāng)激光能量密度Es在一定范圍增大時(shí),熔覆層的開裂傾向會(huì)減少。但激光功率過大會(huì)使得基材吸收的熱量過高,導(dǎo)致基體變形嚴(yán)重。適當(dāng)?shù)亟档蛼呙杷俾士梢栽龃蠹す饽芰棵芏菶s,這是由于隨著掃描速率降低,掃描時(shí)間變長,熔池吸收熱量增加,熔池深度也相應(yīng)地增加,使得材料溫度梯度減小,熔池冷卻速率減緩,減小由溫度梯度引起的熱應(yīng)力,從而減小了開裂傾向。這種改變激光掃描速率來控制熔池溫度的方法比控制激光功率對基材的影響較小。
45#鋼在極端條件下易發(fā)生腐蝕、疲勞、破損等失效形式,可以在45#鋼的表面采用激光熔覆技術(shù)熔覆合金涂層提高綜合性能。本文中主要分析多道搭接熔覆實(shí)驗(yàn)中,激光掃描速率對45#鋼基材上熔覆鎳基合金粉末的熔覆層性能和熔覆層裂紋的影響。
廣西助困資助經(jīng)費(fèi)的資助對象是高等學(xué)校中的全日制本專科生、研究生和預(yù)科生,不含成人教育學(xué)生。助困資助經(jīng)費(fèi)應(yīng)優(yōu)先資助家庭經(jīng)濟(jì)困難學(xué)生,尤其是農(nóng)村建檔立卡貧困家庭學(xué)生、農(nóng)村低保家庭學(xué)生、農(nóng)村特困救助供養(yǎng)學(xué)生、孤殘學(xué)生、烈士子女、老少邊山窮地區(qū)貧困家庭學(xué)生以及學(xué)生患重大疾病、家庭遭遇自然災(zāi)害或突發(fā)事件等特殊情況的學(xué)生。
在單道激光熔覆涂層的對比中,激光掃描速率為2mm/s時(shí),基材表面氧化嚴(yán)重,基材和粉末吸收的熱量高使得粉末得以充分熔化,獲得的熔池深度較大,但是基材吸收熱量高,基材背面存在熱影響區(qū),熔覆高度相比較激光掃描速率為4mm/s和6mm/s時(shí)有明顯提高。激光掃描速率為2mm/s時(shí),熔覆層表面最光滑,掃描速率為4mm/s時(shí),相較于6mm/s時(shí)熔覆層寬度和厚度都有增加。
1 實(shí)驗(yàn)材料及方法
1.1 試驗(yàn)材料
選取Ni60自熔合金粉末為熔覆材料,Ni60的化學(xué)成分如表2所示。

Table 1 Chemical composition (mass fraction) of 45# steel matrix
試驗(yàn)前材料處理:為了防止基材表面雜質(zhì)對激光能量的吸收從而影響實(shí)驗(yàn)結(jié)果,試驗(yàn)前對45#鋼進(jìn)行表面精磨,使基體表面平整,使用無水乙醇清洗去除表面油污和氧化膜,使基體表面無明顯缺陷。為了防止鎳基熔覆粉末受潮造成結(jié)塊對實(shí)驗(yàn)結(jié)果產(chǎn)生影響,在實(shí)驗(yàn)開始前對鎳基熔覆粉末真空烘干除潮,避免因熔覆粉末受潮。熔覆過程中施加氮?dú)獗Wo(hù),可以保護(hù)熔覆層成型過程中不受氧化等外界干擾得到均勻且性能穩(wěn)定的激光熔覆涂層。45#鋼基材的化學(xué)成分如表1所示。

