ENYA貼片機提升產能的設備改造
2018-11-25 03:30:00孫啟偉孟慶輝
有色金屬材料與工程 2018年3期
關鍵詞:晶片
孫啟偉 孟慶輝


摘要:
當硅晶片(wafer)拋光機的產能大于貼片機產能時,如何提高貼片機的產能,使拋光機與貼片機兩者的產能達到平衡,是研究的方向。通過對貼片機的觀察、了解、測量等相關工作,確認只有提升貼片機貼片部分的速度,才能提升貼片機的產能。貼片機的貼片部分,只有提高硅片上升/下降電機的速度,才能提升貼片部分的速度。為此更換脈沖發生器、上升/下降電機及控制器等相關的部件,并且編寫相關PLC控制程序,從而提高硅片升/降電機的速度。達到了拋光機產能與貼片機產能相匹配的預期目的:增加貼片機的產能51 840片/a。
關鍵詞:
貼片機; PLC; 交流伺服電機
中圖分類號: TP 510.8060 文獻標志碼: A
Equipment Modification of ENYA SMT Machine to Improve Production Capacity
SUN Qiwei, MENG Qinghui
(Wafer Works (Shanghai) Co., Ltd., Shanghai 201600, China)
Abstract:
When the capacity of silicon wafer polishing machine is greater than that of SMT machine.How to improve the capacity of SMT machine in order to reach the balance of them is the direction of this research.And through the observation,understanding,measurement and other related work with the SMT machine.Confirm that only enhance the SMT chip placement speed,so that we can enhance the capacity of SMT machine.The key is increasing the speed of the wafer rise/fall motor.For increasing the speed of the motor,we replace the pulse generator,lift/drop motor and controller and other related parts,and write the matched PLC control program.Thus,the speed of the wafer rise/fall motor is improved.Therefore,the idea of improving the capacity of SMT machine is the good way to improve the productivity of the polishing machine.The project achieve the intended purpose:increase the capacity of SMT machine by 51 840 /a.
Keywords:
SMT machine; PLC; AC servo motor
工廠在采購主設備時,雖然已經按當時的工藝、技術條件考慮配套設備的產能與主設備的產能匹配問題,但是,隨著科學技術的進步和科技人員的努力,許多技術問題被攻破。使之相關的設備產能向前跨進一大步,使主設備或配套設備的產能有所提高。但如何使對應的設備的產能也提高到與之相匹配,使兩者產能同步提高,并且找出解決問題的方法,是這次改造的目的。
拋光機由于工藝參數及拋光漿的改進,產能得到提高,但是配套的貼片機產能沒有提高,即總產能沒有得到提高。如何提高貼片機的產能?需要剖析貼片機的內部結構,找出解決問題的關鍵部位,對癥下藥,所有問題才能迎刃而解。
1 問題描述
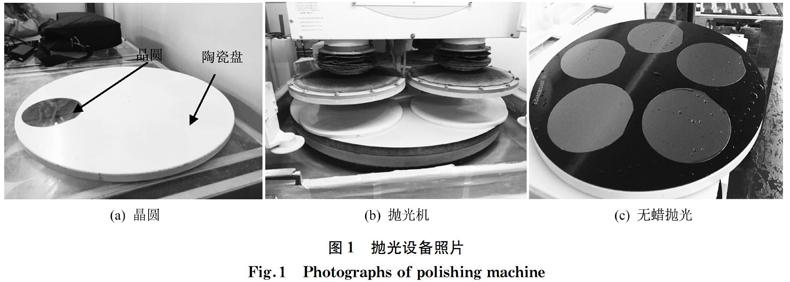
硅晶片(wafer)的拋光是其加工過程中的一道重要工序。拋光工藝分為有蠟拋光和無蠟拋光,其中,有蠟拋光代表了先進的拋光工藝。圖1為有蠟拋光和無蠟拋光兩種工藝相關設備的圖片。有蠟拋光就是把硅晶片用貼片機黏接到陶瓷盤上,然后再放到拋光機上進行拋光的工藝;無蠟拋光就是把硅晶片放到帶有模板的陶瓷盤上,然后再放到拋光機上進行拋光的工藝。有蠟拋光與無蠟拋光相比,產品品質得到提高,同時還降低了生產成本。目前,國際上大部分半導體材料生產廠家都采用有蠟拋光工藝。
