MQY3660球磨機在梅山鐵礦的安裝實踐
2018-12-21 07:20:20康承希邱銀山
現代礦業 2018年11期
關鍵詞:筒體
康承希 邱銀山
(寶武集團南京梅山冶金發展有限公司礦業分公司)
目前,梅山鐵礦φ2.7 m×3.6 m球磨機的臺時產量約70 t/h,隨著梅山鐵礦產量的逐年提升,現有磨機已不能滿足生產的需要。2010年3月梅山鐵礦為了提升生產能力,實施了磨浮大型化改造項目,將原有的一段、二段φ2.7 m×3.6 m球磨機拆除,安裝兩臺MQY3660球磨機。MQY3660球磨機自重約167 t,設計臺時產量200 t/h,最大裝載量120 t,用1 250 kW同步電機驅動。通過此次磨浮大型化改造,梅山鐵礦的產能將大幅度提升,年產鐵精礦由400萬t向500萬t突破,大大提升了生產效率。
1 MQY3660球磨機的結構特點
MQY3660球磨機主要由筒體部、主軸承部、進(出)料裝置、傳動裝置及電控系統等組成[1]。其排礦方式為溢流型,筒體傳動方式為周邊齒輪傳動,采用兩軸承的支撐方式,主軸承的潤滑方式是帶高壓浮升的稀油集中潤滑。
同老式磨機相比,MQY3660球磨機應用了以下各項先進技術:
(1)氣動離合器。該磨機采用氣動執行式QL875-300×2型雙列式離合器,具有耐磨性,其壓縮動作和通風結構使離合器具有很高的扭矩,并能迅速擴散熱量。離合器完全是自調式和自動補償襯墊及鼓輪的磨損,且無需進行潤滑,工作扭矩取決于轉速及供氣壓力,氣囊可起到限制扭矩的作用,并提供過載保護[2]。
(2)動靜壓軸承[2](見圖1)。磨機主軸承是采用巴士合金澆注加工的滑動軸承,軸承的潤滑系統使用GDZ-63高低壓稀油潤滑站,高壓部分壓力為25 MPa,流量為2.5 L/min,低壓部分壓力為0.63 MPa,流量為63 L/min。在磨機啟動前,先啟動低壓泵,延時1 min后自動啟動高壓泵,高壓油送往磨機的靜壓軸承,當壓力達到設定的20.5 MPa時,磨機開始啟動,延時3 min高壓油泵自動停止。由于啟動前有高壓油使端蓋中空軸頂起,形成了約0.2~0.3 mm厚度的油膜,從而降低磨機啟動負荷,提高了磨機的運轉效率,同時對軸瓦的研磨質量要求降低,提高了磨機主軸承的安裝和檢修效率。磨機正常運轉時靜壓形成的油膜可承受交變負載而長期可靠工作。當磨機停止運轉前高壓油泵仍提前啟動將磨機中空軸頂起,在磨機停機過程中,使軸瓦避免擦傷,延長了軸瓦的使用壽命。同時,還在MQY3660球磨機上采用了先進的噴射潤滑方式和PLC控制方式。
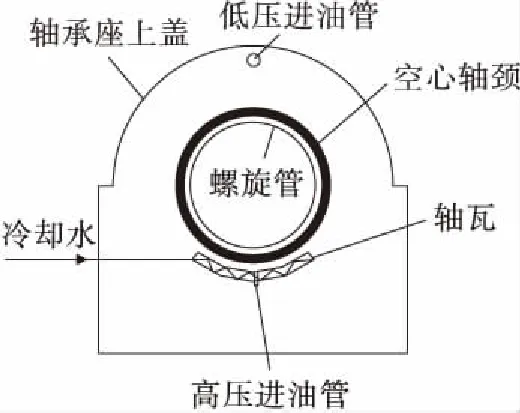
圖1 球磨機動靜壓軸承結構
2 關鍵安裝工序
2.1 主軸承座安裝
由于MQY3660球磨機主軸承需承載近220 t的靜負荷和設備運行中的動負荷,故主軸承座的安裝難度大,精度要求高。
(1)主軸承鋼底座安裝。主軸承的安裝必須待基礎強度達到75%以上,首先將主軸承底座進行打磨處理,打磨結束后在底座上表面劃出縱向和橫向中心線作為安裝找正的基準線,兩底板的縱向中心線須與筒體中心線重合,其偏差控制在1.0 mm內(見圖2),兩底板的橫向中心線的距離須保證8084 mm,圖2中1號和3號中心標板的連線為主電機中心線,5號和8號中心標板的連線為磨機筒體中心線,保證兩中心線距離為2 734.2 mm,其中偏差均控制在1.0 mm內。