淬火方式對薄壁軸承套圈變形的影響
2018-11-25 03:30:00馮紀偉王智勇王秉楠李錚
有色金屬材料與工程 2018年3期
關鍵詞:變形
馮紀偉 王智勇 王秉楠 李錚
摘要:
對型號為71868/01的薄壁軸承套圈分別進行鹽浴淬火、分級淬火油淬火和旋轉式淬火機油淬火。研究了不同淬火方式下薄壁軸承套圈的橢圓變形和翹曲變形規律,分析了不同淬火方式因淬火介質和冷卻機制不同對套圈橢圓變形和翹曲變形的影響。結果表明:鹽浴淬火可以減少橢圓變形,同時會導致薄壁軸承套圈翹曲變形的增加;分級淬火油淬火可以減少翹曲變形,但橢圓變形顯著增多。旋轉式淬火機油淬火提高了淬火的均勻性,可以有效減少套圈的橢圓變形和翹曲變形,減少整變形的難度和工作量,提高產品的合格率。
關鍵詞:
薄壁軸承套圈; 淬火方式; 橢圓變形; 翹曲變形
中圖分類號: TH 133.33;TG 156.34 文獻標志碼: A
Effect of Quenching Methods on Deformation of Thin-walled Bearing Rings
FENG Jiwei, WANG Zhiyong, WANG Bingnan, LI Zheng
(Luoyang Bearing Research Institue, Luoyang 471039, China)
Abstract:
The 71868/01-type thin-walled bearing rings were subjected to salt-bath quenching,quenching by stepped quenching oil and oil-quenching by rotation quenching machine,respectively.The elliptic deformation and warping deformation of thin-wall bearing rings under different quenching methods were investigated.The effect of quenching methods on the elliptical deformation and warping deformation was studied by analyzing the differences of quenching media and cooling mechanism.The results show that elliptic deformation of thin-walled bearing rings is reduced by salt bath quenching with an increase in warping deformation.Quenching by stepped quenching oil makes a reduction in warping deformation,however,elliptical deformation increases.The rotation quenching machine oil-quenching improves the uniformity of quenching,and effectively reduces both elliptic deformation and warping deformation.Furthermore,it reduces the difficulty and work load of deformation modification.The qualified rate of products is also improved.
