基于數字射線的耐張線夾壓接質量評價試驗
2018-12-07 03:18:24趙洲峰王若民陳國宏印衛佳鄒君文
浙江電力 2018年11期
關鍵詞:檢測
趙洲峰,王若民,陳國宏,印衛佳,周 楨,鄒君文
(1.國網浙江省電力有限公司電力科學研究院,杭州 310014;2.國網安徽省電力有限公司電力科學研究院,合肥 230000;3.浙江省電力壓力容器檢驗所有限公司,杭州 310014)
0 引言
耐張線夾是特高壓輸電線路遠距離不間斷輸電的重要金具,用于將導線或地線錨固于非直線桿塔的耐張絕緣子串上。對壓縮性耐張線夾而言,由于壓接質量問題,當線路出現負荷過大、導線覆冰或舞動等極端情況時,極易引發線路強度下降,出現掉線事故,影響電網的安全穩定運行[1-7]。我國現有耐張線夾壓接質量檢查主要是對壓接后試件進行握力試驗以對邊距測量、外觀檢驗等[8-19],而缺乏對金具內部導線和鋼芯壓接狀態的無損檢測方法和質量評價標準。
射線檢測和超聲檢測是檢測工件內部缺陷的常用手段。河北電科院將小型X射線裝置用于檢測架空輸電線路壓接金具質量,驗證了X射線探傷可以顯示耐張線夾內部壓接質量[11]。南方電網公司也開發類似射線檢測裝置用于耐張線夾和接續管壓接質量的在線檢測[12]。華北電力大學基于X射線檢測結果,探討了鋼芯與鋁管壓接尺寸對導線承拉力的綜合影響[13]。湖北電科院提出利用超聲波測厚儀快速檢查耐張線夾壓接位置和檢查壓接質量[14]。然而,針對耐張線夾內部可能存在的鋼錨和鋁管壓接部位凹槽欠壓、鋼芯和鋼管壓接部位未壓接、鋁管和導線壓接部位未壓接、鋼管彎曲度過大等隱蔽型缺陷的檢測及評價工作,尚未見系統研究。
針對以上問題,本文開展基于數字射線的耐張線夾壓接質量評價技術試驗,設計和制作含典型內部壓接缺陷的模擬試件,進行壓接后的射線檢測以及握力試驗,對比分析含不同壓接缺陷金具的承拉能力,為檢測質量等級評判提供指導。
1 試驗方案設計
1.1 模擬試件
