“一變多控”系統在大型高壓煤磨中的應用
2018-11-27 07:26:04張炳義劉斯強馮桂宏
機電工程 2018年11期
張炳義,劉斯強,馮桂宏
(沈陽工業大學 電氣工程學院,遼寧 沈陽 110870)
0 引 言
相比與傳統的“一變一控”技術而言,“一變多控”技術主要有以下3方面優勢:(1)顯著降低控制系統的成本;(2)可以在一定程度上提高系統的整體效率;(3)電機可以在變頻和工頻間切換運行,可以在不停產的情況下,對設備進行檢修和維護[1-2]。
針對永磁直驅系統“一對一”控制模式不能使系統整體節能效果達到最佳的問題,以一臺1 120 kW,6 kV高壓煤磨樣機為例,本文對永磁直驅電機與“一變多控”控制系統相結合方面的問題進行研究。
1 電機的設計與計算
1.1 電機參數要求
針對現有的生產狀況,用戶給出了具體的電機參數要求,如表1所示。
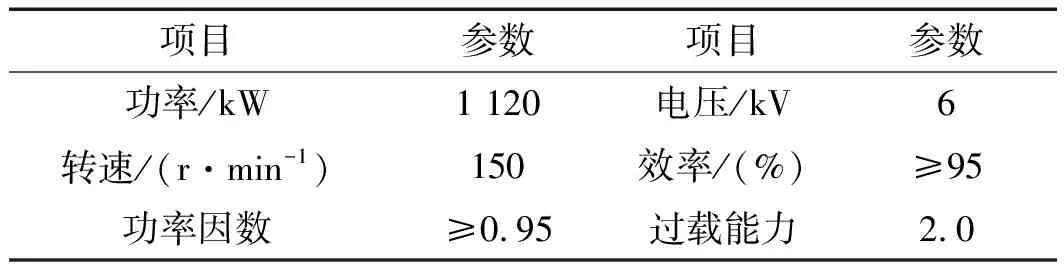
表1 電機參數要求
1.2 電機基本尺寸的確定
電機設計基本尺寸為[3]:
(1)
式中:D—定子內徑;lef—電樞計算長度;αp—計算極弧系數,這里按0.8~0.85選取;KNm—氣隙磁場波形系數,當氣隙磁場分布接近正弦時等于1.11;Kdp—繞組因數;ABδ—兩者乘積為電磁負荷。
整機額定轉矩為71 000 Nm;冷卻方式為水冷。依據永磁電機設計經驗,其中線符合A選取范圍700 A/cm~800 A/cm;氣隙磁密選取范圍0.75 T~0.85 T。且用戶在安裝尺寸上也提出了明確的要求,軸向長度不得長于1.5 m,徑向尺寸在4 m×4 m以內。
確定的電機基本尺寸與參數如表2所示。
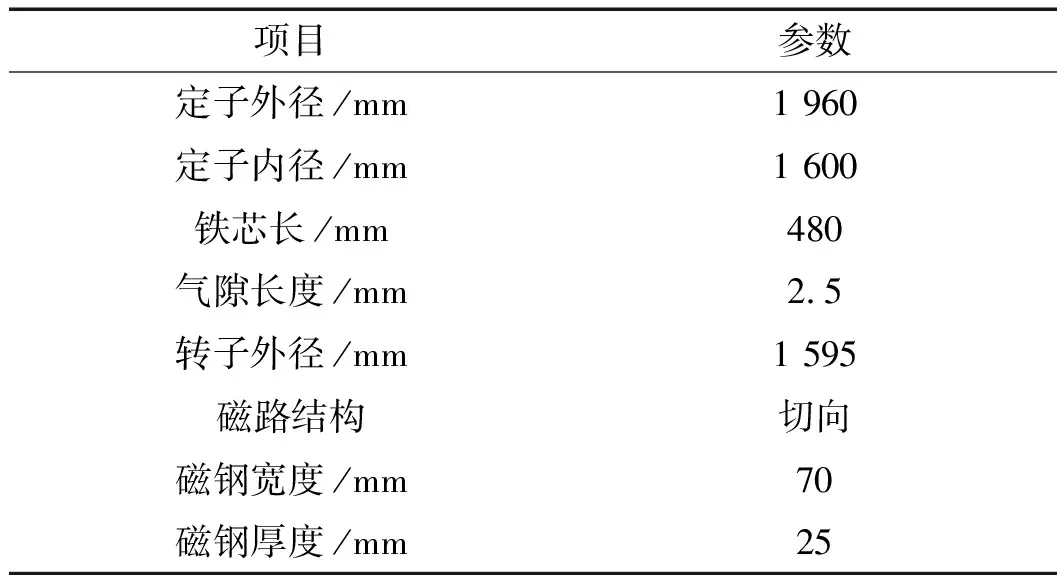
表2 電機基本尺寸參數
1.3 電機極頻比與極槽配合的選擇
根據n=60f/p,考慮到“一變多控”的控制方式,電機額定頻率選為工頻50 Hz,電機極數確定為40。不同的極槽配合對繞組與電機參數的影響,如表3所示[4]。
由電機原理可知:電機繞組中的感應電動勢E=4.44fNΦKdq,要產生一個繞組因數大小的削弱。因此,在極槽配合的選擇上,盡可能使繞組因數大些。這樣,在保證反電勢的基礎上,可以最大程度地降低電機自身成本。
