高鈦型高爐渣的膨化技術研究
2018-12-20 09:56:36王杜檳蔡建利湯春林林永剛曹立榮
四川冶金 2018年5期
王杜檳,蔡建利,湯春林,林永剛,曹立榮,李 傳
(1.四川省勁騰環保建材有限公司,四川 內江 642469;2.四川匯源鋼建裝配建筑有限公司,四川 成都 610100)
我國西南攀西地區蘊藏著極其豐富的釩鈦磁鐵礦,探明儲量超過90億噸,保有儲量約34億噸,是國內僅次于鞍鋼地區的重要鐵礦資源,Fe儲量占我國的20%,TiO2儲量占我國的90%以上,V2O5儲量占我國的80%以上[1-2]。目前國內只有攀鋼集團、川威集團的成渝釩鈦科技有限公司、河北鋼鐵集團的承德新新釩鈦股份有限公司三大釩鈦基地在使用釩鈦磁鐵礦冶煉,提釩煉鐵后形成TiO2含量達15%~25%的高鈦型高爐渣。
長期以來,高鈦型高爐渣的處理及應用一直采用水沖渣和干渣兩種形式。水沖渣是用高壓水槍沖擊熔融狀態的高爐渣,使其迅速冷卻、碎化,渣體粒徑在0.1~2.0 mm之間,不能用作建筑用骨料,僅能作為水泥摻混料使用。干渣是將高溫熔渣直接排放、自然冷卻,經破碎、篩選、分級等處理后可部分用于建筑材料,但由于其工序繁多,成本較高,且比重大多在1.8~2.5 kg/cm3之間,不符合輕質要求[3]。因此,高鈦型高爐渣作為高爐冶煉的固體廢物,使用價值受其后續制品的限制,一直以來應用范圍十分有限。
1 高鈦型高爐渣處理工藝及技術進展
1.1 高鈦型高爐渣處理及應用現狀
高鈦型高爐渣的處理工藝通常有急冷工藝、慢冷工藝和半急冷工藝。急冷工藝采用水淬方式,包括爐前水沖渣法、池式法、大沉淀池法等,其中爐前水沖渣法是對從高爐內出來溫度約1400~1550 ℃的熱熔渣用高壓水急冷,直接散落于流渣溝內,流入水池,是目前應用最普遍的方法,投資少、成本低。在急冷處理過程中,熔融的高爐渣中的絕大部分物質來不及形成穩定的晶體化合物,而以玻璃體形式將來不及釋放的熱能轉化為化學能儲存起來,從而具有潛在的化學活性。慢冷工藝包括熱潑法、堤式法、機械澆注法、戈特曼法等。半急冷工藝是將熱熔渣經機械與水的共同作用而形成的一層堅硬多孔的礦渣,其冷卻強度介于急冷和慢冷工藝之間,形成的礦渣比重較小[4]。
