鋼卷塔形拍平裝置液壓原理設計的改進
2018-12-20 06:28:10唐明姣
現代制造技術與裝備 2018年11期
關鍵詞:設計
唐明姣
(馬鋼集團設計研究院有限責任公司,馬鞍山 243000)
在鋼鐵行業中,熱軋板帶生產通常以成卷樣式交付給客戶,因此鋼卷卷形是熱軋產品外觀質量的重要指標,而熱軋板帶在卷取過程中形成的鋼卷塔是最常見的一種外觀缺陷。某鋼廠2015年初在1580熱軋生產線上新建了一臺塔形拍平裝置,采用液壓缸驅動,用來消除鋼卷塔形,保證鋼卷的質量。投產使用后,出現兩個問題,第一,鋼卷塔形的拍卷力每次只能設定一種,無法滿足不同規格鋼卷的拍平要求;第二,回油路背壓太高。2016年初,該鋼廠決定在2250熱軋生產線上也新建一臺類似于1580熱軋線上的塔形拍平裝置,此裝置要求具備兩檔拍卷力,且要解決原有回油背壓過高的問題。本文針對這些要求,在現有液壓原理設計上進行優化,提出具體的改進措施。
1 分析設備結構
1580熱軋和2250熱軋生產線上使用的塔形拍平裝置都屬于新型的專用設備,采用懸掛安裝結構形式,由一個拍卷液壓缸驅動鋼卷兩側的壓板,通過擠壓來實現鋼卷塔形拍平的目標,最后復位缸驅動移動小車恢復初始拍卷位置。主要設備構成有移動小車、復位缸、機架、拍卷缸、活動和固定壓板等,如圖1所示。
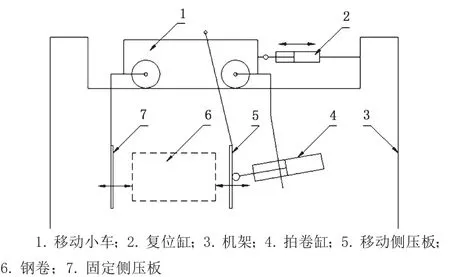
圖1 塔形拍平裝置結構
2 1580熱軋塔形拍平裝置液壓原理
1580熱軋塔形拍平裝置液壓原理如圖2,該裝置于2015年初設計完成,目前仍在使用,1580熱軋塔形拍平裝置液壓原理如下。
電液閥利用電磁鐵得失電控制拍卷缸伸出和縮回,液壓鎖可以隨時鎖定拍卷缸,保證拍卷壓板停在制定位置,最后通過出口節流閥調節流量,控制拍卷壓板的速度,具體原理如圖2所示。但該種液壓方法與現場實際生產情況不符。在實際生產中,鋼卷的種類不止一種,即使同類型的鋼卷重量也不盡相同,一種拍卷力不能滿足要求。另外現有液壓系統中的出口節流閥背壓太高,復位缸不能驅動移動小車順利復位,導致拍卷壓板不能及時打開。