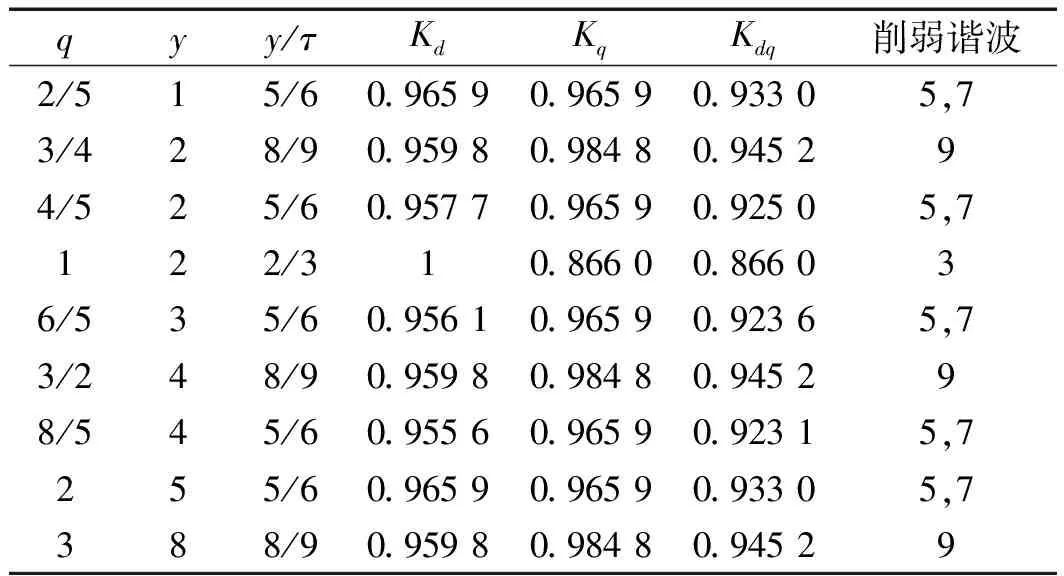
表3 不同極槽配合繞組各系數和諧波削弱情況
Kd—繞組短距系數;Kq—繞組分布系數;Kdq—繞組因數
正常情況下,高次諧波電動勢對相電動勢大小的影響很小,主要影響電動勢的波形。電機中對波形起主要影響作用的為3、5、7次諧波,其中3次諧波,可通過對稱繞組直接消除,而5、7次諧波,則需要采用短距繞組消除。
綜合考慮以上兩方面問題,以及電機的具體尺寸參數,初選兩種極槽配合方式:q=0.8和q=1.2。
1.4 電機計算與仿真
電機計算采用場路結合的方式,路算用于輔助快速設計電機參數,場算對電機參數進行校核與精確計算。
1.4.1 電機磁路法計算
在目前許多工程問題中,電機的磁路法計算仍采用“場化路”的方法。這種方法可以大大減少計算時間,在方案估算、初始方案設計和比較時更為實用。
本文中路算部分,基于經典的電機路算方法,采用了Matlab編程,輔助電機的設計工作。針對工作于恒轉矩區的凸極永磁電機而言,且冷卻方式為水冷。在磁路計算上,參考以往的設計經驗,主要參數應符合以下條件:
(1)空載相反電勢,有效值應為額定相電壓的90%~95%;
(2)凸極率(交軸電抗/直軸電抗),范圍大致為1.5~2;
(3)銅耗與鐵耗,為了達到電機效率的最優狀態,銅耗與鐵耗盡可能相等,且銅耗略高于鐵耗;
(4)電密與熱負荷,考慮到高壓電機繞組絕緣的絕緣溫度問題以及電機冷卻方式,電密通常選取低于6 A/cm,熱負荷通常選取范圍為1 500 A2(cm·mm2)~1 600 A2(cm·mm2)。
路算結果的部分參數如表4所示。

表4 電機路算部分主要參數
1.4.2 電機有限元法計算
1.4.2.1 空載反電勢的分析
空載反電勢E0是永磁電機重要參數,E0由電動機中永磁體產生的空載氣隙基波磁通在電樞繞組中感應產生,空載反電勢為:
(2)
式中:bm0—永磁體空載工作點;Am—永磁體充磁方向截面積;Br—氣隙磁密基波有效值;σ0—空載漏磁因數。
E0的大小不僅決定電動機是運行于增磁狀態還是去磁狀態,而且對電動機的動、穩態性能有很大影響。其中,對電機溫升、電磁轉矩的穩定性尤為明顯[5]。