Table 2 Chemical composition (mass fraction) of Ni60 alloy powder
1.2 試驗(yàn)設(shè)備與方法
對熔覆后的試樣用線切割設(shè)備沿成形截面切開,制作成8mm×8mm×8mm大小的試塊,用砂紙進(jìn)行打磨獲得顯微硬度測試件,顯微硬度測量采用HV-1000型數(shù)字顯微硬度計(jì)。對獲得8mm×8mm×8mm的試塊進(jìn)行打磨、拋光,用丙酮溶液清洗試樣,并用王水腐蝕,制成電鏡掃描試塊,采用JSM-6700F場發(fā)射掃描電鏡對試塊進(jìn)行顯微形貌和斷面結(jié)構(gòu)分析。
表3為在45#鋼基材上優(yōu)化后的激光熔覆工藝參量。

Table 3 Process parameters of laser cladding
試驗(yàn)設(shè)備包括:(1)IPG光纖激光器,型號為YLS-2000,最大輸出功率P=2000W;(2)HV-1000型數(shù)字顯微硬度計(jì);(3)JSM-6700F場發(fā)射掃描電鏡(scanning electron microscope,SEM)。
5.明確處罰制度。有監(jiān)管必然要有處罰,對于不能及時(shí)退押的共享租賃企業(yè),應(yīng)該根據(jù)退押延遲的時(shí)間以及延遲退押的數(shù)額分別給予警告、經(jīng)濟(jì)處罰以及吊銷執(zhí)照等處罰。如果只是偶然且個(gè)別的退押延遲,且延遲時(shí)間不超過一周,應(yīng)給予警告,并責(zé)令公司對客戶按一定利息率進(jìn)行經(jīng)濟(jì)補(bǔ)償。如果大面積退押延遲,則應(yīng)給予經(jīng)濟(jì)罰款。對于大面積長時(shí)間不能退押的,則應(yīng)吊銷營業(yè)執(zhí)照。對新型租賃押金性質(zhì)與功能的界定是決定監(jiān)管方向的基礎(chǔ)。在明確監(jiān)管方向的前提下,配押金準(zhǔn)備金制度、存款保險(xiǎn)制度以及明確的處罰制度,才能在保證押金安全的基礎(chǔ)上有效利用社會(huì)資金,促進(jìn)新型經(jīng)濟(jì)的發(fā)展。
2 實(shí)驗(yàn)結(jié)果及分析
2.1 單道宏觀形貌圖
