深熔焊熔深不夠原因分析及解決方法
2018-12-29 06:36:35李文鋒丁順霞賀水冰
機械工程師 2018年1期
李文鋒, 丁順霞, 賀水冰
(南通潤邦重機有限公司技術中心,江蘇 南通 226013)
深熔焊熔深不夠原因分析及解決方法
李文鋒, 丁順霞, 賀水冰
(南通潤邦重機有限公司技術中心,江蘇 南通 226013)
文中針對鋼結構焊接形式中的深熔焊,介紹了深熔焊接頭類型,分別取樣試驗,通過測試的金相圖,分析了深熔焊熔深不夠的原因并提出了解決方案,改進了焊接工藝,提升了焊接品質。
鋼結構;深熔焊;金相圖;焊接工藝
0 引言
隨著時代的步伐,當今重工行業快速發展,焊接工藝水平是鋼結構行業競爭力的體現,焊接質量在鋼結構產品中極為重要。根據鋼結構的重要性、載荷特性、工作環境以及應力狀態等情況,常見的焊接形式有熔透焊、深熔焊及角焊。深熔焊相較而言,深熔焊極為容易產生熔深不夠的問題,導致鋼結構產品存在較大的安全隱患,同時也產生大量的返工修復成本。
根據鋼結構企業工作經驗總結,深熔焊接頭類型大致可分為幾類,分別根據接頭形式取樣,制作焊接試驗樣品,焊接后,下文將根據接頭形式,分別取樣制作試驗樣品,通過試驗數據分析深熔焊熔深不夠的原因以及解決方案,從而提高鋼結構企業生產工藝。
1 深熔焊接頭類型
深熔焊其實是局部熔透坡口焊縫,涉及到深熔焊的接頭形式有:對接接頭(單、雙面深熔)、T型接頭(單、雙面深熔),如表1所示。
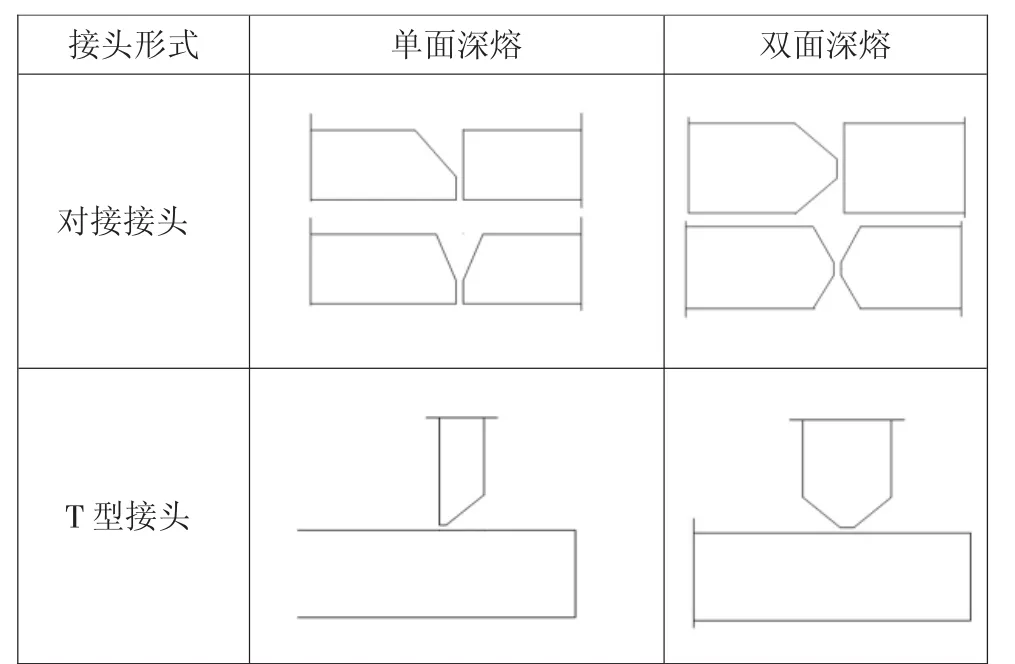
表1 起重機常見焊接接頭種類
在上述8種接頭形式中,分別又有兩種熔深情況:1)板厚與熔深之差不大于1~3 mm;2)板厚與熔深之差大于3 mm。
2 工藝試驗
根據對接接頭、T型接頭的多種形式,分別準備焊接試驗樣品,安排同一焊工,進行焊接操作。記錄焊接形式,焊接電流電壓及接頭的坡口尺寸。樣品焊接完成后,取焊縫截面金相分析,焊縫接頭截面的宏觀金相照片能客觀反映深熔焊的熔透情況,以下進行的幾組宏觀金相試驗,從坡口細節、焊縫根部質量方面進行了對比。
2.1 對接接頭試驗
取材質Q390C、厚度20 mm板材,分別開坡口,分成4組,按照a)、b)、c)、d)的順序編號。其中:試樣a)、c)進行橫焊操作,電流220 A,電壓25 V,焊接速度25 cm/min;試樣b)、d)進行立焊操作,電流200A,電壓24V,焊接速度20cm/min。同時試樣a)、b)坡口角度45°,深度10 mm,接頭間隙2 mm;試樣c)、d)坡口角度45°,深度18 mm,接頭無間隙。分別進行焊接操作,去焊縫接頭截面宏觀金相照片分析。

圖1 對接接頭試驗金相圖
如圖1所示:a)組試樣實際熔深大于坡口深度,坡口、熔深合格,焊縫根部合格;b)組試樣實際熔深9.5 mm,小于坡口深度,坡口深度開大了,焊縫根部也沒有焊滿,差0.5 mm,不合格;c)組試樣實際熔深18 mm,大于坡口深度,焊縫根部合格;d)組試樣實際熔深19 mm,大于坡口深度,熔深、焊縫根部合格。
2.2 T型接頭試驗