在工程上,針對工作于恒轉矩區的電機而言,其空載反電勢數值在額定相電壓的90%~95%之間,其波形應盡可能接近標準正弦波。
q=0.8和q=1.2時的空載相反電勢波形如圖1所示。
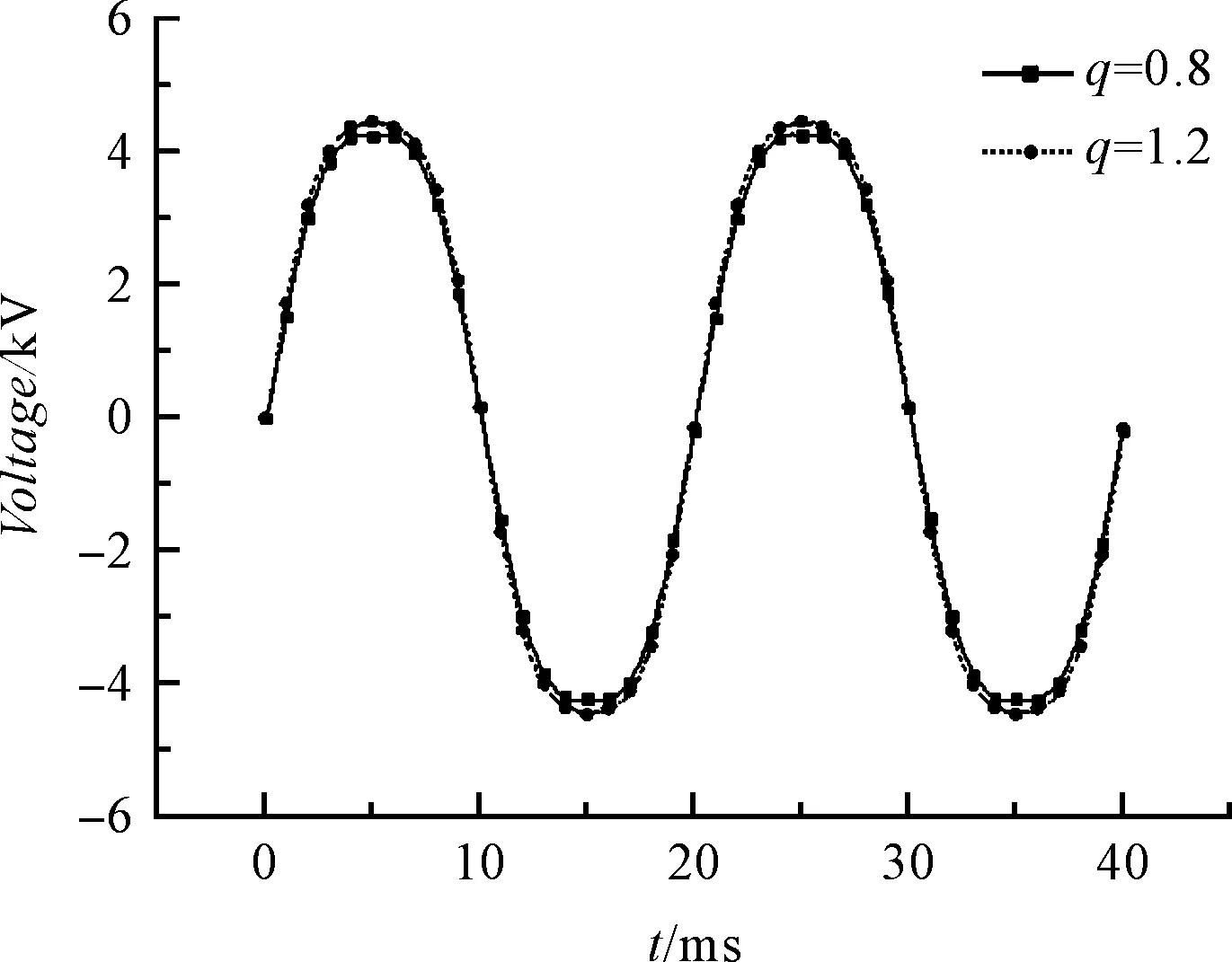
圖1 q=0.8和q=1.2時的空載相反電勢波形
二者的諧波含量對比如表5所示。
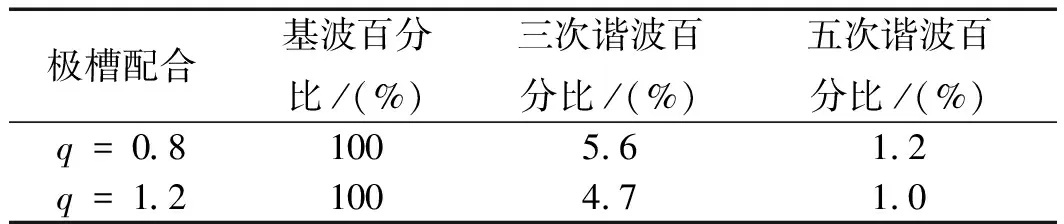
表5 二者諧波含量對比
在電機基本尺寸、磁鋼尺寸和繞組完全相同的情況下,當q=0.8時,其空載反電勢有效值為3 300 V;q=1.2時,其反電勢有效值為3 400 V,后者的反電勢有效值略高于前者,但是均處于合理的空載反電勢范圍之內。
從諧波來看,q=1.2時的3次、5次反電勢諧波分量要低于q=0.8的情況,這說明與q=0.8相比,q=1.2時其反電勢波形質量更高,波形更加接近標準正弦波。
1.4.2.2 徑向氣隙磁密的分析
永磁同步電動機的空載氣隙磁密波形基本上為一平頂波,與感應電動機的氣隙磁密波形相差很大,而與直流電機的空載氣隙磁密波形相似。q=0.8和q=1.2時的徑向氣隙磁密波形如圖2所示。
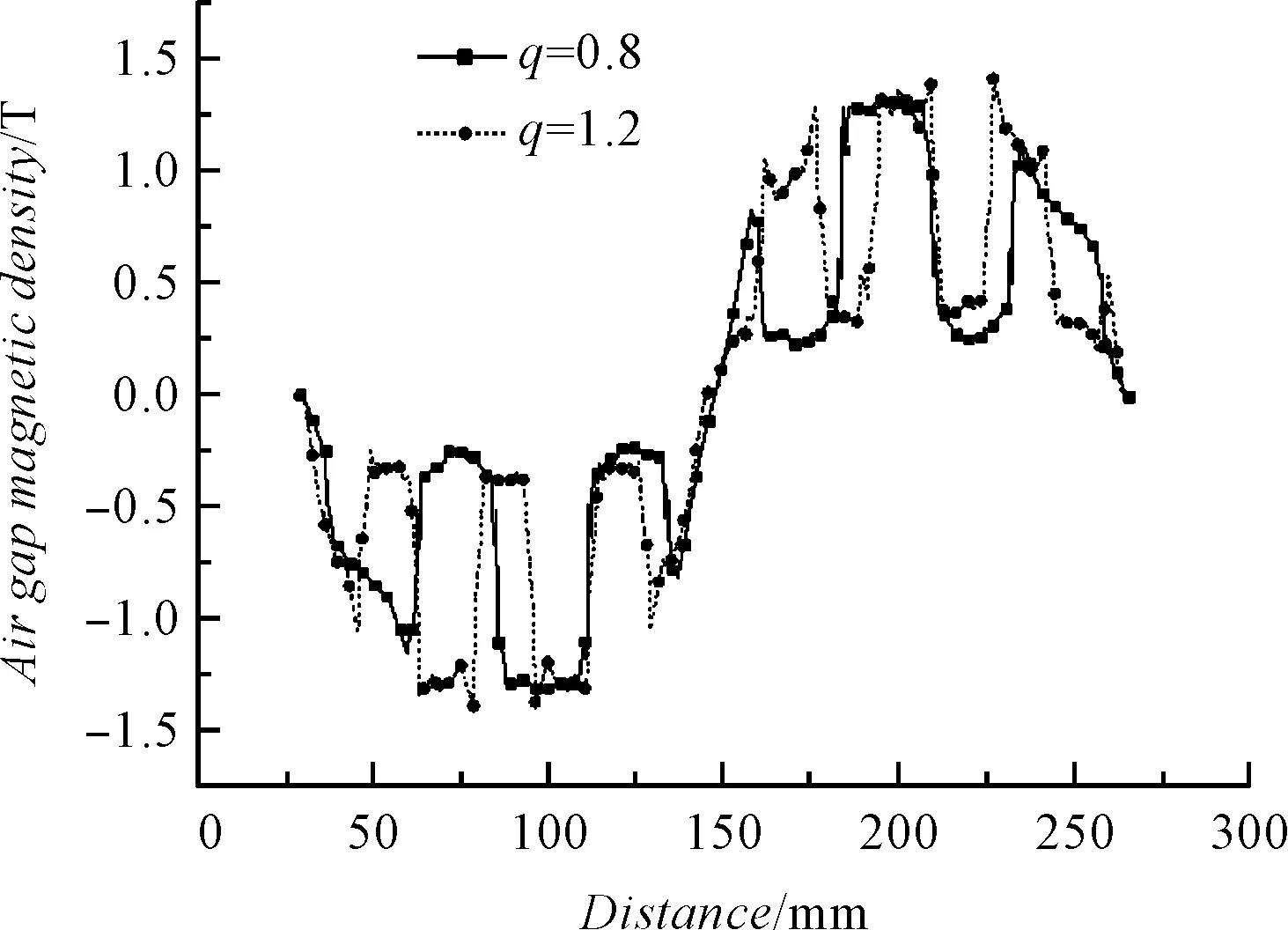
圖2 q=0.8和q=1.2時徑向氣隙磁密波形
二者的諧波對比如表6所示。

表6 二者諧波含量對比
分析比較q=0.8和q=1.2時的徑向氣隙磁密波形與諧波分析,可以得到以下結果。
(1)當q=1.2時,其徑向氣隙磁密的基波幅值要高于q=0.8的情況;
(2)當q=0.8時,此時對于徑向氣隙磁密中的3次和7次諧波的削弱,要優于q=1.2的情況;
(3)當q=1.2時,此時對于徑向氣隙磁密中5次,以及7次以上高次諧波的削弱,要優于q=0.8的情況。
1.4.2.3 空載齒槽轉矩的分析
齒槽轉矩是由永磁體與電樞齒之間相互作用力的切向分量引起的,空載齒槽轉矩表達式為:
(3)
式中:La—電樞鐵芯的軸向長度;R1,R2—電樞外半徑和定子軛內半徑;N—使nz/zp為整數的整數。