高鈦型高爐渣根據不同的處理工藝,其綜合利用途徑主要為:礦渣水泥、石膏礦渣水泥、無熟料礦渣水泥等,礦渣磚和濕碾礦渣混凝土制品,礦渣碎石,礦渣輕骨料,礦渣微晶玻璃,礦渣鑄石,礦渣棉和連續纖維,農業肥料等。
重慶大學在二十世紀70~80年代深入開展了高鈦型高爐渣用作水泥混合材的技術研究,發現在水泥中只能添加8%~10%的高爐渣,且不能生產高標號的水泥[5]。長期以來,國內外對高鈦型高爐渣的綜合利用進行了大量的研究,但一直沒找到一個技術和經濟上均可行的大規模有效利用的方法。
目前,四川省星船城水泥股份有限公司利用成渝釩鈦科技有限公司的含水約25%的高鈦型高爐渣,經過磁選分離鐵組分、烘干到水分6%以下后作為生產水泥的摻混料使用,但消耗量不到高爐渣總量的10%。
無論川威集團、攀鋼集團還是河北鋼鐵集團,高鈦型高爐渣均未能大規模利用,導致高鈦型高爐渣大量堆積,堆渣場占用大量土地,既污染環境又造成巨大經濟損失。因此,對高鈦型高爐渣進行綜合利用的研究具有十分重要的科學價值和工程應用前景。
2 高鈦型高爐渣膨化技術
通過急冷工藝處理高鈦型高爐渣得到的水渣,顆粒細小均勻,不能形成有效的顆粒級配,同時因堆積密度大,應用于混凝土制品時難以滿足輕質的要求。半急冷工藝處理得到的水渣呈塊狀,需破碎后才適合于工程應用。慢冷工藝處理得到的水渣物性不穩定,幾乎沒有商業用途。針對高鈦型高爐渣現有處理工藝及應用現狀,筆者研究并提出了一種膨化處理技術,將高鈦型高爐渣轉化成一種輕質、高強、顆粒級配優良的節能環保建筑材料。
2.1 工藝路線
本技術的工藝路線為:
(1)先對高鈦型高爐渣進行除鐵分流處理;
(2)用高壓冷卻水對高爐渣進行噴淋急冷;
(3)再用粒化輪對正在急冷的高爐渣進行機械拋射,使高爐渣沿不同的拋物線彈出并相互碰撞,在風冷、低溫水急冷及機械外力的共同作用下,使高爐渣發生物理、化學和熱力學的變化;
(4)使拋射處理的高爐渣落入集渣槽,繼續在冷水中爆裂膨化,形成膨化渣;
(5)將帶水的膨化渣由集渣槽排到干渣坑堆放,使其自然干燥;