圖3為3種不同激光掃描速率熔覆層表面到基體的顯微硬度變化趨勢。采用數(shù)字顯微硬度計(jì)分別對激光掃描速率為2mm/s,4mm/s,6mm/s的試樣進(jìn)行顯微硬度測量。為了減小測量誤差,每個(gè)試樣的橫向水平測量層分別測量3個(gè)點(diǎn),每個(gè)測量點(diǎn)之間相隔2mm,然后再取平均值。不同激光掃描速率熔覆層的顯微硬度從熔覆層頂部開始測量,每隔1.8mm為一個(gè)測量點(diǎn)。
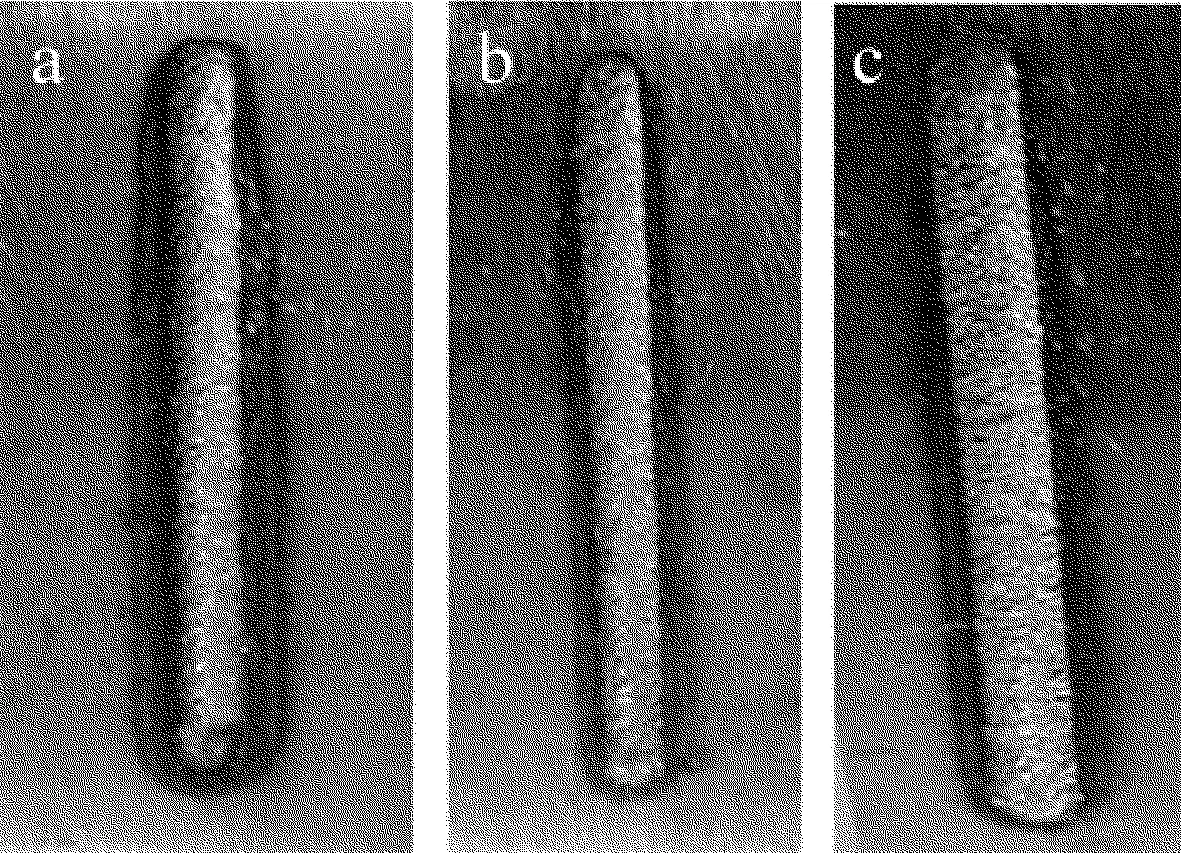
Fig.1 Macroscopic morphology of single channel cladding surface at diffe-rent laser scanning speeds
a—2mm/s b—4mm/s c—6mm/s
考慮到時(shí)間的精確性,假設(shè)(1)容易滿足;對于狀態(tài)監(jiān)測下的系統(tǒng),假設(shè)(2)容易滿足;假設(shè)(3)適用于停機(jī)間隔很長、MC維修工作較復(fù)雜的系統(tǒng),其AC小修或進(jìn)行替換的時(shí)間相對于運(yùn)行時(shí)間和MC維修時(shí)間可忽略不計(jì);假設(shè)(4)符合工程實(shí)際,適用于兩個(gè)團(tuán)隊(duì)參與維修的情況。
2.2 多道宏觀形貌圖
在教育中,從教學(xué)目標(biāo)與內(nèi)容出發(fā),綜合這一階段學(xué)生的特點(diǎn),設(shè)計(jì)出有針對性的競賽活動(dòng),在吸引學(xué)生目光的同時(shí)將學(xué)生帶入到活動(dòng)中,讓學(xué)生感受到學(xué)習(xí)地理知識的樂趣,培養(yǎng)學(xué)生的學(xué)習(xí)能力,幫助學(xué)生實(shí)現(xiàn)知識的內(nèi)化,并運(yùn)用到實(shí)際中。這就是游戲教學(xué)的內(nèi)涵。例如,在講解語言的多樣性知識點(diǎn)時(shí),通過播放侯寶林相聲《戲劇與方言》,以此為契機(jī),引導(dǎo)學(xué)生從現(xiàn)實(shí)生活的經(jīng)歷和體驗(yàn)出發(fā),鼓勵(lì)并引導(dǎo)學(xué)生自己創(chuàng)作小品,培養(yǎng)學(xué)生收集、加工、處理信息的能力和語言交流能力,使學(xué)生在愉快和諧的氛圍中進(jìn)入知識的殿堂,感受到地理就在身邊,體會(huì)到學(xué)習(xí)地理的實(shí)用性和趣味性。

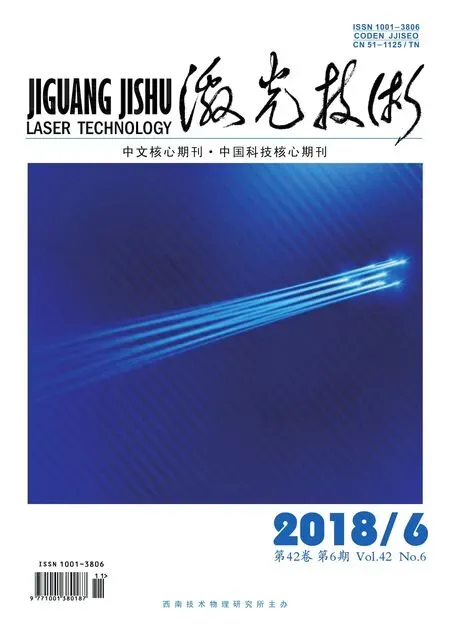
Fig.2 Macroscopic morphology of multi-channel cladding surface at diffe-rent laser scanning speeds