由于齒槽轉矩是由于電樞開槽引起的,則槽口越大,齒槽轉矩也越大;并且對電樞而言,齒寬槽寬比為1是合適的。
q=0.8和q=1.2時的齒槽轉矩波形如圖3所示。
圖3 q=0.8和q=1.2時齒槽轉矩波形
比較q=0.8和q=1.2時的齒槽轉矩波形可知:當q=0.8時,其齒槽轉矩峰值為385 Nm,平均值為18.7 Nm;當q=1.2時,其齒槽轉矩峰值為282 Nm,平均值為3.7 Nm。顯然,當q=1.2時,電機的齒槽轉矩得到了顯著的削弱。
1.4.2.4 空載齒磁密的分析
對于低速大扭矩電機而言,通常為了保證定子的強度足夠大,定子軛部厚度通常與定子槽深成1∶1的關系,那么在磁路角度上而言,定子軛部余量是非常大的,定子軛部的磁密通常遠遠低于定子齒磁密。由電機學原理可知:pFe∝B2f1.3。因此,就低速大扭矩電機而言,定子鐵耗主要產生于定子齒部,定子發熱過程主要也發生在定子齒部分。
工程上,為了充分利用硅鋼片,同時也為抑制定子齒部發熱,所以在空載狀態下,就DW470-50沖片而言,定子齒磁密通常取在1.7 T以下。
q=0.8和q=1.2時定子齒高度1/3處磁密隨時間變化曲線如圖4所示。
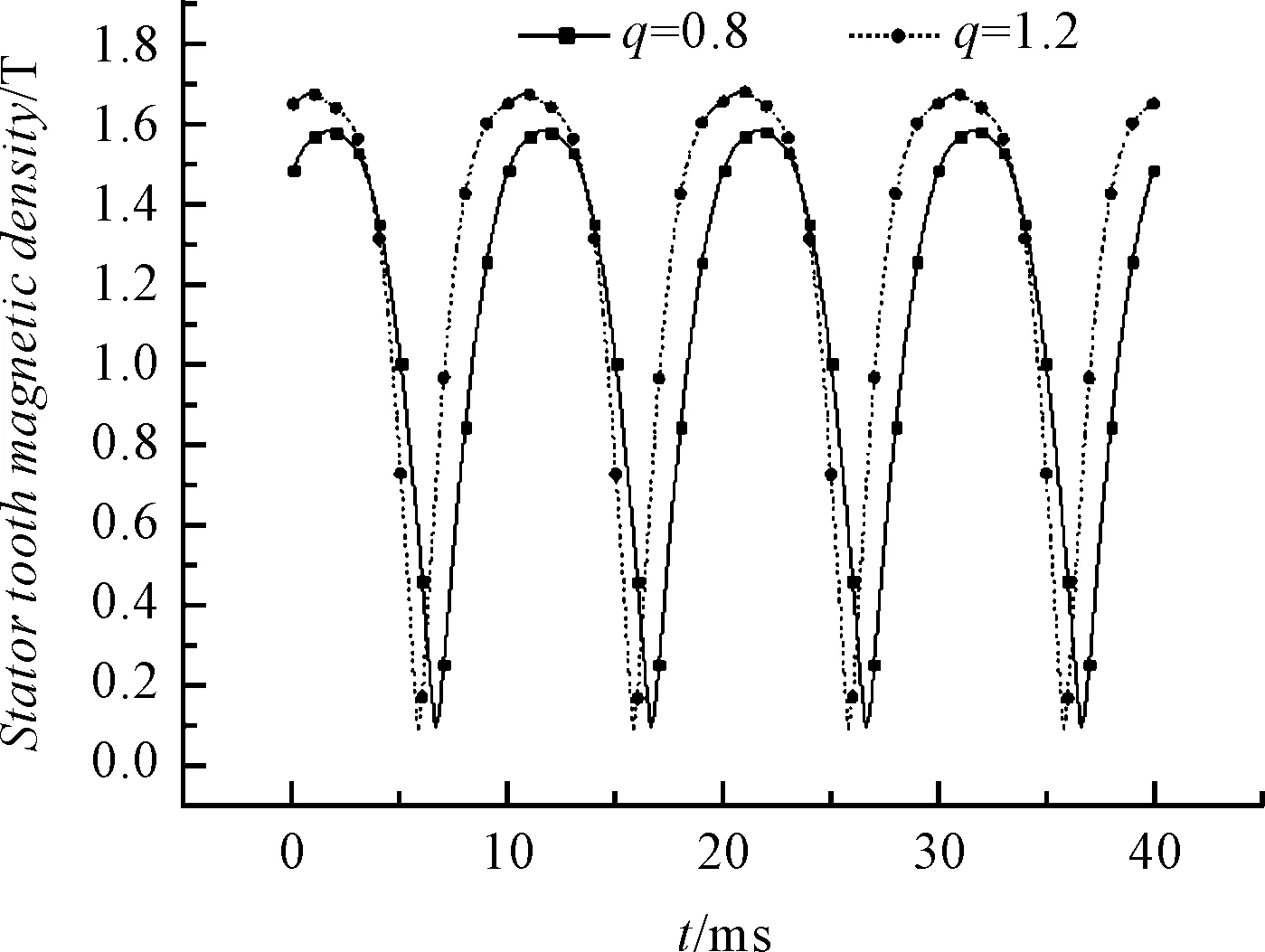
圖4 定子齒高度1/3處磁密隨時間變化曲線
為了方便確定定子齒上某點齒磁密的峰值,本研究對定子齒磁密隨時間的變化規律取絕對值。
通過以上的分析,針對定子齒磁密可以得到:
(1)定子齒磁密隨時間基本呈正弦規律變化;
(2)q=0.8時,定子齒磁密峰值為1.588 T,q=1.2時,定子齒磁密峰值為1.687 T。在滿足定子齒磁密要求的基礎上,q=0.8時,齒磁密明顯偏低,這對于鐵芯材料的利用是不利的。
1.4.2.5 電磁轉矩分析
永磁電機的電磁轉矩由兩部分構成:(1)由定子交軸電流與永磁體磁鏈相互作用產生的永磁轉矩Tm;(2)由于轉子磁路不對稱所產生的磁阻轉矩Tr。
永磁電機總的電磁轉矩可表達為:
(4)
式中:ω—角頻率,ω=2πf;e0—空載反電勢有效值;id—直軸電流有效值;iq—交軸電流有效值;Xd—直軸電抗;Xq—交軸電抗。