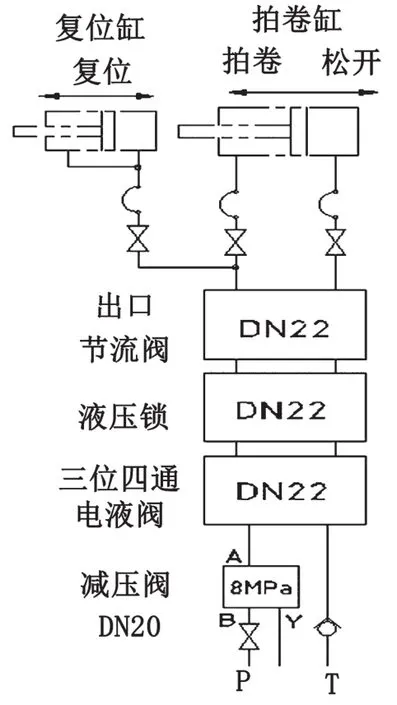
圖2 現有液壓原理
3 2250熱軋塔形拍平裝置液壓原理設計
2016年初鋼廠決定在2250熱軋線上新建一臺類似的塔形拍平裝置,明確要求拍卷力可手動調節壓力。為滿足此要求,在原有液壓系統上進行了兩種改進設計:第一,在主油路電液閥前并聯兩個主減壓閥,用二位四通電液閥切換,該改進方案中的減壓閥和電液閥,通徑與主油路一樣,尺寸稍微偏大;第二,在主油路上設置一個主減壓閥,并在旁路上設置兩個小通徑溢流閥,溢流閥上設定不同壓力,用二位四通電磁閥切換溢流閥以控制主減壓閥的壓力。
兩種改進方案進行比較,可得改進方案二是小通徑設計,經濟可行。另外原有液壓系統背壓過高,移動小車無法是拍卷壓板復位,本次設計時改用進口節流,很好地解決了背壓問題,具體改進設計原理如圖3所示。
4 結語
本次設計在參考現有液壓原理的基礎上進行改造,選擇最合理經濟的方案,以求滿足生產工藝要求,目前改造后的鋼卷塔形拍平裝置已投入使用,運行狀況平穩良好,故該鋼廠將全面啟動1580熱軋塔形拍平裝置液壓原理的改造計劃。
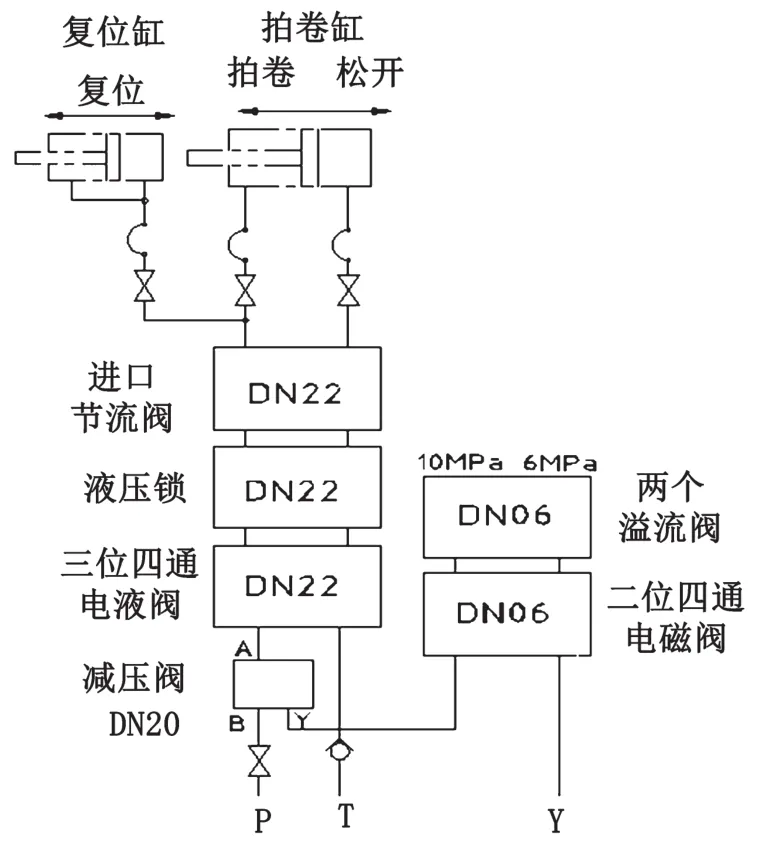
圖3 改進后的液壓原理
猜你喜歡
河北畫報(2020年8期)2020-10-27 02:54:06
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
電子制作(2019年19期)2019-11-23 08:41:36
電子制作(2019年15期)2019-08-27 01:11:50
電子制作(2019年7期)2019-04-25 13:18:16
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
商周刊(2017年26期)2017-04-25 08:13:04
