多材料車身復雜裝配順序優化
2018-12-29 03:23:16李艷萍
上海電機學院學報 2018年6期
李艷萍
(上海電機學院 機械學院, 上海 201306)
面向中國制造2025,個性化和小批量生產需求增加,制造變得日益復雜和多樣化[1]。車身制造由單一鋼材料車身向多材料車身轉變,裝配零部件材料增加,裝配連接工藝、裝配資源等也相應增加[2]。車身裝配的多樣化和不確定性為車身復雜裝配帶來新的特點[3-4]。裝配順序確定是裝配系統設計規劃和裝配工藝實現的關鍵環節,裝配順序不僅決定本次裝配操作的復雜性,同時決定了系統傳遞復雜性流動的方向,直接影響產品的可裝配性、裝配質量和成本[5]。基于復雜性分析的多材料車身裝配順序優化,發揮裝配系統相關性信息傳遞復雜性的作用[6],實現裝配系統復雜性的優化配置。
本文在裝配系統復雜性分析基礎上,以傳遞復雜性為裝配任務節點間成本陣列,描述多材料車身裝配順序優化問題,去除無效信息后的裝配順序優化,可類似于帶約束的非對稱旅行商問題(Asymetric Traveling Salesman Problem with Precedence Constraint, ATSP-PC),建立節點間有效傳遞復雜性總和最小的裝配順序優化模型。隨著裝配節點數增多導致復雜性信息爆炸性增加,探索應用定向爬山遺傳算法(Oriented Hill-Climbing based Genetic Algorithm,OHCGA)搜索得到問題求解。最后通過某型車身側圍裝配實例驗證,該方法有效降低了裝配系統的復雜性,提高了裝配系統的性能,并保證多材料車身裝配的質量。
1 多材料車身裝配順序優化
1.1 車身裝配系統
多材料車身裝配順序不僅決定了裝配制造的過程,同時也決定了各裝配工位間復雜性的有效傳遞與傳播[5-7]。考慮包含多個車身零部件的裝配,將每個車身零部件裝配作為裝配任務節點,用節點間有向順序表示裝配約束關系。