本文設計的電機轉子結構采用切向結構,其交軸電抗Xq要明顯的大于直軸電抗Xd,且永磁機正常工作均處去磁狀態id<0。由上述表達式可知,此時,磁阻轉矩為一驅動性質的轉矩,有助于提升電機負載能力[6]。
q=0.8和q=1.2時,在額定電流激勵下的電磁轉矩波形如圖5所示。
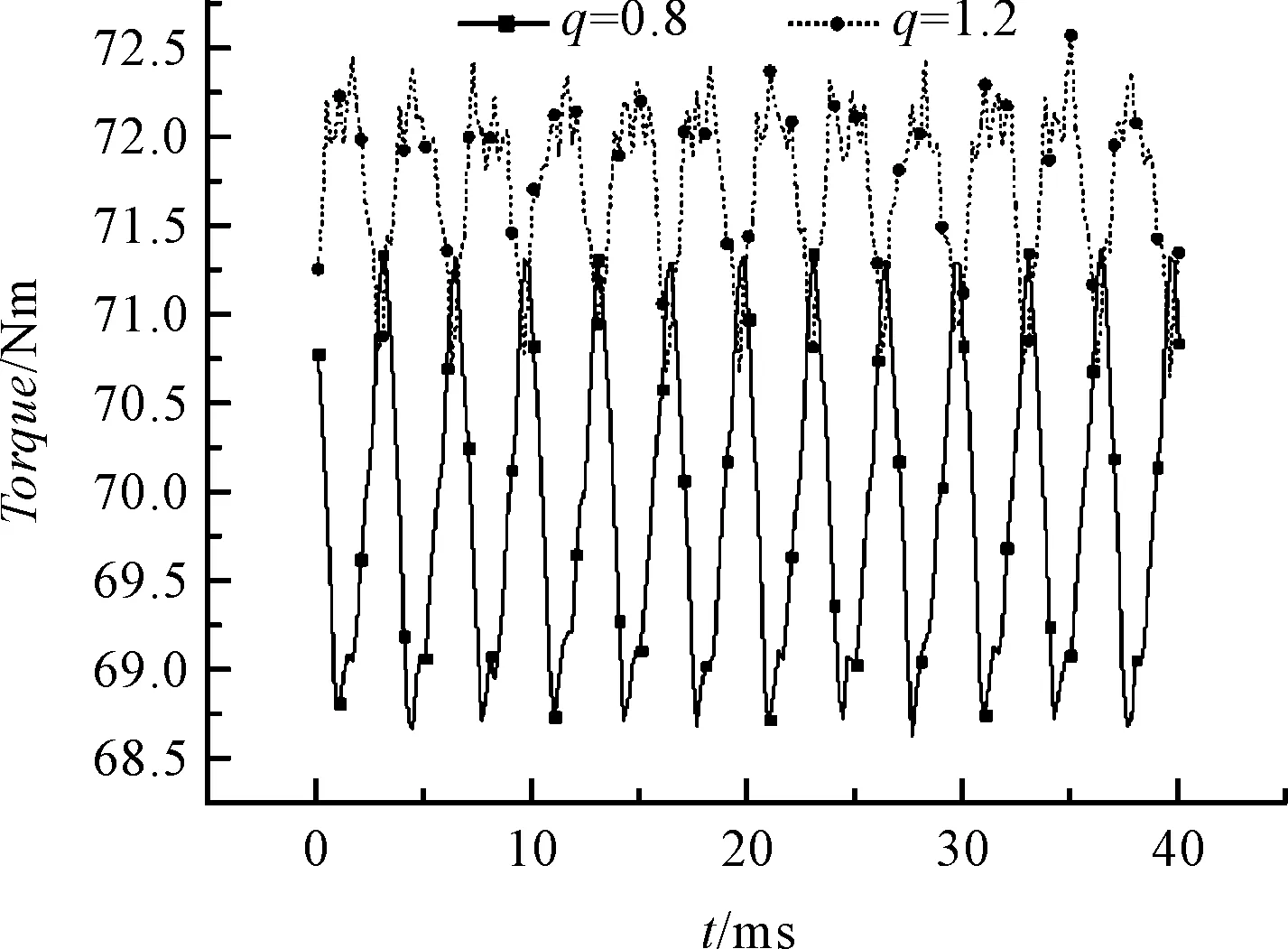
圖5 q=0.8和q=1.2時額定電流下電磁轉矩波形
通過以上的仿真分析可知:對于給定的額定電流激勵而言,當q=0.8時,其轉矩的平均值為69.9 kNm;而q=1.2時,其轉矩平均值為71.7 kNm。顯然,在額定電流條件下,q=1.2的電磁轉矩特性要優于q=0.8。
1.4.2.6 負載磁密分析
為了滿足電機性價比最佳的設計,通常電機的工作點選擇在硅鋼片的膝點附近,對于DW470-50而言,其膝點對應磁密大致在1.9 T左右,因此,在針對電機額定負載設計時,定子齒部的磁密需要合理的設計于校核。
q=0.8和q=1.2時定子齒高度1/3處磁密隨時間變化曲線如圖6所示。
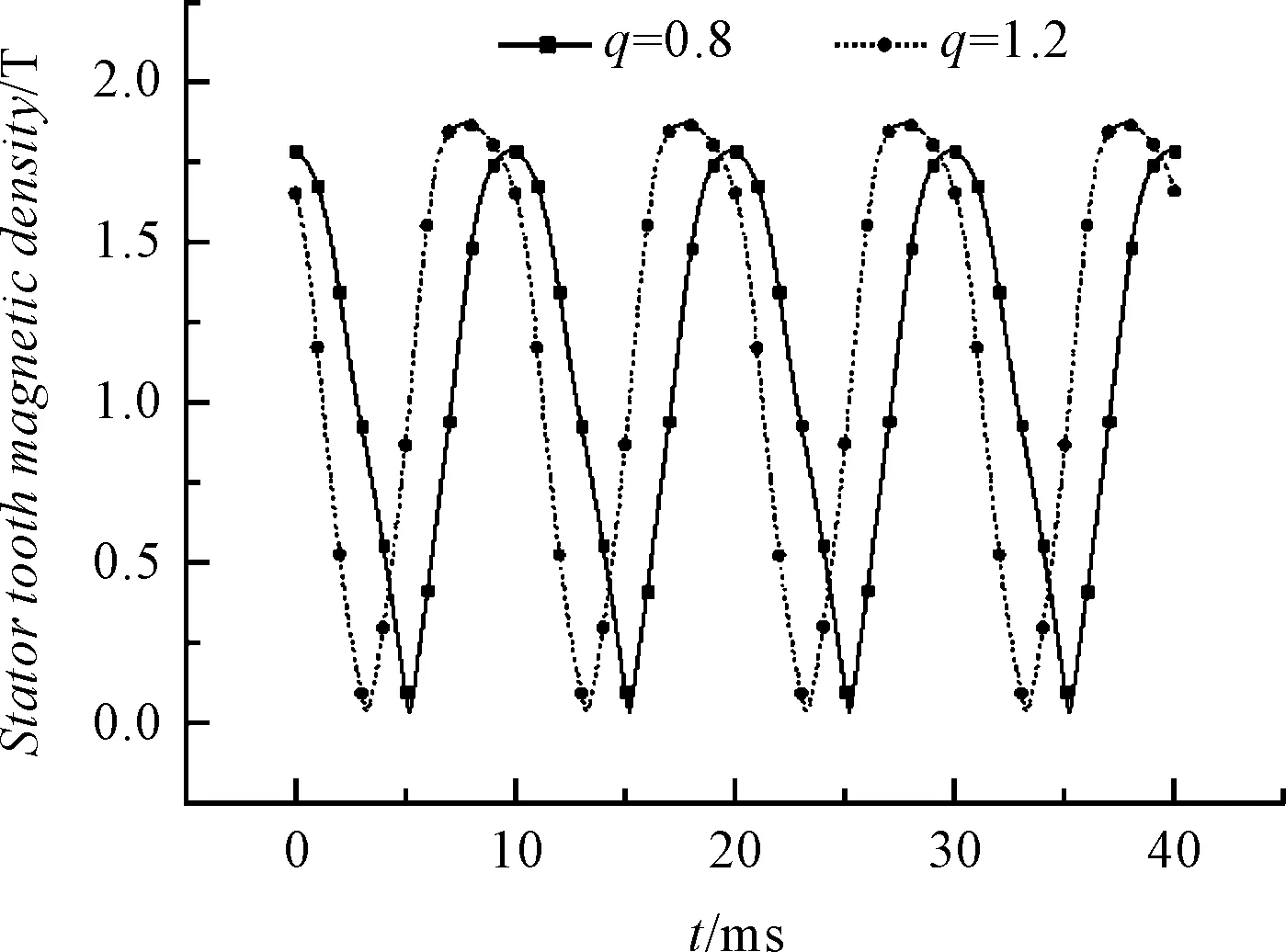
圖6 定子齒高度1/3處磁密隨時間變化曲線
理論上永磁電機在負載情況下,d軸與q軸的交叉飽和,會對氣隙磁密的波形造成一定影響。其d軸電樞反應的增磁或去磁作用,會對電機氣隙磁密的幅值造成影響,而q軸電樞反應,會使氣隙磁密波形發生畸變。
分析q=0.8和q=1.2時的定子齒磁密波形可知:當q=0.8時,定子齒磁密幅值為1.79 T,其波形仍然接近正弦,這說明交叉飽和的影響很小,工作點遠未達到硅鋼片的膝點;當q=1.2時,定子齒磁密幅值為1.87 T,波形已經發生了明顯的畸變,此時已經出現了較明顯的交叉飽和現象,工作點已接近硅鋼片的膝點附近。顯然,從硅鋼片利用率的角度,q=1.2的設計方案要優于q=0.8的設計方案。
1.5 電機電磁方案的確定
電機電磁方案的最終確定,要考慮兩方面因素:(1)電磁設計是否合理;(2)工藝上是否便于加工。
通過比較以上的電磁計算與分析結果可知,在q=0.8與q=1.2,兩者的電磁計算結果,雖各有優劣,但是其差別均在可接受的范圍內。