同樣取材質Q390C、厚度25 mm板材,分別開坡口,分成4組,按照e)、f)、g)、h)的順序編號。其中試樣e)、g)、h)進行平焊操作,電流220 A、電壓26 V、焊接速度24 cm/min;試樣f)進行橫焊操作,電流220 A、電壓27 V、焊接速度25 cm/min。同時試樣e)開雙面坡口、f)開單面坡口,坡口角度45°、深度10 mm、接頭無間隙;試樣g)、h)均開單面坡口,坡口角度50°、深度20 mm、接頭間隙2 mm;分別進行焊接操作,去焊縫接頭截面宏觀金相照片分析。

圖2 T型接頭試驗金相圖
如圖2所示:e)組試樣實際熔深11.5 mm,不小于坡口深度,坡口、熔深合格,焊縫根部合格;f)組試樣實際熔深不小于坡口深度,坡口、熔深合格,焊縫根部合格;g)組試樣實際熔深22 mm,不小于坡口深度,熔深、焊縫根部合格;h)組試樣實際熔深21 mm,不小于坡口深度,坡口、熔深合格,焊縫根部合格。
3 原因分析
根據上述深熔焊試驗來看,試板上的取樣有一個不合格,原因是因為坡口深度開小了,其余都符合要求。其中試板上取樣的金相試樣焊縫根部熔合良好,都合格。試板上坡口質量、裝配間隙控制得比較好,只有兩個坡口深度要求比板厚小1 mm的,沒有達到要求。
深熔焊熔深不夠的原因包含坡口深度太小、坡口角度不適的因素。從焊縫根部熔合情況看,焊接試板的焊工操作比較規范,焊縫根部熔合較好,焊縫深度能達到坡口深度,而焊接產品的焊工可能是技能問題也可能是責任心的問題,焊縫根部質量時好時壞。因此深熔焊熔深受到多方面影響,客觀方面主要是坡口深度、角度,主觀方面便是焊工的工藝水平。
4 解決方案
通過上述一系列試驗表明,只要坡口符合要求,焊工技能好且操作規范,都能焊出合格的焊縫出來,考慮到焊工技能水平參差不齊、實際坡口角度有誤差、實際坡口深度有誤差、裝配工定位焊縫質量等因數,要求如下:1)所有對接接頭形式的深熔焊縫,考慮到受力情況及焊接難度,全部以全熔透焊縫要求。可以雙面焊的,拼板間隙控制在0~2 mm,只能單面焊的,拼板間隙控制在3~5 mm,單面焊雙面成型,問題不大。2)板厚與熔深之差不小于3 mm的雙面坡口焊縫,設計坡口時,坡口深度比要求的熔深大2~3 mm,盡量3 mm。裝配間隙0~2 mm,裝配工保證定位焊縫質量或焊接前刨掉定位焊縫。3)板厚與熔深之差小于3 mm的雙面坡口焊縫,設計坡口時,留1 mm鈍邊,裝配工保證定位焊縫質量或焊接前刨掉定位焊縫。4)裝配間隙0~2 mm時,反面清根當做全熔透焊縫焊接;裝配間隙2~3 mm,反面去除渣子后可以直接焊接。5)板厚與熔深之差大于3 mm的單面坡口焊縫,設計坡口時,坡口深度比要求的熔深大2~3 mm,盡量3 mm。裝配間隙0~2 mm,裝配工保證定位焊縫質量或焊接前刨掉定位焊縫。6)板厚與熔深之差不小于3 mm的單面坡口焊縫,設計坡口時,留1 mm鈍邊,設計和裝配工序考慮留2~3 mm間隙裝配。裝配工保證定位焊縫質量或焊接前刨掉定位焊縫。7)對于深熔焊焊縫,設計成不留間隙時,坡口角度一定不能小,坡口角度在45°~50°,否則達不到規定的熔深。8)對于比較厚的材料,盡量不要設計成坡口深度很深的單面坡口焊,以免拉裂焊縫根部,產生根部裂紋。9)下料階段,對于深熔焊的坡口,要重點檢查坡口大小和鈍邊是否符合圖樣要求。10)加強對結構焊前的坡口檢查,大部分的深熔焊縫不合格,原因在于焊前坡口狀態不符合要求,包括鈍邊、角度、間隙。
5 結語
