Al-6.6Zn-1.7Mg-0.26Cu合金擠壓材焊接接頭的組織與性能
2018-11-25 04:05:46張會劉磊周楠羅明強胡權
有色金屬材料與工程 2018年4期
張會 劉磊 周楠 羅明強 胡權


摘要:
采用光學顯微鏡、透射電子顯微鏡、維氏硬度計和拉伸試驗機,研究了Al-6.6Zn-1.7Mg-0.26Cu合金擠壓材熔化極惰性氣體保護焊接接頭的顯微組織和力學性能。結果表明:焊縫中心區為枝晶,靠近母材側的焊縫熔合區為柱狀晶,母材為等軸晶,但靠近焊縫熔合區的母材晶粒發生了長大。焊接接頭的硬度以焊縫為中心呈對稱分布,從母材到焊縫中心,硬度先下降后上升再下降。焊縫中心區的硬度最低,為86~105(HV)。焊接接頭的抗拉強度為309 MPa,屈服強度為237 MPa,伸長率為4.75%,擠壓材的焊接強度系數為0.76。
關鍵詞:
Al-Zn-Mg-Cu合金; 擠壓材; 焊接強度系數
中圖分類號: TG 146.2+1 文獻標志碼: A
Microstructure and Mechanical Property of Weld Joint in
As-extruded Al-6.6Zn-1.7Mg-0.26Cu Alloy
ZHANG Hui LIU Lei ZHOU Nan LUO Mingqiang HU Quan3
(1.Guangdong Institute of Materials and Processing, Guangzhou 510651, China;
2.Guangdong Xingfa Aluminium Co., Ltd., Foshan 528000, China;
3.Foshan Sanshui Fenglu Aluminum Co., Ltd., Foshan 528133, China)
Abstract:
The microstructure and mechanical property of metal inert gas protected welding joint in as-extruded Al-6.6Zn-1.7Mg-0.26Cu alloy were studied by optical microscope,transmission electron microscope,vickers hardness tester and tensile testing machine.The results show that the microstructure of center area of weld seam is dendrite.The microstructure of weld fusion zone near matrix is columnar crystal.The microstructure of matrix is equiaxed grain.However,the grains of matrix near weld fusion zone have grown up.The hardness of weld joint is symmetrically distributed by taking weld seam as the center.From matrix to the center of weld seam,the hardness is decreased,increased and decreased in turn.The center area of the weld joint shows the lowest hardness of 86-105(HV).The tensile strength,yield strength and elongation of weld joint are 309 MPa,237 MPa and 4.75%,respectively.The welding strength coefficient of as-extruded Al-6.6Zn-1.7Mg-0.26Cu alloy is 0.76.