(6)干燥的膨化渣進入破碎篩分裝置,用懸臂篩網振動篩進行篩分,即得到膨化渣。
2.2 膨化渣生產裝置系統
經過方案設計和試驗研究確定的膨化渣生產裝置系統包括渣鐵分離系統、膨化處理系統和篩分系統。渣鐵分離系統與膨化處理系統連接,膨化處理系統通過裝載設備與篩分系統連接。渣鐵分離系統包括鐵水溝、鐵渣溝和爐渣溝,鐵渣溝由鐵水溝開口處引出,爐渣溝由鐵渣溝引出。膨化處理系統,包括冷卻水噴淋裝置、粒化輪裝置、集渣槽深度膨化裝置、干渣系統,其中冷卻水噴淋裝置與粒化輪裝置連接,粒化輪裝置與集渣槽深度膨化裝置連接,集渣槽與干渣系統連接。篩分系統包括破碎機、皮帶輸送機和懸臂篩網振動篩,皮帶輸送機上設有輸送皮帶,輸送皮帶的一端與破碎機連接,輸送皮帶的另一端與懸臂篩網振動篩連接。其裝置簡圖見圖1,生產工藝流程簡圖見圖2。
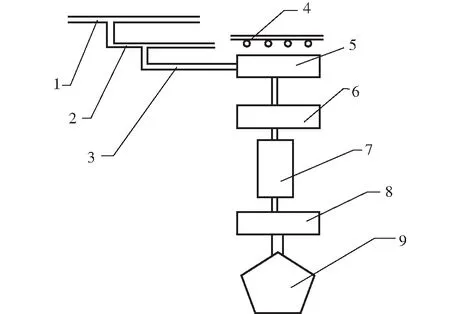
1-鐵水溝;2-鐵渣溝;3-爐渣溝;4-冷卻水噴淋裝置;5-滑動式中間包;6-粒化輪裝置;7-集渣槽深度膨化裝置;8-干渣系統;9-篩分系統圖1 膨化渣生產裝置簡圖
2.3 改進的粒化輪系統
經多次試驗研究,對粒化輪系統進行了優化改進,形成了依次連接的進料設施、粒化輪裝置和出料設施。其中,進料設施包括溜渣口和高壓冷卻水噴淋裝置,粒化輪裝置由粒化輪、驅動粒化輪轉動的電機、傳動軸承以及連接粒化輪和電機的減速機構成,出料設施有皮帶運輸機和收集料斗。同時,調整了高壓水噴嘴的噴射角度,粒化輪內部空腔增設了隔板、輪齒之間加設了擋板并調整了拋射角度。粒化輪流程示意圖見圖3。
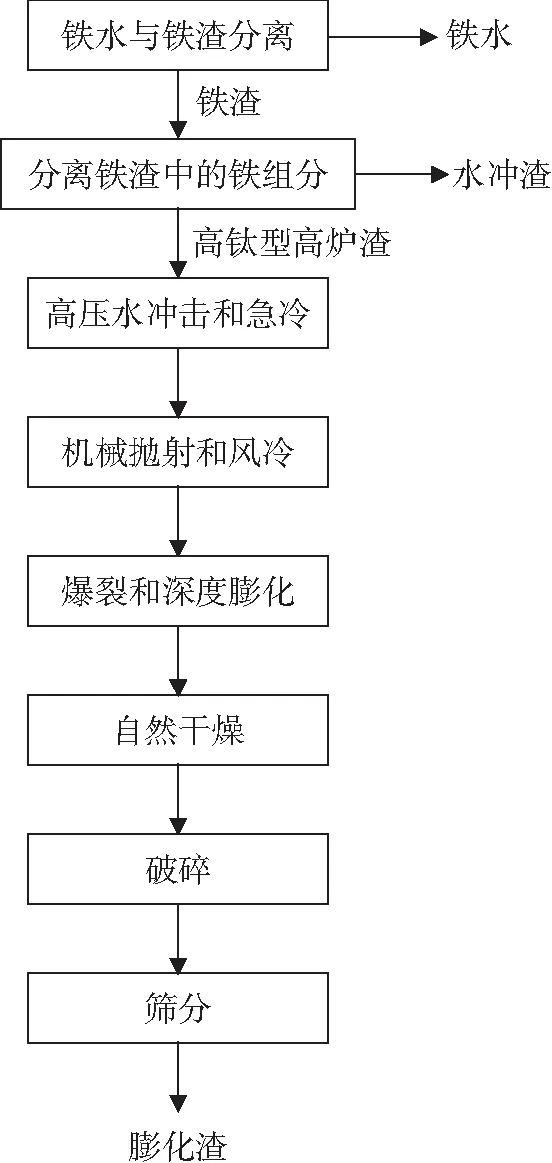
圖2 膨化渣生產工藝流程簡圖
在具體使用時,為了保證物料輸送的順暢,一般選擇將所述溜渣口與煉鐵高爐系統的爐渣溝連通。就高壓冷卻水噴淋裝置而言,可選擇由高壓冷卻水管和噴嘴組構成的高壓冷卻水噴淋裝置。選用高壓冷卻水噴淋裝置時,一般選擇噴嘴組為3排,每排從左到右分布有6個噴嘴,其中左邊3排共9個噴嘴噴射角度對準左邊的溜渣口,右邊3排共9個噴嘴噴射角度對準右邊的溜渣口。噴嘴為扁平狀,可調節噴淋水量。調節噴淋流量和壓力,并調整優化9個噴嘴的噴射角度,可以對溜渣口出來的高鈦型高爐渣進行充分的噴淋。