以筒體中心線為依據,用掛鋼絲用線墜法找正軸承座底板的縱向中心。橫向中心線以2號和7號、4號和6號4個中心標板為依據,仍以掛鋼絲用線墜法找正。兩個主底板橫向中心線和圖2中主電機中線的平行度偏差控制在0.08 mm/m內。根據基礎基準點的標高使用水準儀進行核查兩底座中心點標高,磨機進料端軸承底板與出料端軸承底板相對標高差需控制在0.5 mm內,且進料端須高于出料端。在兩個主底板橫向中心相同尺寸處量取兩點,以沖子打上小而清晰的記號,通過量取此4點的對角線尺寸對底板進行調整,保證兩個主底板橫向中心的平行度控制在需要的范圍內。

圖2 球磨機基礎平面
(2)軸承座安裝。須對軸承座底面進行打磨,使得軸承座與軸承底座的接觸面均勻接觸,軸承座底面的中心與底板的中心重合,軸承座安裝完畢后,應檢查軸承座內部冷卻水軟管與端蓋軸頸處是否相碰,并檢查熱電阻與軸頸接觸是否良好。軸瓦壓板和軸瓦之間每邊應有0.76~1.5 mm的間隙,最后清理軸承座內部異物,將軸承座外殼上無用的孔用螺栓堵死。
2.2 主軸瓦刮研
2.2.1 準備工作
用120~200目砂紙打磨中空軸,直到粗糙度達▽7以上。測量標準為手摸時手的觸覺和鏡面相似,目測時軸面上能反光照影出人像,再把球面瓦底座清潔干凈。
2.2.2 劃分邊界線
在主軸上劃出80°±4°接觸角α的邊界線(見圖3),球磨機中空軸與主軸瓦應在該區域均勻接觸,接觸角α應控制在76°~84°。

圖3 主軸承瓦示意
2.2.3 尋找基面
(1)從邊界線以外至中分面修刮成楔形間隙,中分面外最大尺寸為中空軸頸直徑的5‰~7‰。
(2)主軸瓦兩端面瓦口部分刮成圓柱形,其半徑應為4~5 mm。
(3)將主軸瓦著色后反扣在中空軸上,對研后檢查中空軸與主軸瓦的接觸情況,若接觸面積小于85%以上,則用力把接觸點的區域刮去,刀法應沿主軸瓦軸線成45°交叉修刮,反復對研后直到接觸面積大于85%以上,以此為主軸瓦的基準面。
2.2.4 均勻布點
將主軸瓦著色后反扣在中空軸上,對研后檢查中空軸與主軸瓦接觸點的分布情況,接觸點大小應在3 mm×3 mm以內,且每平方厘米內應有1~2個接觸點,若達不到此標準,可用刀把接觸點沿主軸瓦軸線成45°交叉修刮,反復對研后進行修刮,直到達到上述標準。
2.2.5 重壓核準
(1)用手提砂輪打磨球面瓦座上下接觸面,保證接觸面積不少于75%,每6.4 cm2內至少有一個接觸點,在接觸面上涂滿黃油,加少許機油。
(2)主軸瓦與球面瓦座應嚴密均勻,轉動靈活,兩球面圓周應有楔形間隙,高度為20~50 mm,邊緣最大間隙達0.8~1.6 mm。
(3)將主軸瓦著色后,安放在球面瓦座上,使球磨機正轉2~3轉后再使球磨機反轉2~3轉。主軸瓦上的接觸點為承受球磨機重壓后的真正接觸點。把主軸瓦吊出,檢查以下幾點:①主軸瓦光滑無裂紋;②中空軸與主軸瓦的接觸角在76°~84°;③主軸瓦與中空軸頸接觸均勻,且接觸面積大于85%;④主軸瓦與中空軸接觸點為每平方厘米1~2點,接觸點大小在2 mm×2 mm~4 mm×4 mm;⑤主軸瓦口間隙在5‰~7‰。
若上述狀態參數不滿足要求,則根據不合格項目選擇用刮刀將接觸點分為若干點,重復以上步驟。
3 安裝時出現的問題及處理措施
3.1 球磨機筒體變形矯正
在安裝二段球磨機的出料端蓋時,發現筒體出料端變形,長軸比短軸長12 mm,使得出料端蓋無法安裝。考慮到筒體變形較規則且沒有裂紋,制作簡易工具利用千斤頂對其進行校正。