Keywords:
Al-Zn-Mg-Cu alloy; extruded product; welding strength coefficient
隨著世界能源危機和環境污染問題日益嚴峻,汽車迫切需要減重,以達到節能減排的要求[1]。鋁合金具有密度小、耐腐蝕性能好、易于回收利用等優點,在汽車上的應用日益擴大[2-4]。安裝在汽車前后部位的保險杠是汽車上的重要安全部件,在汽車發生碰撞過程中,可以吸收緩和外界的沖擊力,降低碰撞事故對行人的傷害和對車輛的損壞[5]。Al-Zn-Mg-Cu系合金是可熱處理強化型的高強度鋁合金,采用Al-Zn-Mg-Cu系高強度鋁合金替代傳統鋼材制造汽車保險杠是實現汽車輕量化的有效措施[6-8]。焊接是鋁合金汽車保險杠生產的重要環節[9],熔化極惰性氣體保護焊是以外加氣體作為電弧介質保護金屬熔滴、焊接熔池和焊接區高溫金屬的電弧焊方法,是目前汽車領域鋁合金結構件常用的焊接方法[10-11]。為了滿足汽車保險杠對高強度鋁合金的需求,課題組開發了Al-6.6Zn-1.7Mg-0.26Cu合金,該合金具有強度高、塑性好以及優良的擠壓加工性能,但該合金的焊接性能尚未被研究。因此,本文采用熔化極惰性氣體保護焊對Al-6.6Zn-1.7Mg-0.26Cu合金擠壓材進行焊接,研究了焊接接頭的顯微組織和力學性能。
1 試驗材料與方法
試驗設備為200 kg鋁合金熔化爐和半連續鑄造機。在740 ℃將純鋁、純鎂、純鋅、鋁銅合金和鋁鈦合金加熱熔化,經精煉除氣除渣后,將鋁合金液半連續鑄造成直徑為100 mm的Al-6.6Zn-1.7Mg-0.26Cu合金圓棒。采用SPECTROMAX光電直讀光譜儀測定合金圓棒的化學成分,見表1。
表1 Al-6.6Zn-1.7Mg-0.26Cu合金化學成分(質量分數,%)
Tab.1 Compositions of Al-6.6Zn-1.7Mg-0.26Cu alloy(mass fraction,%)
將合金圓棒加熱至 450 ℃保溫 4 h,再繼續升溫至 510 ℃保溫 10 h進行均勻化處理,之后用水霧強制冷至室溫。將合金圓棒加熱至475 ℃后在630 t擠壓機上擠壓成寬94.6 mm、厚8.2 mm的板材,擠壓速度為7 mm/s,擠壓比為10∶1,然后進行在線水冷淬火,冷卻速度為40 ℃/s。采用熔化極惰性氣體保護焊方法對擠壓板材進行焊接,焊接方向平行于板材的擠壓方向,焊接電流為80 A,焊接速度為4 m/min,氬氣流速為10 L/min,焊絲為ER5356。
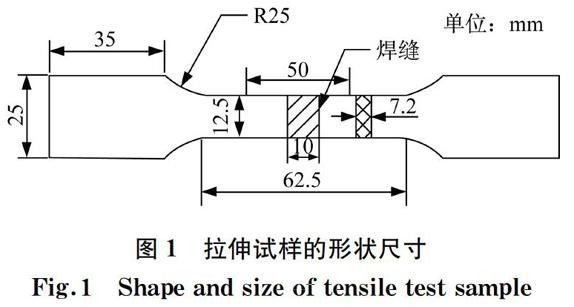
以焊接接頭的焊縫為中心沿著垂直于焊接方向切取試樣,試樣經磨制、拋光和腐蝕后,在LEICA-DMI3000M金相顯微鏡上進行觀察。在MH-5L型維氏硬度儀上測試合金焊接接頭的硬度,測試載荷為200 g,加載時間為10 s。在DNS200型萬能材料試驗機上進行室溫拉伸試驗,拉伸速率為2 mm/min,拉伸試樣形狀尺寸如圖1所示。試樣的熱影響區的微觀組織采用JEM-2100F電子透射電鏡(TEM)進行觀察。切割機將試樣加工成直徑為3 mm、厚度為0.35 mm的圓片,先用砂紙磨到厚度為0.09 mm,再利用NCP01-5型電解雙噴減薄儀對試樣進行減薄制成TEM試樣,電解液為體積分數為10%的HClO4的乙醇溶液,溫度為-20 ℃。
圖1 拉伸試樣的形狀尺寸
Fig.1 Shape and size of tensile test sample
2 試驗結果與分析
2.1 顯微組織