粒化輪裝置的粒化輪由輪體、左半軸、右半軸和輪齒構成。一般粒化輪的輪體是一個用材質為Q345的鋼板焊接而成的空腔結構,空腔由中間鋼板分隔為兩部分,空腔兩端有封堵鋼板分別與左半軸和右半軸連接。另外,右半軸為具有內層空腔和外層空腔的雙層空心軸,冷卻水的進出分別通過右半軸的內層空腔和外層空腔。其中,右半軸的轉速以250~350 rpm為宜。另外,每個輪齒均獨立設有進水孔和出水孔,便于及時排水。經過改進的粒化輪裝置簡圖見圖4、剖視圖見圖5。
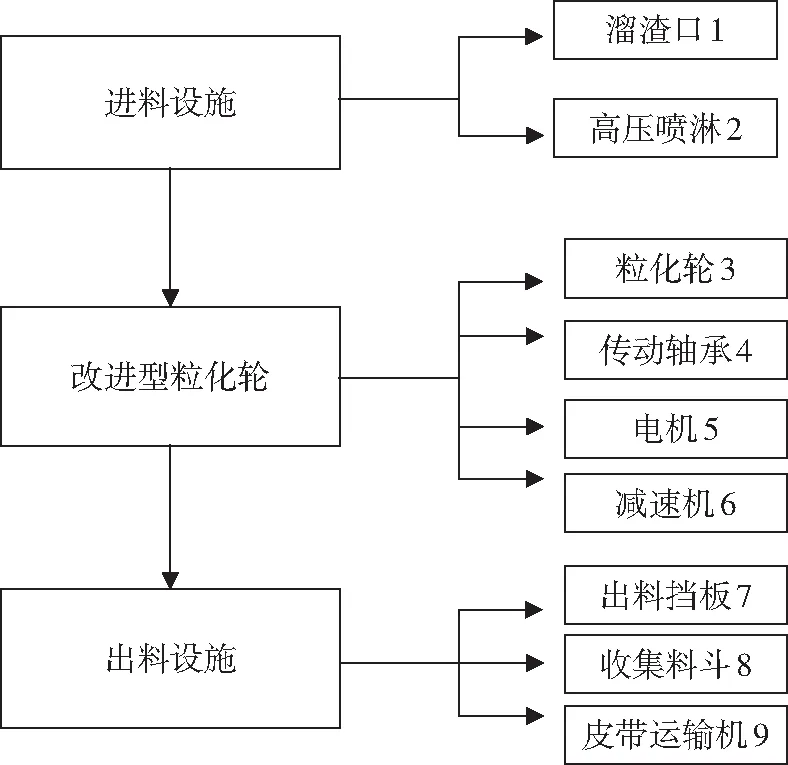
圖3 粒化輪流程示意圖
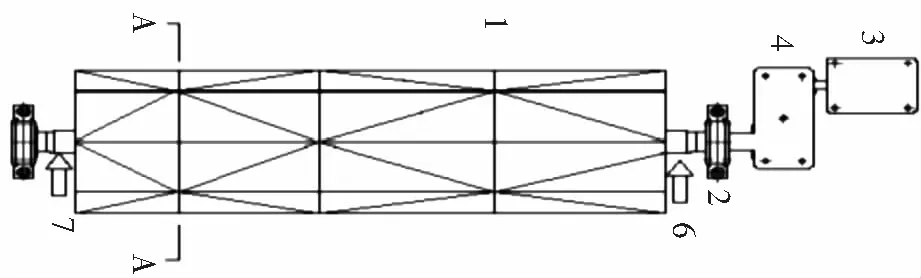
1-粒化輪本體;2-傳動軸承;3-電機;4-減速機;5-輪體;6-左半軸;7-右半軸圖4 改進型粒化輪的裝置簡圖

圖5 改進型粒化輪的本體剖視圖
2.4 膨化效果
經過大批次的試驗研究,得到了最優生產工藝流程和控制參數,形成了較為成熟的膨化渣生產方法。由于膨化渣作為新產品沒有相應的國家標準、行業標準、地方標準,故參照GB/T 17431.1-2010《輕集料及其試驗方法 第1部分:輕集料》和GB/T 17431.2-2010《輕集料及其試驗方法 第2部分:輕集料試驗方法》,對其物性進行了檢驗檢測和分析研究,經本技術生產的膨化渣具有如下物性:
(1)顆粒級配,GB/T 17431.1-2010規定的人造輕集料2.36 mm篩上累計篩余為(60±2)%,本技術生產的膨化渣2.36 mm篩上累計篩余為100%,見表1;
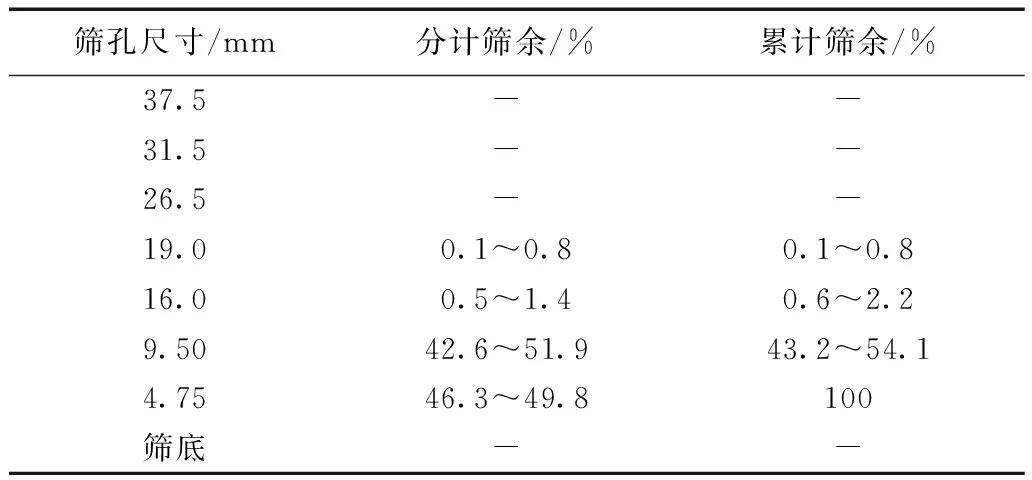
表1 膨化渣陶粒的顆粒級配
(2)堆積密度為705~1050 kg/m3,無法用GB/T 17431.1-2010劃分密度等級;
(3)平均粒型系數為2.3~2.8,超過了GB/T 17431.1-2010規定范圍(≤2.0);
(4)筒壓強度為3.4~3.8 MPa,無法與GB/T 17431.1-2010劃分的等級對應;