a—2mm/s b—4mm/s c—6mm/s
在3種激光掃描速率下粉末均能與基材形成冶金結(jié)合,當(dāng)激光掃描速率為2mm/s時(shí),基材氧化嚴(yán)重,熔覆層表面呈波浪狀、表面平整度差,基材形變量大,這是由于激光掃描速率過慢、基材吸收的熱量過多引起的,熔覆層的厚度也由于速率低使得鎳基粉末熔覆層高于激光熔覆掃描速率為4mm/s和6mm/s時(shí),3種激光熔覆掃描速率下熔覆層表面均無明顯的氣孔和裂紋。
圖2是2mm/s,4mm/s,6mm/s 3種激光掃描速率搭接率為50%時(shí)的多道搭接熔覆層的宏觀形貌圖。
2.3 不同掃描速率下涂層硬度
圖1是激光掃描速率為2mm/s,4mm/s,6mm/s時(shí)45#鋼表面熔覆單道Ni60涂層的宏觀形貌。
Fig.3 Relationship between microhardness and distance
由圖3可知,激光熔覆層的顯微硬度隨著離基體的距離減小而減小,熔覆涂層的厚度在一定范圍內(nèi)影響整體顯微硬度。熔覆層頂部受環(huán)境中氧氣影響,會(huì)形成復(fù)雜氧化物的表面氧化膜,顯微硬度波動(dòng)較大。激光熔覆層中部熔池受到外部環(huán)境影響較小,使得熔覆層中部的熔池能夠凝固成晶粒細(xì)小的組織,使得顯微硬度高于底部。由于激光熱輻射對基材表面進(jìn)行了表面改性,熔化了的基材通過熔池中的對流傳質(zhì)作用,擴(kuò)散到熔覆層中,造成基材稀釋度的增大,從而熔覆層成分有較大改變,使熔覆層中各組成相的形態(tài)和大小均發(fā)生了相應(yīng)的變化,結(jié)合區(qū)的顯微硬度高于基體的顯微硬度,起到連接熔覆層和基體的過渡作用。測量結(jié)果表明,熔覆層的顯微硬度平均值比基體的顯微硬度值提高了500HV左右,實(shí)現(xiàn)了對45#鋼表面強(qiáng)化的目的。
2.4 熔覆層微觀組織
圖4是激光掃描速率為2mm/s,4mm/s,6mm/s時(shí)熔覆后試樣的掃描電鏡形貌。

Fig.4 SEM morphology of cladding layer at different laser scanning speedsa—2mm/s b—4mm/s c—6mm/s
由圖4可以看出,3種激光掃描速率形成的晶粒致密,無明顯的裂紋和氣孔產(chǎn)生,但晶粒的大小隨著激光掃描速率的增加先減小后增大,這是由于熔覆層晶粒的細(xì)密程度與生長溫度有關(guān),在一定范圍內(nèi)激光熔覆掃描速率越低,獲得的金屬熔池溫度越高,晶粒的成長也就越細(xì)密。圖4中深色晶粒為硼化物,掃描速率在一定范圍內(nèi)的的增加使得硼化物晶粒細(xì)小。掃描速率為2mm/s時(shí),熔池溫度過高硼化物晶粒散亂,熔覆層質(zhì)量不均勻。掃描速率為4mm/s時(shí),硼化物晶粒細(xì)小且排布相對整齊,熔覆層性能相較于掃描速率為2mm/s和6mm/s時(shí)波動(dòng)較小,具體表現(xiàn)為圖3中掃描速率為4mm/s時(shí)熔覆層顯微硬度波動(dòng)較小。
