淺析先進高強鋼輥壓成型工藝
2018-12-28 11:54:54李燕王三星陳馨
汽車實用技術 2018年23期
關鍵詞:工藝
李燕,王三星,陳馨
(安徽江淮汽車集團股份有限公司,安徽 合肥 230601)
關鍵字:輕量化;高強鋼;輥壓成型
引言
高強鋼冷彎異型材制造工藝具有三大特點,該三大特點完美滿足了輕量化設計中的材料、結構和工藝的三大要素。
1)可使用高強鋼以及超高強鋼,達到高強減薄的材料輕量化;
2)以承載或功能性要求為目的,進行型材截面優化設計,達到型材剛度增加的結構輕量化;
3)以冷彎成形為制造平臺,將沖孔、沖壓、焊接、剪切等多工藝集成于冷彎成形,達到簡化工藝降低成本的高效生產的先進制造工藝。
1 應用先進高強度鋼的推動和約束如圖1所示
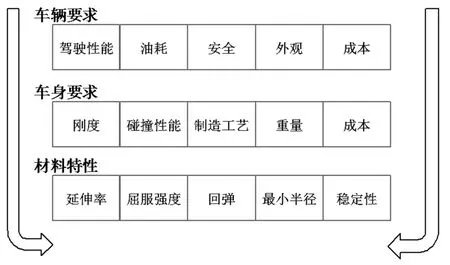
圖1 先進高強度鋼的推動和約束
2 輥壓成型特性
輥壓成型工藝(RollForming)是通過順序配置的多道次軋輥,將卷材、帶材等金屬板帶不斷的進行橫向彎曲,以制成特定截面產品(如圖2所示)的一種新的塑性加工工藝。主要成型特性有:
1)生產效率高且速度快,適合大批量生產,與沖壓、折彎工藝相比效率提高10%以上,制造成本大幅下降。
2)加工產品長度基本不受限制,可連續生產。
3)產品表面質量好,尺寸精度高。
4)在輥壓成型線上可以集成其他加工工藝,如沖孔、焊接、壓花、剪切等,可簡化工藝降低成本。
5)與熱軋和沖壓工藝相比,材料利用率高,能夠節約材料15%-20%。
6)適合橫截面形狀復雜的零件,包括復雜的開口和閉口截面。
7)與沖壓工藝相比較低的投資費用。
8)適合高強鋼的成型。
9)零件長度改變而不需要額外的模具投資費用。
10)可以3D輥壓成型。
11)生產噪音低,無環境污染。

圖2 截面產品
3 先進高強鋼輥壓成型的一些重要參數
1)彎曲半徑 Ri:根據實際經驗,高強度鋼輥壓件內圓角半徑Ri=6Xt-9Xt(t=板厚);當Ri/t≥1(t=板厚)時,高強度鋼輥壓成型是可行的,否則可能出現開裂風險;對于Y1500馬氏體高強鋼,建議Ri/t≥2以上(t=板厚),否則可能出現開裂風險,如圖3所示。

圖3 彎曲半徑

圖4 板帶厚度
2)板帶厚度 t:原材料抗拉強度1100Mpa;延伸率2%;Ri=6Xt;
t=1.9mm,60度時開裂;t=2.2mm,30度時開裂,如圖4所示。
3)回彈補償
預測回彈時常用BISWAS回彈計算公式[2],如圖5所示,即

ri1——彎曲半徑(mm)
ri2——回彈后半徑(mm)
rf——屈服曲率(mm)
E——楊氏模量(MPa)
t——板料厚度(mm)
S——材料屈服應力(MPa)
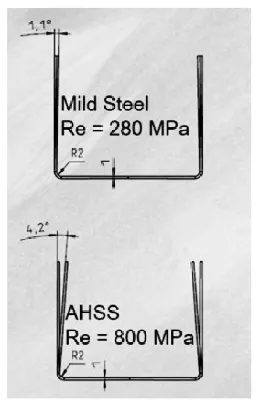
圖5 回彈補償
由上述公式獲得初始回彈補償角,一般實際回彈角大于預測角,結合實際情況調整,以便獲得回彈角補償。
1)高強度鋼需要更多的回彈補償量
2)當材料特性不同時候,就需要調整過彎內圓角半徑Ri
3)輥壓成型可以很方便的進行回彈的調整
4 輥壓工藝流程
1)鋼帶進料
2)校平
3)預沖孔
4)鋼帶導入
5)輥壓成型
6)焊接(輪焊接/高頻焊接/激光焊接等)
7)后沖壓+切斷
5 零件精度
1)輥壓成型可以實現在有預沖孔情況下對工件的最小拉伸,有效避免了孔位畸變情況的發生。
2)實現更高的產品平直度。
3)有效應對材料變化帶來的補償(如回彈補償等)
6 高強鋼門檻輥壓成型
此高強鋼門檻材質為1180DP,料厚0.8mm,對其斷面審核發現兩處問題,如圖6所示:1)1處法蘭邊寬度太寬,超高強鋼輥壓成品此處波浪起伏無法避免,此面為焊接面,面的質量好精度要求較高,最好控制在35mm以內;2)2處門檻內R過大,超高強板成型后回彈嚴重,精度難以控制,要求根據上述公式改為R6。
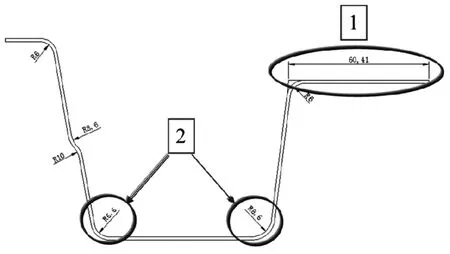
圖6 高強鋼門檻斷面圖

圖7 高強鋼門檻工藝流程
此輥壓工藝流程如圖7所示。此輥壓門檻道次圖及輥花圖如圖8所示。

圖8 輥壓門檻道次圖及輥花圖
7 小結
合理的輥壓成型工藝能夠使高強鋼輥壓件得到較高的精度,良好的面品,提高高強鋼輥壓件的成型性。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