考察一條Speed fam無蠟拋光生產線的產能時發現,拋光生產線(簡稱拋光線)產能不足。拋光線主要由拋光機和貼蠟機組成。正常情況下,拋光機與貼蠟機產能應該同步進行。產能不足主要是由以下原因引起的。
圖1 拋光設備照片
Fig.1 Photographs of polishing machine
理論設計拋光線產能:78 RUN/d(1 RUN=4個陶瓷盤,1個陶瓷盤上有6片晶圓);實測拋光線產能:78 RUN/d。
理論設計拋光機產能:78 RUN/d;實測拋光機產能:84~87 RUN/d。
理論設計貼片機產能:78 RUN/d;實測貼片機產能:78 RUN/d。
該拋光線主要設備為:speed fam拋光機;ENYA貼片機。
拋光線新的理論產能按拋光機計算應為:84~87 RUN/d;實測產能為:78 RUN/d。
理論產能高于實測產能的原因分析如下。
拋光機產能的提高是由于改進了工藝參數、改進了加工工藝條件,從而達到84~87 RUN/d。
實測拋光機產能:84 RUN/d。
計算得到拋光機產能P=84×4×6=2 016片/d,60 480片/月(按30 d計)。
而配套使用的ENYA貼片機的實測產能:78 RUN/d。
計算得到的貼片機產能T:78×4×6=1 872片/d,56 160片/月(按30 d計)。
可以看出:P>T。
拋光線的理論產能是由拋光機的產能確定的,沒有考慮貼片機的產能,由此造成拋光線產能不足。從上述計算中可以看出,拋光機的產能大于貼片機的產能。所以拋光機產能過剩,貼片機產能不足。拋光機損失產能:60 480-56 160=4 320片/月;拋光線只能生產56 160片/月。
得出結論:拋光線產能不足不是因為拋光機產能不足,而是因為貼片機產能不足,使之不能同步生產。究其原因就是貼片機貼片的數量少,拋光機只有等待。
通過上述分析可知,影響拋光線產能不足的主要原因是貼片機的產能沒有跟上拋光機的產能。為了使貼片機的產能與拋光機的產能相匹配,盡量使貼片機的產能與拋光機的產能最大化同步。也就是貼片機每月需增加4 320片。如何在不影響貼片質量的前提下,通過提高貼片速度來提高貼片機產能?
ENYA貼片機有5個大部分組成:陶瓷盤上料部分(Loader)、陶瓷盤清洗部分(Cleaner)、貼片部分(Mounter)、陶瓷盤冷卻部分(Clooer)和陶瓷盤下料部分(Unloader)。
假設ENYA貼片機5個大部分各部分的工作時間分別為:陶瓷盤上料時間T1,時間固定,沒有改善的空間;陶瓷盤清洗時間T2,時間依工藝制定,有改善的空間,會影響產品質量;貼片時間T3,有改善的空間;陶瓷盤冷卻時間T4,時間依工藝制定,有改善的空間,會影響產品質量;陶瓷盤上料時間T5,時間固定,沒有改善的空間。
經過觀察、分析、測量、比較和判斷發現,T3遠遠大于T1,T2,T4和T5,其他部分基本處于等待貼片部分完成才能進行工作。由此確認影響貼片機的貼片速度的主要原因在于貼片部分。所以T3是影響貼片機產能的關鍵。而找出影響貼片機的貼片時間在貼片部分的哪一部分是問題的關鍵。
貼片機的貼片部分共有5個部分組成:陶瓷盤(定位、貼片)、硅晶片上升/下降、硅晶片甩蠟、硅晶片定位和硅晶片上料。
貼片機的貼片部分的工作時間分別為:
陶瓷盤(定位、貼片)時間t1,時間固定,沒有改善空間;硅晶片上升/下降時間t2,硅晶片上升/下降是由步進電機帶動,可以提高升/降速度,有改善空間;硅晶片甩蠟時間t3,時間依工藝制定,影響產品質量,有改善空間;硅晶片定位時間t4,時間固定,沒有改善空間;硅晶片上料時間t5:時間固定,沒有改善空間。
經過實際測量,t2遠遠大于t1,t3,t4和t5。其他部分基本處于等待硅晶片上升/下降部分的完成。所以,確認影響貼片速度的是貼片部分的硅晶片上升/下降部分,有改善的空間。
從上述分析可知,硅晶片的上升/下降速度直接影響貼片速度。而影響硅晶片上升/下降速度的是硅片上升/下降步進電機的速度,提高了進電機的速度,也就提高了貼片的速度。改造之前的每片貼片平均速度為:30 s/片。
2 解決方案
改造之前,硅片上升/下降電機為東方步進電機。
步進電機型號:PK 564AE-T3.6。
減速比:1/2(帶減速齒輪)(具有剎車功能)。
最大速度:1 000 mm/min。
步進電機驅動器型號:RKD514L-A。
提高硅晶片上升/下降電機速度有兩種方法:
(1) 提高現有硅片上升/下降步進電機的步進脈沖速度。
提高上升/下降電機的速度,只有提高步進脈沖速度,這樣就可以提高步進電機的速度,這在理論上是可行的。但在實際工作中,由于該電機是帶有減速機構(兼具剎車功能)的步進電機。速度不可能再提高(經實際測試),已達極限。因為提高電機的速度在輸出端會丟失部分脈沖(減速機輸出端),這是由于步進電機會發生堵轉。所以,每次定位都會有累計誤差,因而達不到進給量(定位不準)。
(2) 改用不帶減速機構的伺服電機替代步進電機定位。