數(shù)學(xué)與圖論跟其他有著完善理論和問題解決辦法的體系不同,其分支不同,問題涉及比較廣泛,同時(shí)有著多樣的問題解決方法,一般情況下,一類問題往往存在一種解法,然而不同的解法間缺少一些相關(guān)的聯(lián)系。有一句老話說道,“工欲善其事,必先利其器”,數(shù)學(xué)競賽中要使用圖論問題,就得先對圖論進(jìn)行了解、探索,其中要了解圖論存在哪些問題以及常見的處理問題的方法,再具體進(jìn)行運(yùn)用。而在圖論問題中,主要研究其組合最值以及存在性兩個(gè)問題。
3 結(jié) 論
(1)激光熔覆的掃描速率對熔覆層表面粗糙度、表面平整度和基材熱影響區(qū)有重要影響,隨著掃描速率的提高,表面粗糙度升高,熔覆層厚度降低,基材熔化深度減小。
由此可知,政治權(quán)力的運(yùn)行一旦背離了合法性的基本規(guī)則,就必然走向腐敗的不歸路,也就喪失了合法性。最終必然導(dǎo)致執(zhí)政者下臺乃至覆亡。而不論執(zhí)政者是封建君王、資產(chǎn)階級政客,還是像蘇共這樣的工人階級政黨,都逃脫不了歷史規(guī)律的懲罰。
(2)在45#鋼上熔覆鎳基(Ni60)合金粉末的熔覆層比基材的顯微硬度高出約500HV。熔覆層晶粒的細(xì)密程度與掃描速率有關(guān),掃描速率過高或過低都會(huì)使得熔覆層晶粒減小、顯微硬度降低。
(3)3種激光熔覆掃描速率形成的熔覆層,都未產(chǎn)生明顯的裂紋和氣孔等缺陷,在激光掃描速率為4mm/s時(shí),形成的熔覆層表面平整,微觀組織無裂紋產(chǎn)生,硼化物晶粒致密,顯微硬度波動(dòng)較小。
猜你喜歡
作文大王·笑話大王(2021年4期)2021-04-26 19:00:35
英語文摘(2020年9期)2020-11-26 08:10:12
甘肅教育(2020年6期)2020-09-11 07:45:16
甘肅教育(2020年22期)2020-04-13 08:10:54
甘肅教育(2020年20期)2020-04-13 08:04:42
當(dāng)代陜西(2019年5期)2019-11-17 04:27:32
電影(2018年9期)2018-11-14 06:57:21
作文世界(小學(xué)版)(2018年4期)2018-10-16 17:13:34
快樂作文·低年級(2016年12期)2017-01-03 20:52:44
快樂作文·低年級(2016年6期)2016-06-24 18:58:40