在工藝方面,由于電機繞組部分采用了成型繞組,因此在繞組制作上二者存在一定差別。首先,由計算短距繞組截距,針對q=0.8和q=1.2而言,其截距y均為102.44 mm,這屬于典型的小跨距成型繞組。其次,q=0.8和q=1.2的方案中,成型繞組均采用了2根并繞方式。q=0.8時,由于定子槽較寬,銅排采用了5.6 mm×3.15 mm的規格;q=1.2時,定子槽較窄,銅排采用了4.5 mm×3.0 mm規格。由于q=0.8時,銅排截面積較大,在繞組拉形后,出現了嚴重的回彈,并且繞組難以整形;而采用q=1.2時,銅排截面積縮小,對于繞組拉形以及繞組整體整形都相對容易。
綜合考慮以上兩點因素,最終確定采用q=1.2的極槽配合方式。
1.6 樣機試驗驗證
針對以上方案,本文進行了樣機裝配,并進行了相應實驗。實測電機空載相反電勢為3 314 V,與設計值3 400 V相差不大。
實測的空載反電勢波形如圖7所示。

圖7 實測A相空載反電勢波形
2 變頻切工頻控制器的設計
2.1 控制器的選型
對于長時工作制,并且工作在恒轉矩區的電機,永磁電機適配變頻器的選型以額定電流為依據,且變頻器輸出電流要大于電機的實際工作電流。
出于系列化的考慮,本文中的樣機功率范圍1 120 kW~1 400 kW,當系列電機達到最高功率時,其額定電流計算值為142 A。因此,變頻器考慮到通用性以及一些可能出現的過載情況。
變頻器的選型如表7所示。

表7 變頻器選型數據
2.2 控制策略的選取
本文樣機為一臺大型煤磨專用,屬于節能改造系列方案,故其要求電機的效率盡可能高,并且長時工作負載率在70%~80%,電機工作在恒轉矩區。
控制策略選擇為“最大轉矩電流比”控制[7]。
滿足“最大轉矩電流比”的定子電流控制圖如圖8所示。

圖8 定子電流控制圖
由電壓極限橢圓以標幺值表示的電壓方程為:
(5)
同樣可以得到標幺值形式的功率方程和轉矩方程:
Pe=ωr[e0iq+(1-p)xdidiq]
(6)
Te=Pn[e0iq+(1-p)xdidiq]
(7)
式中:ρ—凸極率,ρ=xq/xd。
在圖8中,“最大轉矩電流比”軌跡Ⅰ與電壓極限橢圓相交于A點。顯然,應控制定子電流矢量is不超過OA的范圍(圖中O為原點)。
式(7)可改寫為:
(8)