通過本文對焊接接頭的分析探討,設計焊接接頭時,應從焊接接頭工藝特點出發,合理設計焊接接頭,在確保焊接接頭質量的同時,力求簡化工藝,以達到省工省料、提高生產率的目的。為保證T型接頭深熔焊縫(PJP)和單面全熔透焊縫質量,涉及生產設計、下料及檢驗、裝配及檢驗、焊接各環節必須注意:下料時,要重點檢查坡口質量,包括坡口鈍邊、坡口角度、下料尺寸。結構裝配時,對于此類焊縫,裝配前后嚴格檢查坡口鈍邊、角度、間隙,對于要求有裝配間隙的焊縫,為防止間隙使焊接收縮變大,裝配時考慮加放2~3 mm的收縮余量并配合反變形措施,盡量用馬板代替坡口內定位焊。
[1] 張質文.起重機設計手冊[M].北京:中國鐵道部出版社,2013.
[2] 王積永.起重機鋼結構設計[M].北京:化學工業出版社,2011.
[3] 孫景榮.實用焊工手冊[M].北京:化學工業出版社,2002.
[4] 楊志浩,張帆.鋼結構焊接裂紋的原因及防治措施[J].河南建材,2009(5):29-30.
[5] 沈貴祥,李楠,劉金娜.焊接冷裂紋產生原因及防止措施[J].科技與企業,2013(17):269.
[6] 中國機械工程學會焊接學會.焊接手冊:第3卷[M].北京:機械工業出版社,1992.
[7] 陳良浩.金屬材料[M].北京:化學工業出版社,1991.
[8] 陳伯蠡.焊接工程缺陷分析與對策[M].北京:機械工業出版社,1997.
[9] 李亞江.焊接缺陷分析與對策[M].北京:化學工業出版社,2011.
[10]鄒增.焊接材料、工藝及設備手冊[M].北京:化學工業出版社,2001.
[11]鄒茉蓮.焊接理論及工藝基礎[M].北京:北京航空航天大學出版社,1994:129-148.
[12] 美國焊接學.焊接手冊:第4卷[M].北京:機械工業出版社,1991:554-557.
[13]歐陽微.電廠焊接缺陷產生的原因機理與處理措施分析[J].科技與企業,2012(17):298.
[14]鄧托.焊接裂紋的成因及控制[J].南通航運職業技術學院學報,2007,6(3):66-67.
[15]邱葭菲.焊工工藝學[M].3版.北京:中國勞動社會保障出版社,2005.
(編輯黃 荻)
TG 441.7
B
1002-2333(2018)01-0160-02
李文鋒(1969—),男,本科,工程師,主要從事港口移動式起重機、散貨裝卸解決系統和產業等化工作。
2017-03-04
猜你喜歡
建材發展導向(2022年14期)2022-08-19 02:10:10
建材發展導向(2022年14期)2022-08-19 02:08:18
山東冶金(2022年1期)2022-04-19 13:40:48
建材發展導向(2021年6期)2021-06-09 05:57:08
中學生數理化·七年級數學人教版(2020年11期)2020-12-14 06:59:52
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
藝術品鑒證.中國藝術金融(2018年8期)2019-01-14 01:14:28
藝術品鑒證.中國藝術金融(2018年10期)2019-01-08 02:44:26
藝術品鑒證.中國藝術金融(2018年12期)2018-08-26 06:03:48
制造業自動化(2017年2期)2017-03-20 14:26:13