激光熔覆修復軸頸引起的軸振信號畸變分析與診斷
2018-12-07 03:18:32錢榮財吾明良郭進文余化文
浙江電力 2018年11期
關鍵詞:振動
韓 兵,錢榮財,吾明良,郭進文,余化文
(華能國際電力股份有限公司玉環電廠,浙江 臺州 317604)
0 引言
大型汽輪機轉子體積大、質量重,精度等級高,制作工藝復雜,但在運行中常因動靜碰磨、潤滑油帶來雜質等原因導致轉子損傷。一旦損傷不可恢復,返廠修復成本高昂,工期長,如果能在線對局部損壞的汽輪機轉子進行修復再利用,無疑將大幅節省生產成本。
激光熔覆技術是20世紀70年代隨著大功率激光器的發展而興起的一種表面改性技術,能明顯改善基體表面耐磨、耐腐蝕、耐熱、抗氧化及電氣特性,可以在廉價金屬基材上制備出高性能的合金表面而不影響基體的性質[1-3]。目前已廣泛應用于表面涂層、金屬構件修復等領域[4-6],行業內對激光熔覆技術的研究及應用都非常重視。然而目前激光熔覆技術仍存在一些短板,如熔覆層質量不太穩定,在激光熔覆過程中,加熱和冷卻速度極快,再加上熔覆層和基體材料在溫度梯度和熱膨脹系數等方面存在差異,從而使熔覆層容易產生多種缺陷,主要包括氣孔、裂紋、變形等,另外激光熔覆層的服役性能很大程度上受熔覆材料影響[7],國內外研究人員仍在不斷探索。
本文介紹了某臺百萬機組軸頸修復后,基體表面特性發生改變,從而造成電渦流軸振信號畸變的分析診斷過程。
1 激光熔覆
1.1 技術原理
高能量密度激光束照射在被加工工件表面時,在工件表面形成微區熔池,特制的合金粉末在惰性氣體載氣帶動下,被送入熔池區域并熔化,隨之迅速凝固。在激光掃描路徑的后方形成與被加工工件母材完全冶金結合的熔覆層。
1.2 技術優點
與工業中常用的堆焊、熱噴涂和等離子噴焊等相比,激光熔覆有以下優點:
(1)激光熔覆層與基體為致密冶金結合,晶粒細小[8-9],不會產生粗大組織。
(2)基體材料在激光加工過程中僅表面微熔,最小微熔層約0.05~0.1 mm。熔覆過程中,基體熱影響區小,溫升不超過80℃。
(3)激光能量集中,作用時間短,可在熔覆層比較薄的情況下,獲得所要求的成分和性能,節約昂貴的合金覆層材料[7,10]。
(4)軸頸激光修復采用熔覆區域不間斷連續圓周性工作,不存在軸向搭接,使轉子圓周性均勻受熱,不產生熔覆區域的結構應力。
(5)激光器、激光頭、送粉器以及工業攝像機進行實時工作監控,自動化程度高,可控性好,能確保連續穩定工作,熔覆層質量穩定。
2 轉子修復過程
2.1 轉子損傷概況