Keywords:
thin-walled bearing rings; quenching method; elliptical deformation; warping deformation
隨著科學技術的發展,軸承的工作環境越來越復雜,對軸承的性能提出了更高的要求。軸承套圈淬火導致的變形問題一直得不到很好的解決,既嚴重影響軸承質量,又大大增加了整變形的工作量。為了確保淬火套圈尺寸,必須加大留磨量。雖然一定程度上提高了淬火套圈的合格率,但增加了磨削工作量,也增加了材料的損耗。
影響套圈變形的因素較多,套圈在淬火過程中受到熱脹冷縮應力、車削應力釋放、套圈自重、冷卻介質流動沖擊、組織轉變應力等因素的影響,套圈不可避免地會產生變形[1-3]。根據套圈外觀形貌,變形可分為:脹縮變形、橢圓變形、翹曲變形及錐度變形。其中不同變形之間存在對應關系,控制其中一種變形,有可能帶來另一種變形。此外,薄壁套圈的剛度比較差,因此在冷卻過程中極易發生變形[4-6]。
本文通過不同淬火方式對薄壁軸承套圈產生的橢圓變形和翹曲變形的影響進行分析,找出規律,以期為實際生產提供理論依據。
1 試驗方法
采取3種淬火方式對71868/01薄壁軸承套圈進行淬火試驗,該套圈淬火后要求橢圓變形及翹曲變形量均控制在≤0.7 mm,變形量>0.7 mm即為不合格,統計變形測量結果,分析變形原因。
鹽浴淬火試驗加熱設備為箱式可控氣氛鹽淬多用爐。熱處理工藝為:830 ℃保溫30 min170 ℃熔融鹽淬火15 min風冷至室溫清洗。擺放方式為平鋪,摞放1層,裝爐量72件。
分級淬火試驗加熱設備為箱式可控氣氛油淬多用爐[7-9]。熱處理工藝為:830 ℃保溫30 min80 ℃分級淬火油淬火15 min直接整變形。擺放方式為平鋪,摞放1層,裝爐量72件。
旋轉式淬火機油淬火試驗加熱設備為箱式高溫爐。熱處理工藝為:830 ℃保溫30 min旋轉式淬火機油淬火(每2件淬火1 min)直接整變形。擺放方式為平鋪,摞放1層,裝爐量72件。
2 試驗結果
2.1 鹽浴淬火
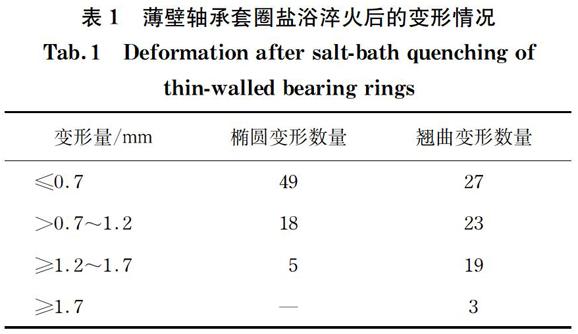
表1為薄壁軸承套圈鹽浴淬火后的變形情況數據統計。從表1中可以看出,橢圓變形不合格套圈數量23件,翹曲變形不合格套圈數量45件。其中,橢圓變形和翹曲變形同時不合格套圈數量14件,淬火變形1次合格套圈數量18件,合格率僅為25%。根據測量結果發現,套圈翹曲變形不合格的數量遠多于橢圓變形不合格的數量。這是因為鹽液流動性較好,從而套圈淬火均勻性較好,使得套圈橢圓變形
程度減小。但由于套圈的高度/直徑比小,加熱過程中受到其自重引起的下垂和應力引起的變形影響較大[10-11];且冷卻過程中鹽液產生的浮力較大,淬火時高溫狀態下的套圈較軟,套圈水平方向入鹽淬火時,端面受到鹽液的沖擊力較大。上述各種因素綜合作用下產生較多的翹曲變形。
表1 薄壁軸承套圈鹽浴淬火后的變形情況
Tab.1 Deformation after salt-bath quenching of
thin-walled bearing rings
薄壁軸承套圈的橢圓變形和翹曲變形同時不合格的情況有兩種:一種是由于翹曲變形引起的套圈外部輪廓發生變化從而引起橢圓變形,這類變形相對容易整變形,利用壓平法修整翹曲變形時,橢圓變形也會得到修整;另一種是經壓平法修整翹曲變形后的套圈還存在不合格的橢圓變形,這類變形極難修整,修整橢圓變形往往會帶來翹曲變形的反彈,反之亦然。經后續整變形后,合格數量為66件,另有6件因無法整變形而報廢。
