機器人自動化焊接在岸橋深窄大梁中的應用
2018-11-29 08:23:16陳永剛黃建鵬賈小磊
金屬加工(熱加工) 2018年11期
關鍵詞:焊縫
■ 陳永剛,周 軍,黃建鵬,賈小磊
岸橋是公司生產的主要產品之一,年產量200多臺,體積較大,產品結構十分復雜。岸橋組成結構主要包括前后大梁、立柱、聯系橫梁、上下橫梁等。前大梁構件作為岸橋產品的關鍵組成部件之一,內部結構復雜,焊縫眾多和焊接位置多樣,大梁箱體空間狹小且比較深,制造難度大。由于岸橋大梁主要是承擔吊裝貨物,存在著結構用力,所以產品內部的焊縫質量好壞直接決定著產品是否可以使用。因此,如何能夠既保證焊接質量,又能降低制造難度和成本,已成為公司生產岸橋的首要目標。
本文通過對岸橋的深窄大梁內部焊接的研究,確定了一套適用于大梁內部進行機器人自動化焊接的一整套工藝方案,替代目前公司現有的人工焊接方法。這樣不僅可以提高整體生產效率,而且能夠將現有的技術工人從惡劣的施工環境當中解脫出來。

圖1 大梁工件
1.大梁組成結構
前大梁是上海振華重工股份有限公司生產岸橋的關鍵部件之一。大梁內部包含隔板、腹板、翼板、T形鋼及加強筋等結構件,這些結構件進行裝配,最后通過焊接連接,形成類似于一個個箱體的格擋。大梁深度可以達到3m,內部寬度最窄為0.75m,長度不等,具體結構如圖1所示。因此,要將大梁進行三面成形裝配,必須對結構件的連接處進行焊接,每個格擋里面都有13條焊縫必須要焊接,大梁長度不一,格檔的數量不一,焊縫數量眾多,因此制造難度系數大。
2.機器人自動化焊接設備組成
機器人自動化焊接工作站是針對公司岸橋產品中的前大梁結構特征研發出來的一套非標設備。本焊接工作站主要由機器人懸臂系統、軌道系統、焊接系統、電器控制系統等多個系統共同組成,如圖2所示。
機器人懸臂系統由移動底座行走機構、旋轉裝置、立柱、懸臂、升降臂等機構組成,懸臂系統可以覆蓋車間不同的兩個工位,并且可以使得機器人在大梁內部所有的可焊接焊縫均可達。機器人采用日本生產的FANUC機器人,型號LR-Mate400iB,配置了弧焊傳感器和尋位功能,可以進行電弧跟蹤和焊縫起始點尋位,在工件裝配出現安裝誤差可以進行糾偏。軌道系統是依據公司產品的長度來設計,基本上可以覆蓋所有的大梁長度。焊接系統包括焊機、送絲機以及焊槍等設備,焊機采用德國生產的LORCH-S8,可以進行一元化焊接參數調節。機器人與焊機進行數據的傳遞采用了Devicenet現場總線,便于采集生產過程中的焊接電流和電壓實時狀態,為控制系統監控設備的運行狀態提供依據。電器控制系統主要是控制功能,主要是對于周圍運行設備實時狀態進行跟蹤,并且對發生故障的情況發生報警。整個機器人焊接工作站實現一鍵式按鈕啟動,即實現一種無人化操作,也無須其他的人為干預。

圖2 機器人焊接工作站
3.大梁制造工藝以及焊接工藝
(1)大梁相關配套件的預制 機器人自動化焊接對工件的各個配套件組裝精度要求特別高,為了保證工件組裝精度,所有的工件均采用數控下料進行切割加工,其長度、寬度尺寸和直角誤差均控制在技術要求之內,嚴格保證工件的拼裝精度。
(2)大梁相關配套件拼板安裝 各個配套件成形裝配流程如下:首先是底板吊裝,在將底板吊入胎架上定位,應進行充分校平工作,并在底板上標明所有的基準線、檢測線及裝配線。然后,裝配橫隔板,以橫隔板中心線定位,不允許以一側裝配線定位,裝配線僅做參照,裝配時調整隔板垂直度,定位焊固定,保證隔板開襠誤差 d≤0.2%D(D為圖樣要求的隔板開襠);此外,為確保垂直度及施工安全,對于隔板厚度>10mm或高度>2200mm 或帶加強圈的任意板厚的隔板,裝配時調整隔板垂直度后需在兩邊搭制工藝斜撐,并定位焊固定(見圖3)。
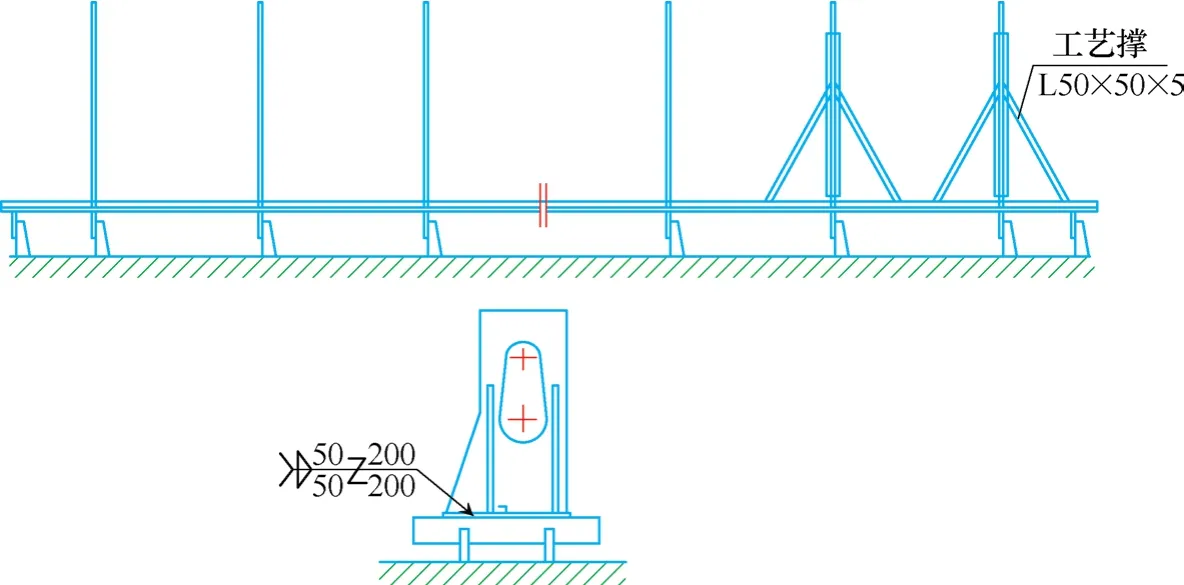
圖3 大梁底板和隔板拼裝