某發電廠4號汽輪機為上海電氣電站集團生產的超超臨界、中間再熱、反動凝汽式汽輪機,型號為N1000-26.25/600/600。低壓A轉子總長8 057 mm,4號瓦軸頸損傷部位Φ560h6,該段軸頸總長約940 mm,其中軸頸與軸瓦接觸部位長度約560 mm;轉子總重量109 t,轉子為單點支撐,材質為26NiCrMoV14-5。
該機組汽輪機低壓A轉子4號瓦軸頸上共有4處周向損傷,寬度分別為25 mm,60 mm,30 mm,55 mm,其中有一溝槽,深度達2 mm左右,影響設備安全運行,如圖1所示。
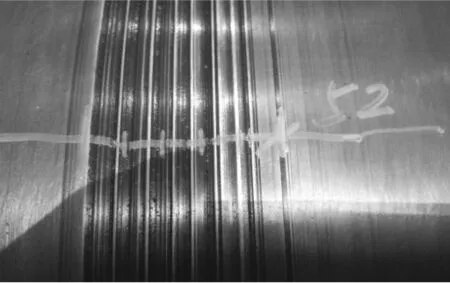
圖1 軸頸損傷實拍
2.2 修復過程
首先通過徑向與軸向多點檢測原始軸段的橢圓度和錐度等數據,并進行無損探傷及硬度檢測。初步確認進行激光熔覆各部位的形位公差、修復范圍、加工內容等。遵循最小去除量原則,車削損傷部位,并與未損軸頸交接處保證斜角過渡,底部槽與斜面成圓滑過渡,避免后期加工應力集中問題。損傷部位初加工后,經著色檢測確認無潛在缺陷,記錄加工后尺寸,如圖2所示。
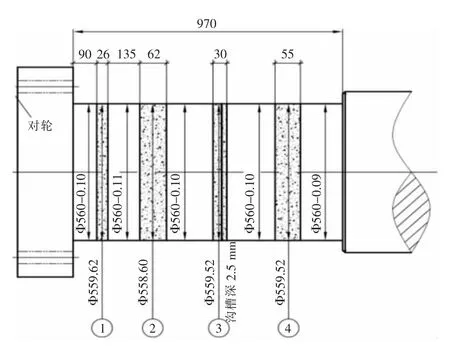
圖2 加工尺寸
選用德國進口10 000 W大功率半導體光纖熔覆機,采用同步送粉的方法對軸頸進行熔覆。熔覆過程中轉子以低于10 r/min的轉速均勻、連續轉動,保證軸頸跳動小于0.02 mm。單層熔覆后進行打磨清理,探傷合格后繼續下一層熔覆,最后一層熔覆厚度高于基體面約0.5 mm,以確保加工余量。精加工切削、打磨,修復后軸頸外圓尺寸與原始軸頸外圓尺寸偏差不大于0.02 mm,表面粗糙度小于RA0.8,軸頸圓度不大于0.02 mm,徑向圓跳動公差不大于0.02 mm,軸頸圓柱度公差不大于0.01 mm,修復后的軸頸與未修復部分的同軸度不大于0.02 mm,熔覆層硬度在HB220~HB250,修復后的軸頸潔凈光滑,如圖3所示。
3 異常振動的分析與處理
3.1 振動現象
轉子修復后,機組于12月2日22:15啟機,低轉速下振動有異常偏大現象,沖轉過程中隨著轉速上升,振動隨之減小,過臨界轉速時,沒有出現明顯共振峰特征。轉速升至3 000 r/min時,合成值50 μm左右,瓦振僅約1 mm/s,均處于優秀范圍內,未發現異常。

圖3 修復后軸頸實拍
機組定速3 000 r/min后繼續運行,DCS(分散控制系統)顯示軸振有爬升跡象,12月3日02:00,軸振合成值已爬升至100 μm左右,運行人員判斷為低壓轉子軸封處發生動靜碰磨,調整凝汽器真空及軸封汽,未取得理想效果。03:20振動繼續爬升至250 μm,如圖4所示,超過手動打閘值,而瓦振仍維持在1 mm/s左右,由于機組采用瓦振保護策略,機組尚未跳機,但面臨是否停機的抉擇。