2.2 分級淬火油淬火
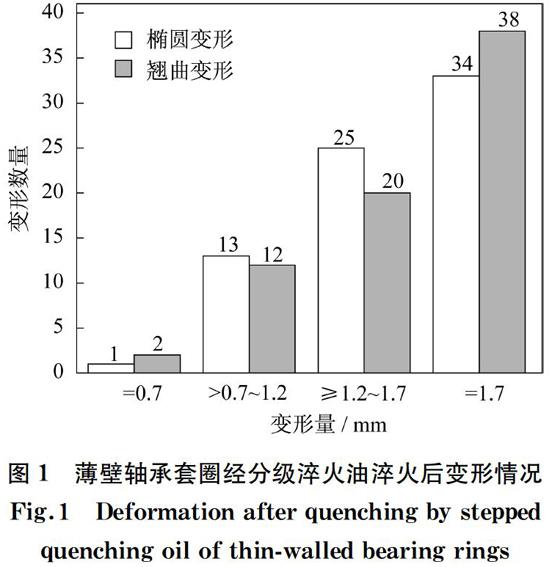
圖1為薄壁軸承套圈經分級淬火油淬火后統計的變形情況。橢圓變形不合格套圈數量39件,翹曲變形不合格套圈數量34件。其中,橢圓變形和翹曲變形同時不合格套圈數量17件,變形1次合格套圈數量16件,合格率僅為22.2%。根據測量結果顯示,相比鹽浴淬火,分級淬火油淬火的套圈翹曲變形不合格數量有所減少,但橢圓變形不合格數量增多。這是因為,分級淬火油淬火時有1個蒸汽膜階段,且高溫下淬火油的流動性較差,造成冷卻不均,導致橢圓變形增大。在相同的加熱條件下,由于鹽浴淬火的鹽液和淬火油密度相差很大,鹽液浮力比淬火油的浮力大1倍還多,套圈水平方向入油淬火時,端面受到較小的沖擊力,導致翹曲變形量有所減少[12-16]。同時,分級淬火油淬火比鹽浴淬火有明顯的優勢:淬火后可利用工件余熱進行整變形,大大降低了整變形的難度。經后續整變形后,合格套圈數量為69件,另有3件無法整變形而報廢。
圖1 薄壁軸承套圈經分級淬火油淬火后變形情況
Fig.1 Deformation after quenching by stepped
quenching oil of thin-walled bearing rings
2.3 旋轉式淬火機油淬火
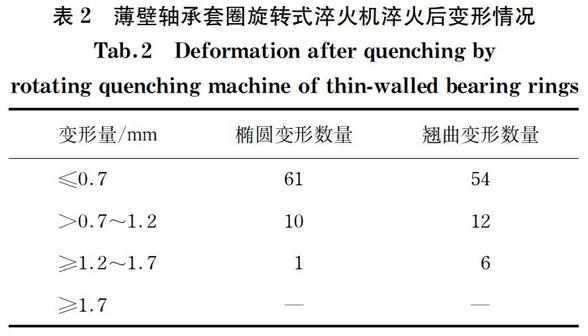
表2為薄壁軸承套圈經旋轉式淬火機油淬火后的變形情況。從表2中可以看出,橢圓變形不合格套圈數量11件,翹曲變形不合格套圈數量18件。其中,橢圓變形和翹曲變形同時不合格套圈數量11件,變形1次合格套圈數量54件,合格率達75%。
表2 薄壁軸承套圈旋轉式淬火機淬火后變形情況
Tab.2 Deformation after quenching by rotating quenching machine of thin-walled bearing rings
經過對比分析可以發現,與鹽浴淬火和分級淬火油淬火相比,采用旋轉淬火機油淬火的套圈橢圓變形和翹曲變形均得到較好的控制。這是因為,旋轉淬火機油淬火時,套圈垂直方向入油,端面不會受到來自淬火油的沖擊力,從而減少了一部分翹曲變形[17-18];另外套圈入油后一直處于旋轉狀態,加速了蒸汽膜的破裂;同時,旋轉淬火機帶動套圈轉動,變相加快了淬火油的流動性,使得冷卻均勻性大大提高。變形不合格的套圈淬火后利用工件余熱,采用壓平法修整翹曲變形后,變形合格套圈數量72件,合格率達到100%。因此,該組試驗中橢圓變形不合格的11件套圈均為翹曲變形引起的,極大程度上減少了整變形的工作量,提高了套圈的合格率。
3 結 論
(1) 鹽液相對分級淬火油而言,在淬火時沒有蒸汽膜階段,且具有較好的流動性,淬火均勻性得到改善,大大減少了橢圓變形的產生。在相同的加熱條件下,鹽浴淬火過程中,鹽液浮力對套圈端面產生較大的沖擊力,導致套圈翹曲變形數量增加。
(2) 旋轉式淬火機油淬火時,套圈垂直入油淬火,不會受到來自端面的沖擊力,從而有效地減少了部分翹曲變形。由于套圈入油后一直處于旋轉狀態,加速了蒸汽膜的破裂。同時,旋轉淬火機帶動套圈轉動,變相加快了淬火油的流動性,使得冷卻均勻性大幅度提高,顯著減少了橢圓變形,大大降低了整變形的工作量。
參考文獻:
[1] STANCEKOVA D,STEKLAC D,PETRU J,et al.Influence of machining and heat treatment on deformations of thin-walled bearings[J].Materials Science Forum,2016,862:49-58.