圖2為Al-6.6Zn-1.7Mg-0.26Cu合金擠壓材焊接接頭的顯微組織。由于焊接試樣采用單面開V形坡口形式焊接,因此焊接接頭的組織以焊縫為中心線呈對稱分布。從圖2中可看到,接頭的焊縫區為細小的枝晶組織。如圖2(a)和(b)所示,在焊接加熱時,焊縫區的局部溫度高達700~800 ℃,焊絲熔化,隨后冷卻,熔池快速結晶。但由于熔池各部位結晶先后順序不同,同時溶質還來不及擴散,導致溶質的濃度不同,而且溶質還來不及均勻化,從而使焊縫區為鑄造枝晶組織[12]。這種急冷的組織使得焊縫區的強度較低,塑性較差。焊縫中還存在氣孔,氣孔的存在會導致在拉伸時存在應力集中,降低了焊接接頭的塑性。焊縫靠近母材的熔合區組織為柱狀晶,如圖2(a)和(c)所示。柱狀晶形成的原因是,熔池凝固時以熔池邊緣為起始部位,沿著與熔池散熱方向相反取向的晶粒進行競相生長,與此方向不一致的晶粒將因此受到壓制而停止生長。因此熔合區的晶粒方向與熔池散熱方向平行,從而形成了柱狀晶[13]。母材的組織為等軸晶粒,但靠近焊縫熔合區的母材晶粒發生了長大,如圖2(c)和(d)所示。由于焊縫溫度很高,導致靠近焊縫的母材晶粒受到高溫影響而長大。
圖2 合金擠壓材焊接接頭的顯微組織
Fig.2 Microstructures of weld joint of as-extruded alloy
2.2 硬度分布
圖3為Al-6.6Zn-1.7Mg-0.26Cu合金擠壓材焊接接頭的硬度分布圖。熔化極惰性氣體保護焊屬于熔化焊,因此在焊接時局部會產生很高的熱量,在焊接過程中,焊接的熱循環作用使得焊接接頭不同區域的硬度會有很大的變化。從圖3中可以看出,以焊縫為中心,焊接接頭的硬度呈對稱分布,從母材到焊縫,硬度先下降后上升再下降。硬度測試區域的焊縫寬度約為12 mm,焊縫區主要成分為ER5356焊絲,幾乎沒有強化相,因此硬度較低,硬度值為86~105(HV)。在焊接完成后,焊接熱會沿著母材方向擴散,在母材上會形成一段熱影響區,熱影響區分為淬火區和過時效區[14]。在距離焊縫中心8~12 mm的熱影響區為淬火區,在進行焊接時,該區域溫度較高,達到了合金的固溶溫度,使合金的固溶度提高。在焊接結束后,溫度降低,經過一段停放時間后析出η′相(MgZn2),形成自然時效強化,因此硬度較高,硬度值為117~125(HV)。在距離焊縫中心12~30 mm的熱影響區為過時效區,硬度值較低,并在距離焊縫中心16 mm處,硬度下降到最低,約為106(HV)。因為該區域距離焊縫距離較遠,在焊接時由于焊接熱的影響,該區域溫度高于合金的時效溫度,但低于合金的固溶溫度,因此使η′相(MgZn2)長大、粗化,導致其時效強化與固溶強化效果比淬火區的低,形成過時效區域,強度下降,但仍然高于焊縫區的強度。隨著距離焊縫中心的距離的增大,合金的硬度逐漸升高,到達母材后硬度達到穩定狀態。
圖4為Al-6.6Zn-1.7Mg-0.26Cu合金擠壓材焊接接頭母材熱影響區的淬火區和過時效區的TEM圖。從圖4(a)中可以看到,在淬火區內彌散分布著細小的納米級顆粒狀的η′相(MgZn2)[15]。淬火區的形成是因為在焊接循環熱的作用下,使靠近焊縫的區域處于固溶狀態,析出相固溶到基體中,使原本該區域的固溶態合金的固溶度提高,空位密集,形成過飽和固溶體。在隨后的冷卻過程中,發生自然時效強化效應,Mg原子和Zn原子在Al基固溶體中偏聚形成一個GP區,放置一段時間后,Mg原子和Zn原子進一步偏聚,GP區聚集長大形成亞穩η′相(MgZn2)。η′相是Al-Zn-Mg-Cu合金的主要強化相。從圖4(b)中可以看到,過時效區內析出相的數量較少,也變得粗大,過時效區的溫度比淬火區的溫度低,但高于合金的時效溫度,因此析出相發生聚集和粗化。
2.3 拉伸力學性能
表2為Al-6.6Zn-1.7Mg-0.26Cu合金擠壓材和焊接接頭的拉伸力學性能。從表2中可以看到,由于焊接接頭焊縫的鑄造組織以及氣孔的存在,降低了焊接接頭的拉伸力學性能,焊接接頭的抗拉強度為309 MPa,屈服強度為236.5 MPa,伸長率為4.75%。與母材的拉伸力學性能相比,焊接接頭的抗拉強度下降了24.4%,屈服強度下降了10.1%,伸長率下降了80.6%,焊接接頭的焊接強度系數為0.76。