通過對上式求極小值,可得滿足最大轉矩/電流比的定子電流矢量is的空間相位式:
(9)
于是有:
id=|is|cosβ
(10)
iq=|is|sinβ
(11)
圖8中,落在電流極限圓內的Ⅰ軌跡OA線段,這表示電動機可在此段軌跡的每一點上做恒轉矩運行,而與通過該點的電壓極限橢圓對應的速度就是轉折速度。恒轉矩值越高,電壓極限橢圓的半徑越大,對應的轉折速度越低。其中,A點與最大轉矩輸出對應,其轉折速度利用標幺值可表示為:
(12)
將式(10,11)代入式(12),可得:
(13)
由以上分析可知:采用“最大轉矩電流比”控制模式,當電機工作于額定轉矩狀態下,其凸極率、額定電流、直軸去磁電流和交軸轉矩電流基本不再發生變化或變化幅度很小,此時,就變頻器而言,轉折速度僅僅取決于電機定子電壓矢量us的最大值[8]。就本研究中的樣機而言,其工作狀態幾乎均在恒轉矩區,因此對于轉折速度的選取,可以選擇在額定轉速稍高的位置。
2.3 切換功能的實現
樣機由變頻運行,切入工頻運行的過程,可以參考發電機并網運行的過程[9]。當同步發電機并聯投入電網時,需要滿足5點條件:(1)波形相同;(2)頻率相同;(3)幅值相同;(4)相位相同;(5)相序相同。前4點是交流電磁量恒等的基本條件,最后一點是多相系統相容的基本要求。
但是在實際切換過程中,以上5點條件很難同時達到。因此,實際切換時前4點條件允許稍有出入,但是第5個條件必須絕對滿足。因為發電機并網時,客觀上同相之間的電壓差和相位差是不可避免的,發電機沒并網之前自己算作一個獨立的電力系統,外部電網算作另外一個獨立的電力系統,兩個獨立系統并聯運行前需要投同期,同期考慮3個問題,即電壓差、相位差、頻率差,理論上3者差為0時,即為最佳同期點,實際上這是幾乎不可能達到的。所以,只需要電壓差、相位差和頻率差在一個允許的范圍內即可給出并網信號,使電機組安全可靠運行。差越小,沖擊電流越小,需要系統無功功率也最小,對外部匹配電網的影響也就越小。
當變頻器切工頻時,變頻調速系統會調整輸出電壓的相位、頻率和幅值,當其與工頻電源一致時,切換到工頻運行,盡可能或消除沖擊;當工頻切換變頻運行時,變頻調速系統會自動追蹤當前電機的轉速,然后切換到變頻運行。同步切換功能通過切換柜自動實現,對電機沖擊小,運行可靠,可以實現“一變多控”。