[2] XIE F M,WANG Y L,XIANG Y Y,et al.Influence of heat treatment for the microstructure in GCr15 bearing steel[J].Applied Mechanics and Materials,2011,44-47:2385-2389.
[3] 王智勇,王鑫,劉傳銘.薄壁不銹軸承鋼套圈變形控制工藝改進[J].軸承,2013(5):18-20.
[4] 楊健.薄壁軸承套圈的熱處理工藝[J].軸承,2010(1):27-28.
[5] 劉雪華.減小GCr15軸承套圈熱處理變形的工藝研究[J].熱加工工藝,2007,36(10):62-64.
[6] 韓伯群.軸承套圈的淬火畸變[J].熱處理,2008,23(6):47-50.
[7] YUE C X,ZHANG L W,RUAN J H,et al.Modelling of recrystallization behavior and austenite grain size evolution during the hot rolling of GCr15 rod[J].Applied Mathematical Modelling,2010,34(9):2644-2653.
[8] GOLICHENKO V A.Thermal stabilization equipment for dimensional heat treatment of bearing rings[J].Metal Science & Heat Treatment,1992,34(5):313-323.
[9] 孔永華,袁俊,常鵬鵬,等.減少GCr15軸承鋼領熱處理變形的工藝研究[J].熱加工工藝,2015,44(10):201-203.
[10] JIANG B,ZHOU L Y,WEN X L,et al.Heat Treatment Properties of 42CrMo Steel for Bearing Ring of Varisized Shield Tunneling Machine[J].Acta Metallurgica Sinica,2014,27(3):383-388.
[11] 孫立才,張林,劉兢,等.改善薄壁軸承套圈端面翹曲的方法[J].軸承,2016(4):16-19.
[12] 米振莉,張小壘,李志超,等.熱處理工藝對高碳鉻軸承鋼組織和性能的影響[J].材料熱處理學報,2015,36(7):119-124.
[13] LI Z Q,WEN Z,SU F Y,et al.Austenite grain growth behavior of a GCr15 bearing steel cast billet in the homogenization heat treatment process[J].Journal of Materials Research,2016,31(14):2015-2113.
[14] BULIRSCH R.Numerical calculation of elliptic integrals and elliptic functions[J].Numerische Mathematik,1965,7(1):78-90.
[15] 蘇俊平,鄭偉東,張潤萍.減少軸承套圈熱處理變形的方法[J].哈爾濱軸承,2010,31(4):29-31.
[16] BREWE D E,HAMROCK B J.Simplified solution for elliptical-contact deformation between two elastic solids[J].Journal of Lubrication Technology,1977,99(4):485-487.
[17] LU B H,HUA L,HAN X H,et al.Microstructure evolution of GCr15 in cold ring rolling and following heat treatment[J].Materials Science and Technology,2016,32(16):1702-1711.
[18] 具滋洪,李正,郭云飛.旋轉式淬火機改進設計[J].哈爾濱軸承,2007,28(1):12-13.
猜你喜歡
智慧少年·故事叮當(2020年10期)2020-11-06 06:19:00
中華詩詞(2020年1期)2020-09-21 09:24:52
河北理科教學研究(2020年1期)2020-07-24 08:14:34
作文成功之路·小學版(2020年11期)2020-02-01 06:26:58
作文周刊·小學二年級版(2018年29期)2018-11-26 11:20:28
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
童話世界(2018年14期)2018-05-29 00:48:08
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36