試驗用導線型號為JL/G1A-720/50-45/7,其鋼芯股數為7股,外徑3.018 mm,鋁線股數為45股,外徑4.512 mm,計算拉斷力為179.65 kN。線夾鋼錨平均外徑約20 mm,內徑約9.5 mm,壓接長度約127 mm,凹槽個數為3個;鋁管平均外徑約60 mm,內徑約37.5 mm,壓接長度371 mm。按照DL/T 5285-2018《輸變電工程架空導線及地線液壓壓接工藝規程》,共制作7大類試樣,分別為:正常壓接,不保壓壓接(壓接到80 MPa時不保持3~5 s)、鋼錨和鋁管壓接部位凹槽少壓(未壓接凹槽數1~3個);芯線和鋼管壓接部位未壓接(未壓接長度10%~70%);鋁管和導線壓接部位(未壓接長度10%~70%);鋼管彎曲(彎曲度2%);鋁管彎曲(彎曲度2%),缺陷位置示意如圖1所示。
1.2 數字射線檢測
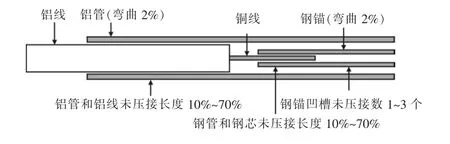
圖1 壓接缺陷分布
對所有模擬試件的缺陷設置位置進行數字射線檢測。射線檢測系統由便攜式X射線機(管電壓0.3 MeV、焦點3.0 mm)、平板探測器(非晶硅、成像面積410 mm×410 mm、分辨率2.5 Lp/mm)、遠程控制臺、工裝夾具等部分組成。射線檢測工藝確保重點檢測部位的成像清晰、信息完備,并且整個缺陷區域在一張底片上顯示,具體檢測參數為:管電壓80 kV、管電流3 mA、焦距600 mm、焦點3 mm、曝光時間8 s。
1.3 握力試驗
按GB/T 2317.1-2008《電力金具試驗方法 第1部分:機械試驗》要求對所有試件進行握力試驗,采用YSJ-1000型號的液壓臥式拉力機,按以下加載步驟可得到載荷特性(見圖2):
(1)將樣品兩端安裝在拉力試驗機上,施加載荷達到導線計算拉斷力的20%,在耐張線夾端口的導線上作一個參考標記,以測量導線相對于耐張線夾的滑移量。
(2)在不少于30 s時間內,將拉力逐步增加到導線計算拉斷力的50%,保持120 s。