變頻切工頻流程:設置同步切換使能有效,變頻調速系統運行到50 Hz,然后給出變頻切換工頻命令,變頻調速系統開始鎖相,鎖相成功后變頻調速系統的切換開關動作,切入到工頻電網運行。
工頻切變頻流程:變頻調速系統工頻運行,下發工頻切換命令,電機與工頻電網脫離,變頻調速系統追蹤電機當前轉速和運行方向,然后加速到變頻目標頻率運行。
變頻切工頻具體流程如圖9所示。切換線路的連接如圖10所示。
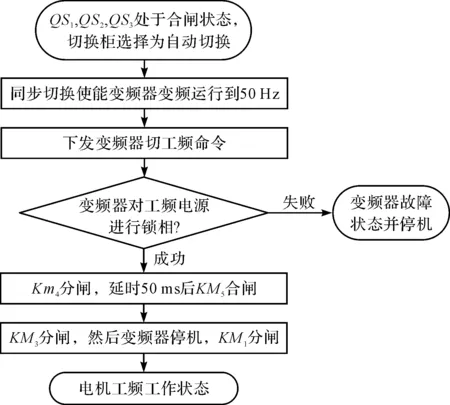
圖9 變頻切工頻流程圖
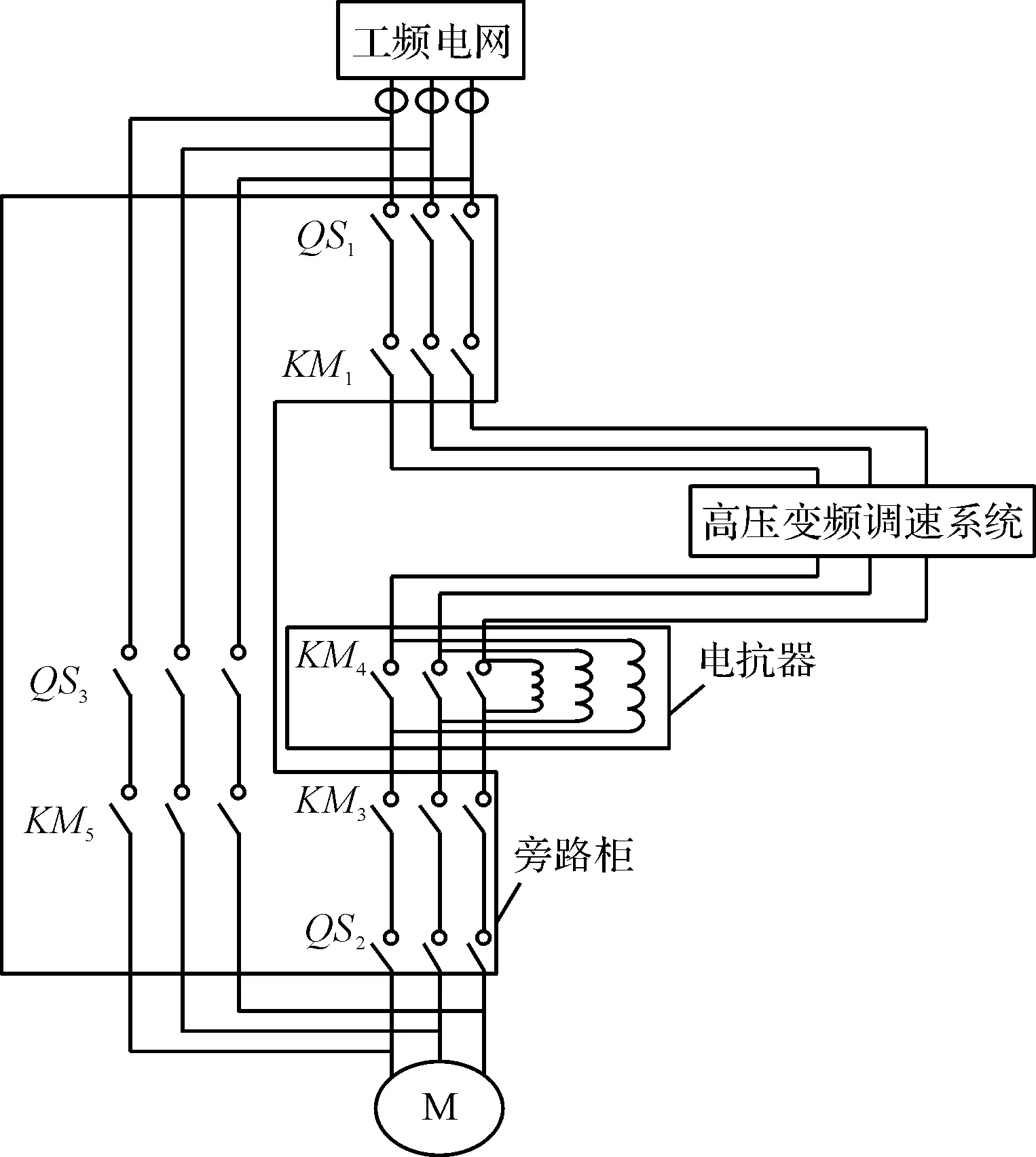
圖10 同步切換線路圖
2.4 樣機試驗驗證
針對上述切換系統的可行性,本研究進行了樣機組裝,并進行了相應的試驗驗證。
結合電機和該套控制系統,本研究進行了相應的變頻-工頻切換試驗。切換過程中,變頻調速系統監測到的電機三相電流波形和三相電壓波形分別如圖(11,12)所示。
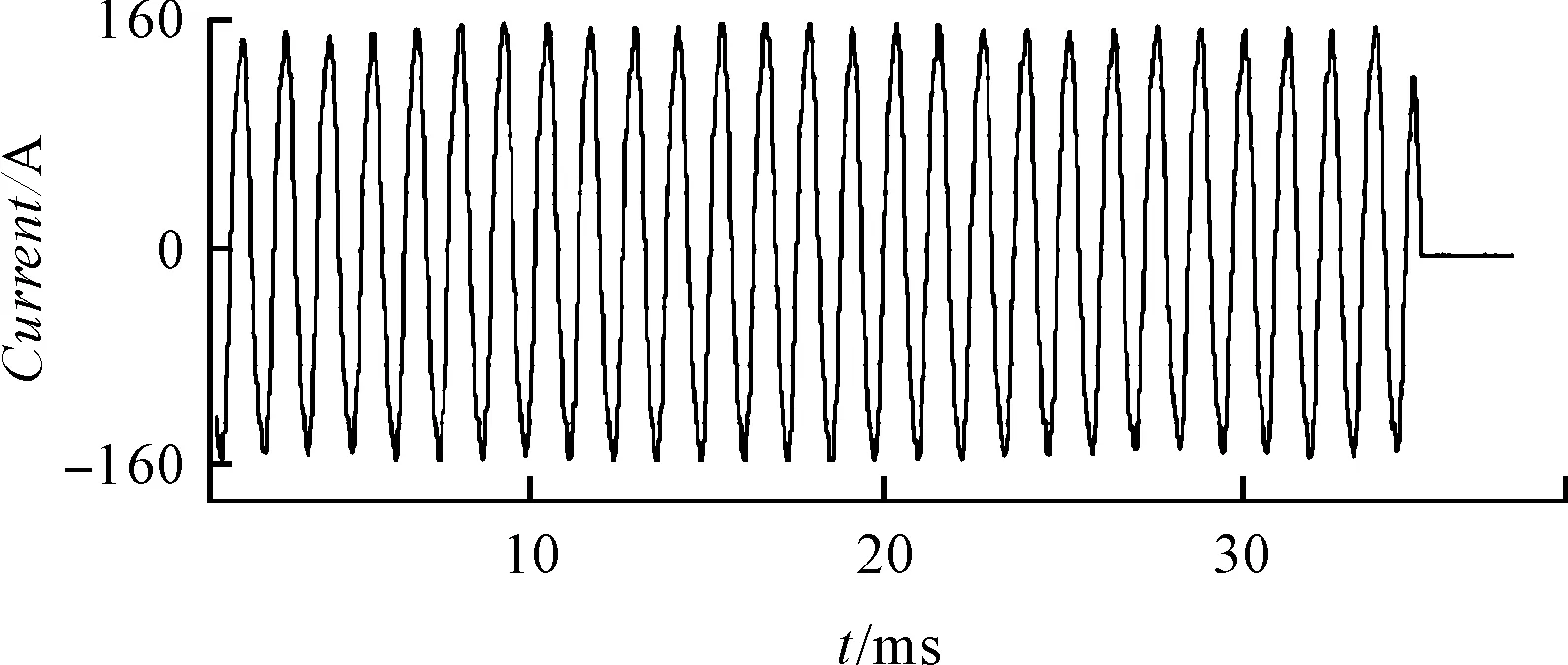
圖11 切換過程中的A相電流波形
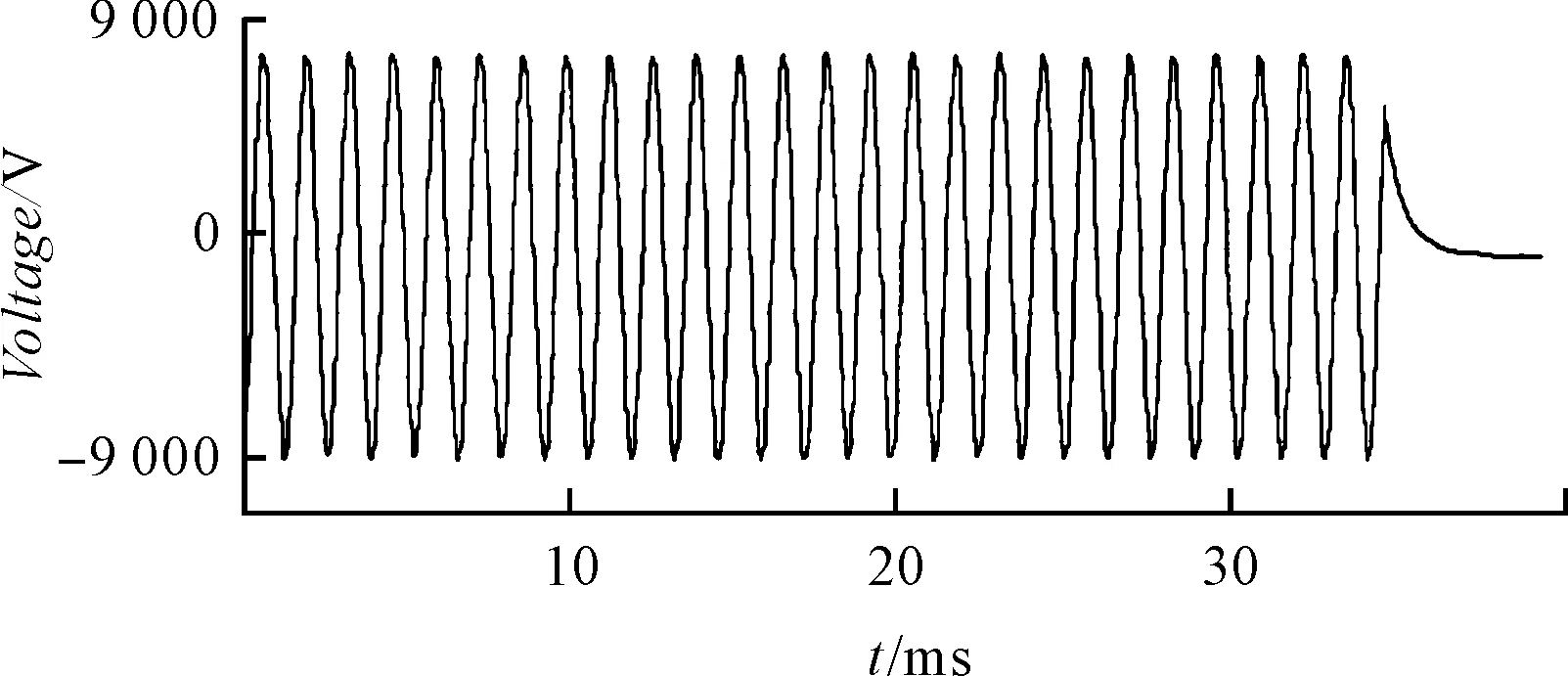
圖12 切換過程中的A相電壓波形
通過比較波形的趨勢可以看出:在由變頻向工頻切換過程中,無論是電流還是電壓,均未出現沖擊現象,切換過程平滑。且切換后,電機并未發生噪聲和跳動現象。說明切換過程基本成功,不會對電網和電機造成沖擊。
3 結束語
本文以一臺1 120 kW,6 kV高壓低速大扭矩煤磨為例,著重研究了“一變多控”系統中電機與切換系統的設計問題,并得到如下結論:
(1)對于低速大扭矩電機來說,采用多極,分數槽繞組可以顯著優化電機整體性能;
(2)由于高壓電機繞組均為成型繞組,尤其針對小跨距成型繞組而言,其工藝性為一個重要的考慮方向,在保證電機性能的基礎上,可將q取的略大些,這樣可減小銅排的截面積,便于加工;
(3)針對于變頻切工頻時切換回路與控制流程的設計,通過實驗結果可看出在切換中電壓、電流基本無明顯沖擊,電機可以平穩地由變頻切換為工頻狀態。