(1)筒體翻身。利用兩臺30 t行車配合,將球磨機筒體進行90°翻轉,使最短的直徑垂直于地面。
(2)制作頂筒體的工具。為保證頂筒體時支座的穩定性,根據筒體內徑尺寸(3.6 m),加工制作半徑為1.8 m的兩弧形支座,在上面支座上焊接兩根鋼管作為支柱,以縮短頂壓距離。上部支座用螺桿牢固固定在筒體內壁上。
(3)矯正。利用兩臺千斤頂均勻加力,緩慢頂在上下支架之間(見圖4),對千斤頂加力的同時用鋼卷尺測量筒體直徑,當筒體直徑不同方向均為3.6 m停止加力。此時測量筒體不同方向直徑,測得最大變形量在1 mm,變形量小,不影響出料端蓋的安裝。矯正完成后,不能立即撤掉工具,將出料端蓋安裝完成后再將工具撤掉,有利于消除筒體內部應力。由于修復措施得當,達到了預期效果。

圖4 筒體變形矯正示意
3.2 同步電機軸瓦燒瓦故障排除[3]
2010年6月底磨浮大型化系統開始空負荷試車,一段球磨機運轉正常,而二段球磨機運轉2 h后,同步電機軸瓦溫度達到75 ℃。停機對同步電機軸瓦進行檢查,發現內外瓦面巴士合金熔化,內瓦的燒傷痕跡明顯比外瓦嚴重。具體處理措施如下:
(1)按照研瓦順序對內外瓦進行研磨,并測量內外瓦的側隙。外瓦(非受力瓦)瓦隙緊力0.15 mm,在瓦蓋與瓦座間增加了0.15 mm的銅皮;內瓦油膜間隙0.4 mm,瓦隙大0.2 mm,在瓦蓋與上瓦間增加了0.2 mm的銅皮,處理后磨機恢復運行,燒瓦故障仍未解決。
(2)將同步電機軸瓦進行研磨后,按平行度和同軸度的技術要求,對磨機筒體中心線和主電機的中心線的平行度(圖2)進行重新調整,對傳動部的同軸度也進行了相應的調整,處理后燒瓦故障仍未解決。
(3)軸電流的產生及消除。用塞尺測量轉子與定子之間的氣隙發現,縱向氣隙為4.7 mm,水平方向氣隙為2.4 mm;同時,檢測發現電機轉子與定子的中心線略有偏差,偏差量約1~2 mm[3];通過以上檢查,懷疑同步電機磁通不對稱產生軸電壓,當軸電壓足以擊穿軸和軸承間的油膜時,便發生放電形成軸電流,使得軸瓦潤滑失效而導致瓦面燒損。處理辦法為:在同步電機非負荷端軸上安裝碳刷,通過銅導線接地連接,讓軸電流不經過軸承;再次試車,電機正常運行,故障解除。
4 結 語
梅山鐵礦在球磨機的安裝過程中嚴格按照技術要求施工,在預定工期內順利完成了兩臺球磨機的安裝任務。在關鍵安裝工序采用了有效的方法和措施,球磨機運行穩定,生產效率高,達到了磨機設計臺時產量。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:00
化工管理(2021年7期)2021-05-13 00:46:04
水泥技術(2021年2期)2021-04-20 12:37:26
農村實用技術(2021年1期)2021-02-27 08:26:18
裝備制造技術(2020年1期)2020-12-25 05:18:30
現代制造技術與裝備(2018年9期)2018-10-17 03:22:14
鍛造與沖壓(2017年17期)2017-09-12 08:05:59
設備管理與維修(2016年5期)2016-03-16 02:20:45
重型機械(2016年4期)2016-03-15 09:00:05
焊接(2016年10期)2016-02-27 13:05:34