(3)在不少于30 s時間內,將拉力逐步增加到規定的握力值(導線計算拉斷力的95%),保持60 s。
(4)如果試驗合格,繼續施加張力,直至導線斷裂或線夾出現滑移,記錄此時拉力值和斷裂位置。
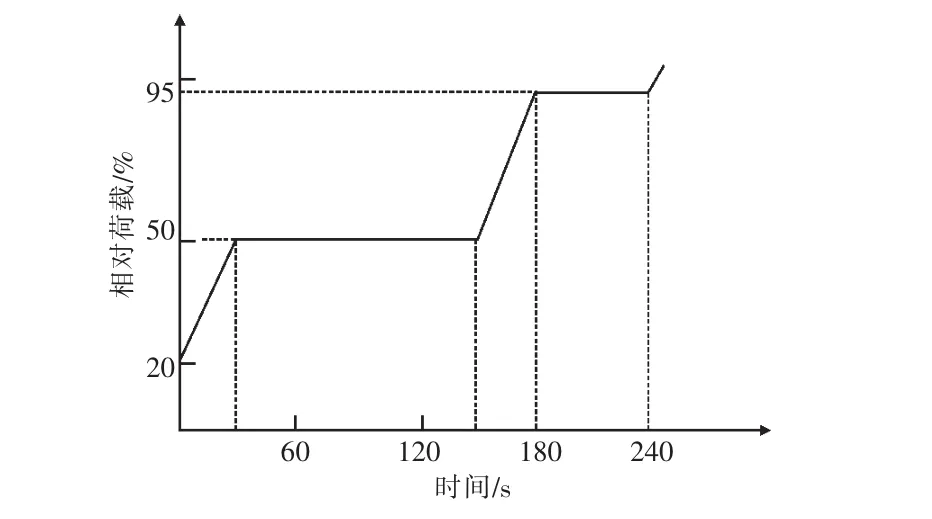
圖2 握力試驗載荷特性
2 試驗結果與討論
2.1 數字射線檢測結果
數字射線檢測結果如圖3所示,可以看到,數字射線底片清晰反映了線夾內部結構(包括鋼芯、鋼錨、導線和鋁管),且可以直觀顯示所設置壓接缺陷形貌。鋼錨和鋁管的壓接情況如圖3(b)所示,可以看到待壓槽為3個,而未壓槽1個;芯線和鋼錨的未壓接長度、鋁管和導線的未壓接長度均可以通過射線底片圖直接測量,如圖3(c)、圖 3(e)所示;芯線和鋼錨壓接時鋼錨的彎曲度、鋁管和導線壓接時鋁管彎曲度也可以通過射線底片圖直接測量, 如圖 3(d)、 圖 3(f)所示。因此,數字射線是檢測耐張線夾壓接質量的有效手段,可以直觀檢驗出線夾內部的欠壓缺陷,并對缺陷尺寸進行測量。但是對于壓接位置正確而未進行保壓處理的試樣(如圖3(a)所示),由于缺少直觀的缺陷圖像,通過射線底片難以判斷,需要通過握力試驗或者其他手段進一步確認。
2.2 握力試驗結果及與射線檢測對比分析
握力試驗是耐張線夾壓接質量檢驗的重要手段,現對7類試樣的握力試驗結果進行分別討論。
表1為無缺陷試樣、未保壓試樣、鋁管彎曲試樣以及鋼管彎曲試樣的握力試驗結果,可以看到:未保壓、鋁管彎曲以及鋼管彎曲這3種情況下的握力試驗均為合格,斷裂張力與導線的計算拉斷力相當,斷裂位置以鋁導線為主,只有未保壓時為鋼芯斷裂,如圖4所示。可見,僅利用握力試驗難以發現鋁管和鋼管彎曲等壓接缺陷。因此,對于鋁管和鋼管彎曲度的射線評級標準,可以借鑒DL/T 5285-2018標準中的質量要求[12],其臨界值定位為彎曲度不超過總長度的2%。
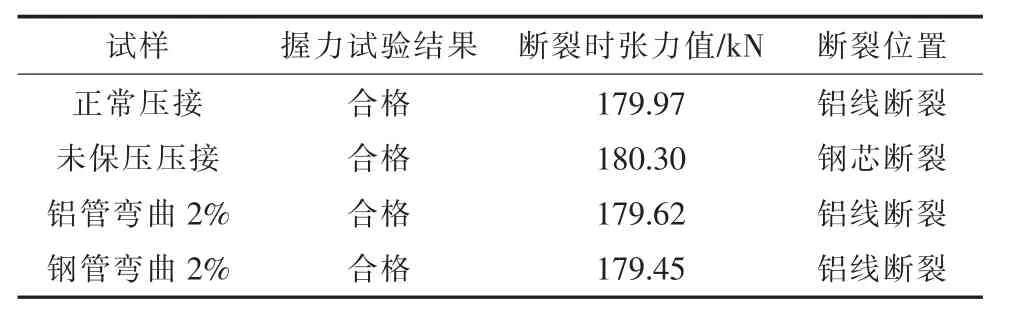