伺服電機可以不采用減速機構,直接帶動負載。伺服電機的定位精度是靠編碼器決定的,速度調節靈活,不存在丟失脈沖現象。并且,可以選擇具有剎車功能的伺服電機。
最后決定采用交流伺服電機替代步進電機的改造方案,提高硅片上升/下降速度,從而提高貼片速度,達到提高貼片機產能的目的,進而提高了拋光機產能。
3 解決方案基本原理及方法
原控制系統見圖2,改造后的控制系統見圖3。改造前的控制系統采用陳舊的脈沖發生器UDC 26向步進電機提供步進脈沖。控制和調試都不方便。步進電機無反饋信號,定位不精確。為了今后維修、維護方便,采用三菱PLC代替UDC 26提供脈沖輸出。采用松下伺服電機替代原有東方步進電機,控制方便,有位置反饋信號,定位精確[1]。
圖2 原控制系統圖
Fig.2 Original control system
圖3 改造后控制系統
Fig.3 Retrofit control system
控制系統比較見表1。控制電路圖見圖4。
布線、接線、設置參數。 PLC 輸入/輸出表及各參數列
出PLC輸入/輸出接點見表2。與大PLC(OMRON)對應,
并進行相關的連線,PLC輸入表和PLC輸出表見
表3。
圖5為PLC的部分梯形圖[2-5]。
4 改造后效果分析
本次改造的目的是提高拋光機的產能,提高經濟效益。從表5中可以看出,改造后貼片機產能
增加了8 640片/月。而拋光機的產能沒有改變,為
表1 控制系統比較
Tab.1 comparisons control system
圖4 控制電路
Fig.4 Control circuit
表2 內部繼電器型號[2]
Tab.2 Internal relay type[2]
表3 改造前步進電機用移動參數
Tab.3 Moving parameters for stepping motor before modification
表4 改造后伺服電機用移動參數[3]
Tab.4 Moving parameters for servo motor after modification[3]
圖5 PLC的部分梯形圖
Fig.5 Partial ladder diagram of PLC
表5 改造前后各項指標
Tab.5 Various indicators before and after the modification
60 480片/月。因此,拋光機實際增加產能為4 320片/月。
5 結 論
(1) 通過改造,提高了貼片機的產能,即提高了拋光機貼片機的產能,也提高了多設備的利用率,達到了預期目的。每年可為拋光機提供拋光片51 840片。
(2) 隨著市場的需要,各工廠會在單位時間內提高產能。提高產能的主攻方向就是提高設備的產能。而提高設備產能必然導致隨著技術革命的發展,越來越多的新技術應用到生產中。
從本例看:
UDC26是早期脈沖發生器,只有脈沖輸出,市場上很難買到,維修、控制不方便;而三菱PLC FX1N-60MT具有脈沖輸出、接收兩項功能。調試、編程、控制方便,市場采購方便。利于維修、維護,互換性好。
步進電機控制方便,但是控制精度不高,沒有位置(編碼器)反饋信號,會有丟失脈沖的現象。特別是帶有減速機構的步進電機,由于減速齒輪的限制,即使電機達到最高速度,實際輸出速度也無法提升;而伺服電機控制系統靠編碼器反饋機械位置,控制精度高,如果功率有效,不需減速機構,輸出速度可以達到最大值。
參考文獻:
[1] Panasonic Corporation(松下電器產業株式會社)馬達公司.使用說明書(綜合篇)交流伺服馬達·驅動器 MINAS A5系列[M].Panasonic Corporation(松下電器產業株式會社)馬達公司,2008.
[2] 龔仲華,史建成,孫毅,等.三菱FX/Q系列PLC應用技術[M].北京:人民郵電出版社,2007.
[3] 宋伯生.PLC編程理論·算法及技巧[M].北京:機械工業出版社,2007.
[4] 宋伯生.PLC編程實用指南[M].北京:機械工業出版社,2008.
[5] 三菱電子有限公司.FX1N系列微型可編控制器使用手冊[M].上海:三菱電子有限公司,2008.
猜你喜歡
電子器件(2021年4期)2021-10-26 12:27:18
海洋工程裝備與技術(2020年6期)2020-03-09 00:17:16
兵器裝備工程學報(2019年6期)2019-07-05 00:40:48
測控技術(2018年8期)2018-11-25 07:42:16
電子工業專用設備(2016年8期)2016-08-24 09:39:59
電子世界(2016年22期)2016-03-12 22:15:32
超硬材料工程(2016年1期)2016-02-28 22:20:04
振動、測試與診斷(2014年1期)2014-03-01 01:13:42
航天器環境工程(2011年4期)2011-06-08 05:03:08
電子工業專用設備(2011年10期)2011-06-04 04:36:48