(5)1h吸水率為6.5%~8.3%,符合GB/T 17431.1-2010的規定;
(6)含泥量為1.8%~3.5%,超出GB/T 17431.1-2010的規定范圍;
(7)泥塊含量為0.1%~0.5%,低于GB/T 17431.1-2010的規定;
(8)沸煮質量損失為2.2%~2.8%,低于GB/T 17431.1-2010的規定。
基于上述原因,我們自行研究并編制了Q/91511024326999010Q.01-2018《膨化渣陶粒》和Q/91511024326999010Q.02-2018《膨化渣陶砂》2個企業標準(已在中國國家標準化管理委員會備案登記并在其“企業標準信息公共服務平臺”向社會公開發布),作為生產、檢驗、銷售和仲裁的依據。
3 小結
本技術的生產方法主要是通過人為控制高爐熔渣流量、流速,通過冷卻水噴淋、機械拋射等作用使熔渣快速急冷,讓熔渣內氣體來不及被釋放并在一定的粘度及表面張力的作用下,形成外表是玻璃質的內部有微孔的膨化渣。
基于高鈦型高爐渣的特性以及本技術的特殊技術方法和工藝流程,本技術開發生產的膨化渣不含普通高爐渣存在的玻璃絲、石棉等有害有毒物質,膨化后的顆粒為多孔狀結構,具有吸音、隔熱、保溫等良好的物理和熱力學性能,強度高,可以代替建筑用砂、黏土頁巖陶粒等用于加工生產空心隔墻板、空心砌塊、透水路面磚、輕質混凝土、PC構件等各類水泥、混凝土類新型建材。
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
山東冶金(2019年6期)2020-01-06 07:45:54
裝備制造技術(2019年12期)2019-12-25 03:06:46
世界農藥(2019年2期)2019-07-13 05:55:12
中國洗滌用品工業(2019年4期)2019-05-11 09:27:34
家庭影院技術(2017年9期)2017-09-26 03:41:45
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52