表1 未保壓及彎曲試樣的握力試驗結果
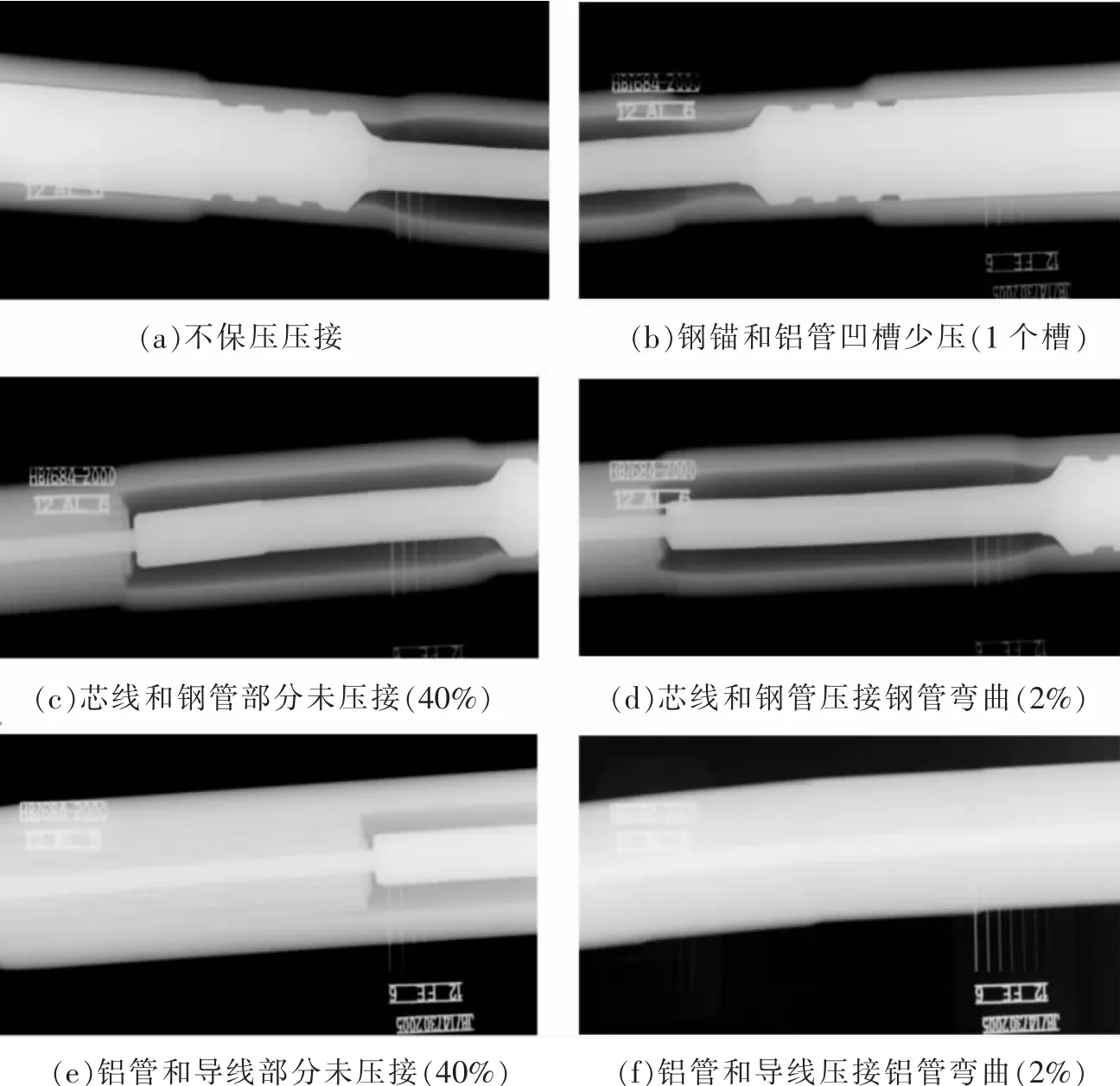
圖3 不同缺陷的數字射線檢測的圖像顯示
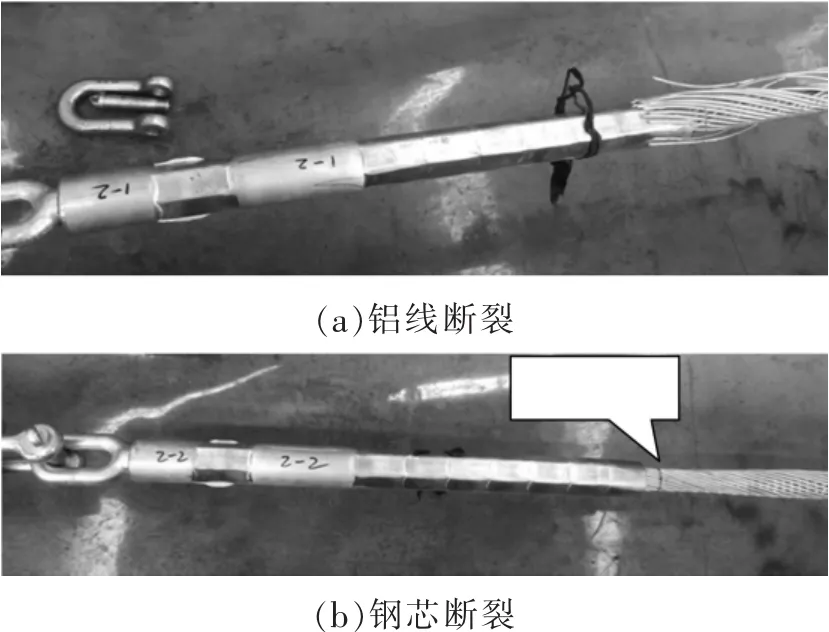
圖4 斷裂試樣實物圖像
對于試樣凹槽少壓的情況,分別選取少壓1凹槽、少壓2凹槽、少壓3凹槽3種試樣,并將其與正常壓接試樣進行對比,結果如表2所示。本次選取的樣品一共有3個凹槽,當少壓1個或者2個凹槽時,盡管斷裂張力值與導線計算拉斷力略有變化,但是握力試驗結果均為合格,只有當3個凹槽完全不壓接時才出現握力試驗不合格情況,此時斷裂張力值僅為101.26 kN。因此,如果以握力試驗結果作為判定依據,則射線檢測需要確認至少1個凹槽被壓接完好。另外,對于凹槽欠壓接情況,不論握力試驗是否合格,斷裂位置均為鋼芯,這是因為未壓接導致鋼芯部位為受力薄弱環節。
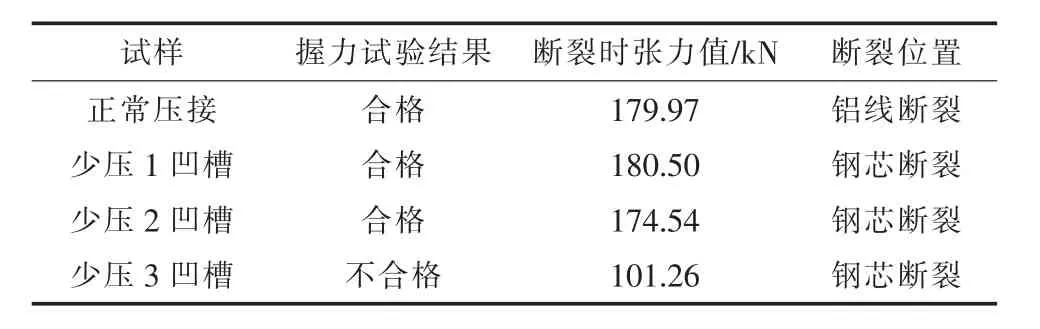
表2 凹槽少壓試樣的握力試驗結果
對于鋼芯和鋼管存在部分未壓接的情況,其握力試驗結果如圖5(a)所示,當未壓接長度不超過50%時,握力試驗合格,斷裂張力值在174~180 kN,與導線計算拉斷力相差不大;當未壓接長度為60%時,握力試驗不合格,斷裂張力值為167.24 kN,與導線計算拉斷力相差較大,這說明對于鋼芯和鋼管未壓接情況,其握力性能臨界值出現在未壓接長度60%,可以此作為數字射線檢測的質量等級依據。隨著鋼芯和鋼管未壓接長度的增大,線夾斷裂位置也出現差異,當未壓接長度為10%和20%時,斷裂位置與正常壓接試樣一致,均為鋁線斷裂;當未壓接長度為30%和40%時,鋼芯處為受力薄弱環節,所以發生斷裂;當未壓接長度超過50%時,鋁線為主要承力部件,在拉伸過程中發生斷裂。