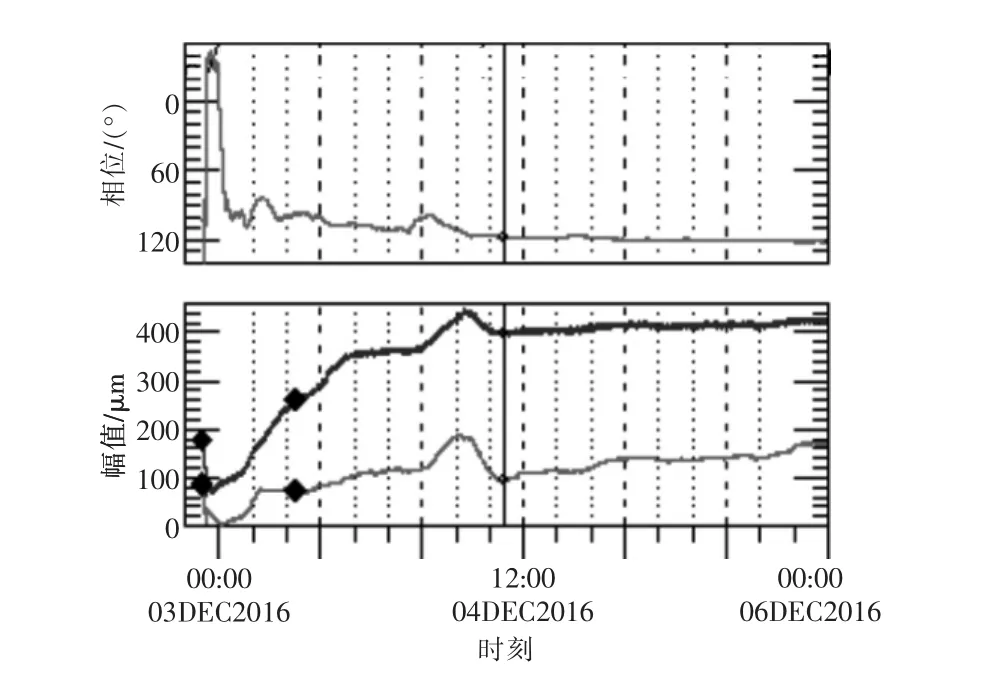
圖4 4X軸振趨勢
3.2 分析診斷
機組定速3 000 r/min時振動較小,隨著時間的推移,振動開始緩慢爬升,僅從DCS顯示的振動幅值看,很容易誤認為機組發生了碰磨故障。然而仔細分析數據,發現有以下特點:
(1)該類型機組由于單支撐結構,4瓦承載重,軸振更容易傳遞至瓦振,引起瓦振偏大,而4號瓦軸振合成值已超過250 μm,瓦振僅1 mm/s,屬非正常現象[11]。
(2)專業測振儀器顯示軸振爬升時,振動1倍頻分量變化不大,幅值、角度變化不大。
(3)4號瓦瓦溫、回油溫度正常,相鄰軸承振動沒有同步爬升跡象。
(4)軸振頻率成分非常廣,各倍頻成分都存在,且高倍頻占主要成分,如圖5所示。
(5)熱工人員檢查4X/4Y測量回路,但均未發現異常。
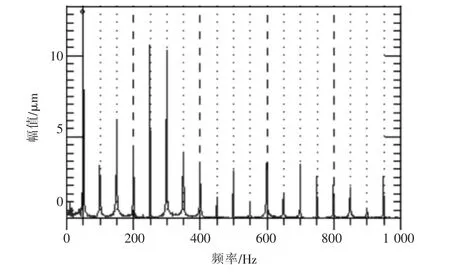
圖5 4X軸振頻譜
X/Y方向同時出現相同故障必然存在某一共性問題。回查啟機數據,發現振動爬升與轉子的軸向位移有明顯關聯,結合此次檢修對轉子軸頸磨損部位的修復,分析判斷為測量軸振的渦流傳感器隨著轉子的膨脹可能正好落入轉子基體與熔覆區交界處,由于激光熔覆轉子表面的熔覆層與基體呈現2種金屬質地,使得渦流傳感器的感應磁場發生畸變,從而產生畸變感應電流,造成測量信號失真,即該點的軸振數據已不能真實反映4號瓦的軸振大小[12]。
3.3 改進措施
查看軸振渦流探頭的安裝圖紙,發現其安裝位置確實在被修復軸頸段,如圖6所示。在明確故障原因后,采取以下措施:
(1)運行過程中以4號瓦瓦振作為監測點來判斷振動狀況。
(2)加強鄰近軸承的振動監視。
(3)4號軸振已失去監測作用,需要待下次檢修時,重新調整渦流探頭安裝位置,避開修復區。
機組在隨后的運行中,未出現振動問題。本次對4瓦軸振的準確判斷保證了機組安全運行,避免了盲目停機。
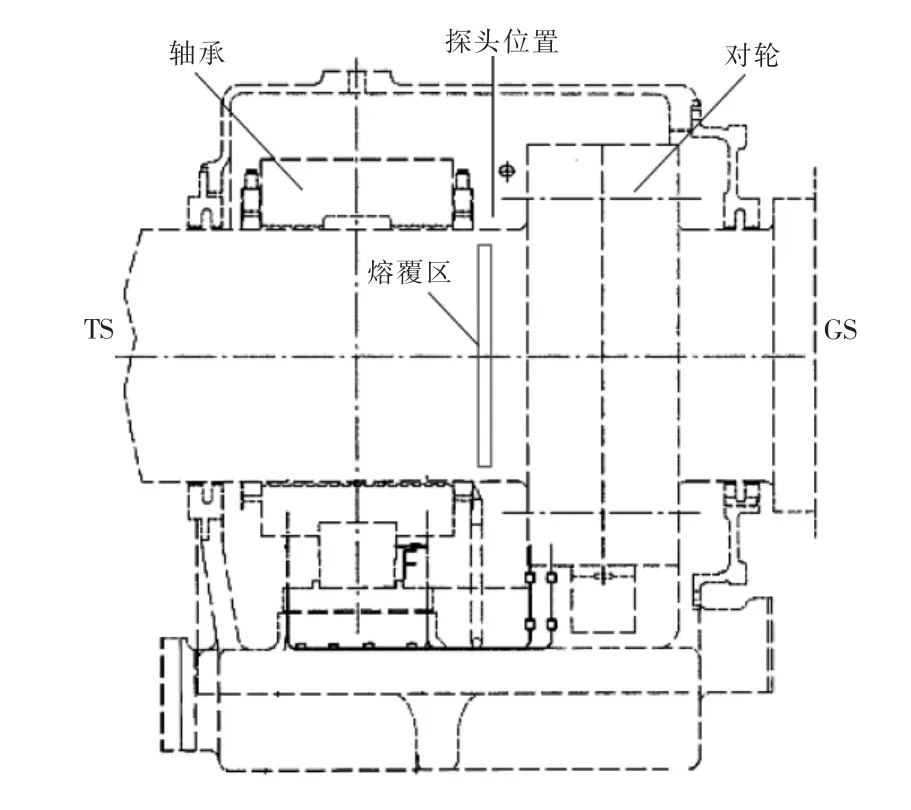
圖6 熔覆區與軸振探頭安裝位置
4 渦流傳感器
4.1 渦流傳感器原理
由前置器中石英振蕩器產生頻率為1~2 MHz的高頻振蕩電流,通過延伸電纜流入傳感器探頭的端部線圈,產生交變的高頻磁場[13]。當被測金屬體靠近這一磁場,則在此金屬表面產生感應渦流,此感應渦流產生的磁通又反作用于探頭端部線圈,使頭部線圈高頻電流的幅度和相位得到改變,這一變化由前置器的回路經放大、檢波和濾波,轉換成電壓輸出。若一定范圍內保證金屬導體的電導率б、磁導率ξ、尺寸因子τ、電流強度I等參數不變,則此輸出電壓就成為端部線圈與金屬導體表面的距離D的單值函數,包含直流分量和交流分量:直流分量表示探頭與軸表面的平均距離,稱為間隙電壓;交流分量反映軸相對于探頭的振動[14]。