表2 合金擠壓材和焊接接頭的拉伸力學性能
Tab.2 Mechanical properties of as-extruded alloy
and the weld joint
3 結 論
(1) Al-6.6Zn-1.7Mg-0.26Cu合金擠壓材焊接接頭的焊縫中心區為枝晶組織,焊縫靠近母材側的熔合區為柱狀晶組織,母材為等軸晶組織,但靠近焊縫熔合區的母材晶粒發生了長大。
(2) 焊接接頭的硬度值以焊縫為中心呈對稱分布,從母材到焊縫中心,硬度先下降后上升再下降,焊縫中心區的硬度最低,為86~105(HV)。
(3) 焊接接頭的抗拉強度為309 MPa,屈服強度為237 MPa,伸長率為4.75%,焊接強度系數為0.76。
參考文獻:
[1] 范子杰,桂良進,蘇瑞意.汽車輕量化技術的研究與進展[J].汽車安全與節能學報,2014,5(1):1-16.
[2] 鐘奇,施毅,劉博.鋁合金在汽車輕量化中的應用[J].新材料產業,2015(2):23-27.
[3] 陳興章.層狀金屬復合材料技術創新及發展趨勢綜述[J].有色金屬材料與工程,2017,38(2):63-66.
[4] 韓晨,孫付濤.由鋁板應用現狀和趨勢看鎂板發展前景[J].有色金屬材料與工程,2017,38(1):49-55.
[5] 王冠,周佳,劉志文,等.鋁合金汽車前碰撞橫梁的輕量化設計與碰撞性能分析[J].中國有色金屬學報,2012,22(1):90-98.
[6] 周春榮,項勝前,劉靜安,等.汽車用鋁合金防撞梁型材的研制與應用[J].輕合金加工技術,2017,45(8):50-53.
[7] 劉海江,張夏,肖麗芳.基于LS-DYNA的7075鋁合金汽車保險杠碰撞仿真分析[J].機械設計,2011,28(2):18-23.
[8] 宋冰.7003鋁合金汽車保險杠型材生產工藝的研究[J].冶金叢刊,2016(2):16-20.
[9] 郭鵬程,曹淑芬,易杰,等.鋁合金汽車前防撞梁焊接過程的數值仿真與順序優化[J].汽車工程,2017,39(8):915-921.
[10] 許瑞麟,朱品朝,于成哉,等.汽車車身焊接技術現狀及發展趨勢[J].電焊機,2010,40(5):1-18.
[11] 蔣玉秀,王麗君.汽車工業中的鋁合金及其焊接技術[J].電焊機,2012,42(4):109-112.
[12] 彭小燕,曹曉武,段雨露,等.7020鋁合金MIG焊焊接接頭的組織與性能[J].中國有色金屬學報,2014,24(4):912-918.
[13] 章友誼,劉華,朱小兵.7A52鋁合金MIG焊焊接接頭顯微組織與性能研究[J].熱加工工藝,2013,42(19):172-174.
[14] 李慧中,郭菲菲,梁霄鵬,等.焊絲成分對2519鋁合金焊縫組織與性能的影響[J].焊接學報,2008,29(4):77-81.
[15] 許良紅,田志凌,彭云,等.微量元素對高強鋁合金焊縫組織和力學性能的影響[J].中國有色金屬學報,2008,18(6):959-966.
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
汽車與安全(2019年9期)2019-11-22 09:48:03
制造技術與機床(2018年12期)2018-12-23 02:40:58
兒童時代·快樂苗苗(2017年7期)2018-01-24 18:28:45
制造業自動化(2017年2期)2017-03-20 14:26:13
作文大王·低年級(2016年4期)2016-04-18 00:24:37
設備管理與維修(2015年12期)2015-04-09 06:57:24
決策探索(2014年21期)2014-11-25 12:29:50