對于鋁管和導線存在部分未壓接的情況,如圖5(b)所示,同樣是當未壓接長度不超過50%時,握力試驗合格,斷裂張力值穩定在182 kN左右,比導線計算拉斷力略大;當未壓接長度為60%時,握力試驗不合格,斷裂張力值為172.84 kN,與導線計算拉斷力相差較大,這說明對鋁管和導線未壓接情況,其握力性能臨界值出現在未壓接長度為60%,可以此作為數字射線檢測的質量等級依據。隨著鋁管和導線未壓接長度的增大,線夾斷裂位置也出現差異性,當未壓接長度小于50%,斷裂位置為鋁線斷裂;當未壓接長度超過50%時,斷裂位置為鋼芯斷裂。
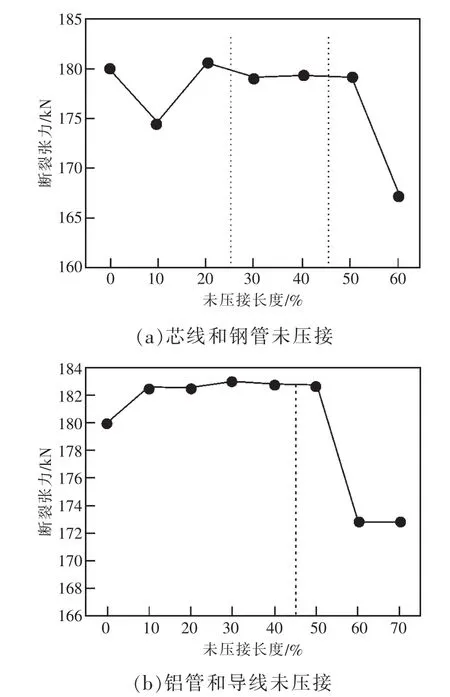
圖5 不同長度未壓接的握力試驗結果
3 結論
(1)數字射線檢測技術可以直觀顯示耐張線夾內部結構,可定量檢驗出鋼錨和鋁管壓接部位凹槽少壓數量、芯線和鋼管壓接部位未壓接長度、鋁管和導線壓接部位長度、鋼管彎曲度以及鋁管彎曲度等缺陷指標。
(2)數字射線檢測技術未能檢測出該種類型線夾未保壓試樣,對未保壓試樣的判斷需進一步分析。
(3)結合握力試驗結果對比分析,可以為構建耐張線夾壓接質量射線檢測標準提供參考依據:凹槽欠壓數量不超過2個;芯線和鋼管未壓接長度小于60%;鋁管和導線未壓接長度小于60%。
(4)對于鋁管彎曲和鋼管彎曲等壓接缺陷,當彎曲度超過2%時,握力試驗結果合格,但是綜合金具驗收標準要求,確定數字射線檢測壓接質量合格依據為彎曲度不超過2%。
猜你喜歡
中國設備工程(2022年12期)2022-07-11 04:33:00
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2019年9期)2019-11-25 07:34:36
中學生數理化·七年級數學人教版(2019年9期)2019-11-25 07:34:34
中學生數理化·七年級數學人教版(2019年12期)2019-05-21 02:53:50
中學生數理化·七年級數學人教版(2019年12期)2019-05-21 02:53:48