4.2 影響因素
由渦流傳感器的工作原理可知,為了得到反映位移變化的單值函數,需要保證被測體電導率б、磁導率ξ、尺寸因子τ等參數穩定。實際測量中任何破壞這種單值函數關系的因素,都會導致最終的測量失真。
(1)熔覆區與基體之間的金相組織不同、結晶結構不同,區間存在明顯的分界線[15],渦流感應將發生不可預知的變化,加之殘磁的存在也會影響感應磁場,導致振動信號的波形發生畸變。
(2)電渦流效應主要集中在被測體表面,熔覆區合金材料的電導率б、磁導率ξ與基體不同,硬度往往也高于基體[16],直接影響渦流效應的強弱,從而影響傳感器的靈敏度和線性范圍,造成振動幅值大小發生變化。
(3)不規則的被測體表面會帶來實際的測量附加誤差,甚至出現尖峰值,因此被測體表面應該平整光滑,不應存在凸起、洞眼、刻痕、凹槽等缺陷。激光熔覆修復后軸頸圓柱面存在一定的徑向圓跳動公差,將在振動幅值上疊加10~20 μm的誤差。
5 結論
(1)機組4號瓦振動爬升現象與動靜碰磨故障有相似之處,但通過頻譜分析否定了這一判斷。對振動故障的分析診斷需要全面掌握各方面數據,嚴謹分析,不可基于單一數據和單一現象。
(2)隨著浙江省內特高壓落地負荷增加,火電機組參與調峰,啟停頻繁,容易造成轉子疲勞損傷,產生裂紋,也增加了轉子發生動靜碰磨的可能,損傷轉子。
(3)激光熔覆技術已廣泛用于轉子表面的損傷修復,過程中一般先對損傷轉子進行車削處理,勢必擴大修復區域。故修復后要檢查是否影響到渦流傳感器的測量,必要時更換測量位置,避免信號失真,喪失對該測點的振動監測。
(4)對渦流傳感器的工作原理、安裝要求及影響因素要有足夠的認識,汽輪發電機組普遍采用軸振信號作為振動保護,若人為因素造成測量失真導致機組跳機,損失巨大。
猜你喜歡
科學大眾(2023年17期)2023-10-26 07:39:14
大電機技術(2022年5期)2022-11-17 08:12:48
天天愛科學(2020年6期)2020-09-10 07:22:44
瘋狂英語·新讀寫(2020年3期)2020-06-06 09:05:56
數學物理學報(2018年4期)2018-09-14 03:40:58
數學物理學報(2017年6期)2018-01-22 02:26:40
船海工程(2015年4期)2016-01-05 15:53:26
噪聲與振動控制(2015年4期)2015-01-01 07:08:44
計算物理(2014年2期)2014-03-11 17:01:44
鄭州大學學報(理學版)(2014年3期)2014-03-01 04:21:00