圖4 大梁腹板拼裝
吊裝腹板:腹板應以腹板裝配線定位, 并且垂直于底板,不允許迎合橫隔板尺寸偏差而緊貼橫隔板,從而導致腹板平直度的裝配偏差,垂線控制在H/500,最大垂直偏差<3mm,腹板與底板根部直線度≤2mm/2m,為保持形狀,可以在橫隔板中用卡馬定位(見圖4)。
三面成形裝配結束后,檢查整個大梁的垂直度、隔板的垂直度、底板與胎架的貼合度,檢測合格后,用工藝卡板將底板與胎架固定,防止焊接時大梁扭曲變形。
(3)大梁機器人自動焊接工藝 為了減少岸橋大梁整體的焊接變形量,采用了兩臺機器人同時焊接,并且由中間向兩頭進行焊接,進而可以達到降低整體焊接變形量。單臺機器人進行單個格擋焊接,由于隔板的每條焊縫的焊接都會產生熱影響,進而會影響整個大梁的變形,因此研究單個格擋的焊接順序也是重要的研究內容。為了確保大梁單個格擋焊接變形最小化,采用的焊接順序遵循對稱焊接,焊縫順序如圖5所示。通過以上焊縫順序,在一定程度上降低了整個格擋的整體變形量。
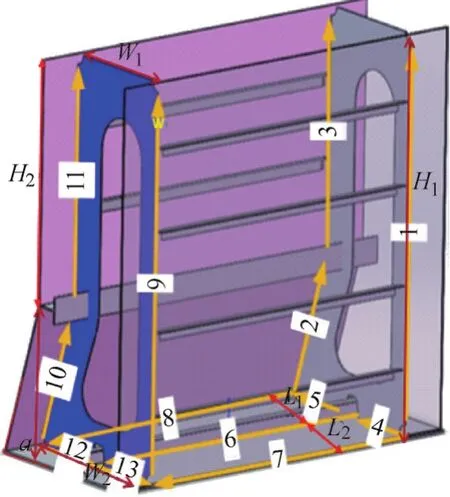
圖5 大梁格擋焊縫焊接順序
4.大梁模擬段測試驗證
通過以上分析,對岸橋大梁進行了模擬段自動化焊接測試驗證,并對模擬段焊接進行了工藝評定,包括焊縫的金相試驗、硬度試驗和RT測試,如圖6所示。
(1)大梁焊縫外觀 通過觀察大梁內部各個焊縫位置的焊縫外觀,立焊縫的外觀成形良好,無任何缺陷,外觀呈現魚鱗狀,焊腳大小合適,符合標準要求。仰立焊和平焊縫的外觀成形和立焊縫的一樣,都是良好,無任何缺陷。垂直于焊接方向截取試樣,首先,將試樣使用砂紙打磨,將焊縫橫平面磨平,成光亮狀態,然后進行拋光。其次,使用10%硝酸酒精溶液進行腐蝕,并采用RT對焊縫組織進行了磁粉檢測。
(2)焊縫組織硬度試驗結果 本次使用的設備為HV-10A維氏硬度計,在10kg負載下測定,總共測試了32個點,測試位置在熔合線10mm處,如圖7所示,硬度值如附表所示。通過硬度測試,熱影響區硬度值最高,達到277HV10,焊縫區硬度值達到260.5 HV10,母材區的硬度值為215 HV10。通過測量焊縫組織整個區域的硬度值,結果符合技術規范要求。

圖6 模擬段焊接

焊縫硬度值
5.結語
本文通過對岸橋大梁采用弧焊機器人焊接,從自動化裝備、焊接工裝以及焊接工藝分析和研究,確定了一套完整的機器人自動化焊接工作站的方案。通過建立機器人焊接工作站,進行大梁模擬段驗證,并且對焊后的工件進行RT測試,以及截取了部分區域做硬度力學測試。大梁焊縫外觀成形良好,無任何咬邊等缺陷,并且通過了RT測試,均合格。首先試件焊縫橫截面區域硬度值呈現熱影響區最大,其次是焊縫區,最后是母材區,硬度值符合技術規范要求。目前,弧焊機器人焊接工作站已經在公司大梁生產中投入運行,大大地促進了公司自動化裝備的升級,進而提高了公司整體的生產效率。

圖7 硬度測試位置
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業技術學院學報(2017年4期)2017-05-25 13:26:35
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07