假定如圖1所示的9個節點分別對應車身零部件裝配的子節點,其中,每一個任務節點用一個實線框表示,添加的虛擬節點“0” 用一個虛線圓圈表示,作為任務準備節點,向開始任務節點提供物料配送和工具準備,并且最終的裝配也要回到該準備節點,以完成一個裝配順序和任務周期。令虛擬節點“0”的復雜性為零,且節點“0”到其他節點的裝配復雜性,其他節點到節點“0”的裝配復雜性均為零。基于復雜性分析的多材料車身裝配順序優化目標,就是尋找可行裝配序列中具有最小系統復雜性的裝配序列。
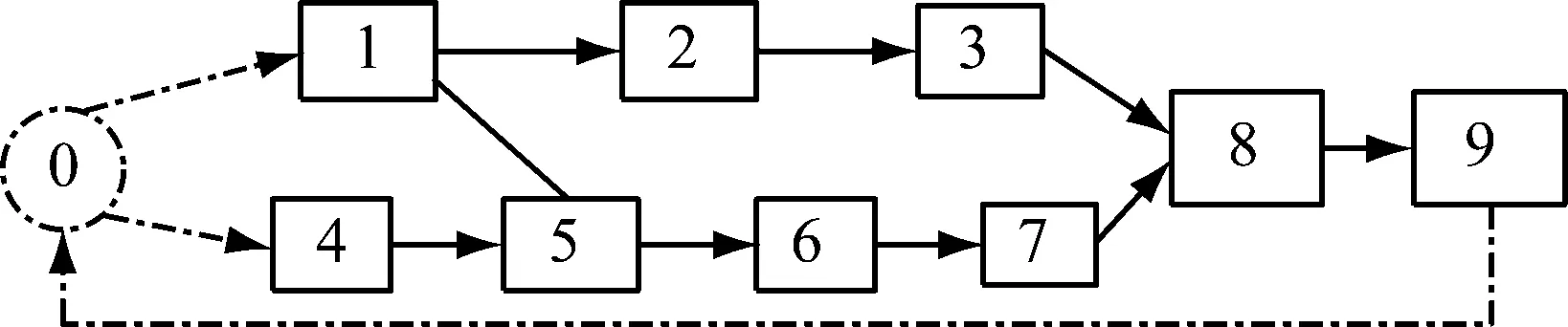
圖1 九任務節點裝配系統
1.2 裝配節點復雜性度量
1.3 約簡方案
多材料車身零部件繁多、裝配結構復雜,存在n個裝配節點的車身裝配,若不考慮車身裝配結構的優先級約束,則有n!個可行裝配序列,直接求解一般比較困難。依據多材料車身裝配操作復雜性的條件相關性,并考慮各裝配任務節點間的互相關性,約簡等價轉換以利于問題的求解[5-7]。
本文依據車身結構及裝配約束的優先級限制,識別裝配序列中各任務節點間的不可行單元,將其標記為無效信息,清除它們以簡化問題求解。
步驟1依據裝配優先關系識別任務節點i優先于節點j的裝配,并在裝配復雜性成本陣列中標記。
步驟2檢查裝配復雜性成本陣列的第i行,若其第j列未標記,則表明i和j互不相關,任務i既可安排在任務j前,也可在其后被裝配,對應的裝配節點間復雜性為Ii,j(節點i先于節點j裝配)或為Ij,i(節點j先于節點i裝配)。
步驟3所有未標記的單元為不許可單元,標記為∞。
上述過程隱含了一種簡化復雜性成本陣列而不改變問題解的方法,可設置步驟1標記的單元為零,其對原始問題的唯一改變可通過設置一個常數來反映,而不改變問題的求解。表1為簡化的復雜性成本陣列。
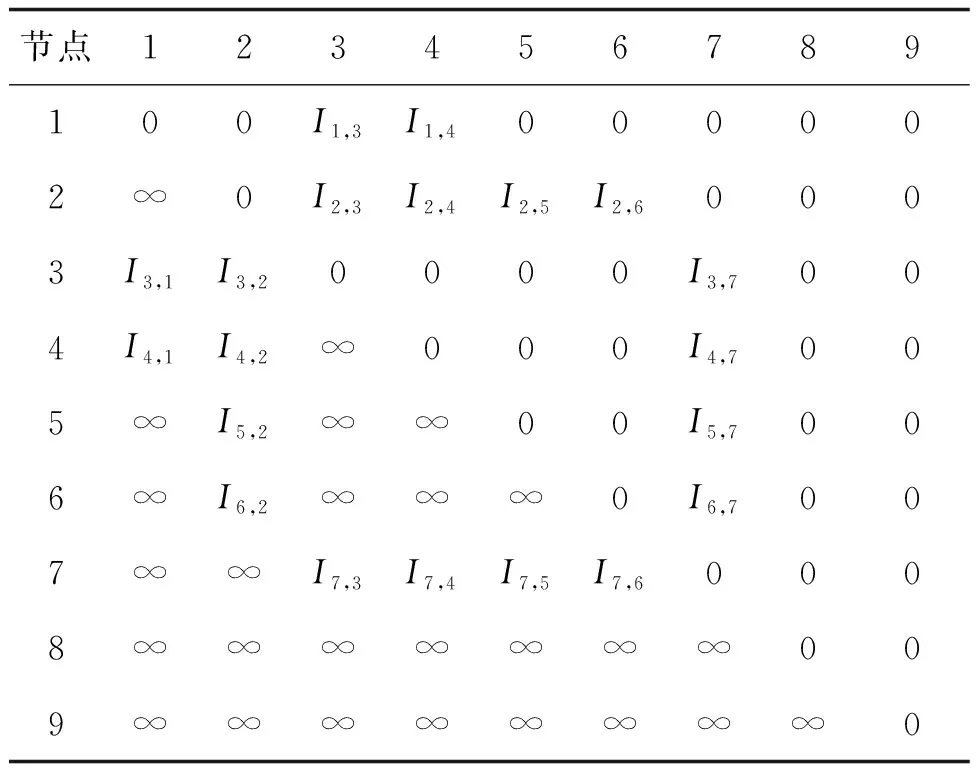
表1 簡化的復雜性成本陣列
由于多材料車身裝配操作非獨立相關條件信息熵的存在,節點間裝配操作復雜性與順序和方向均相關,即,一般情況下Ii,j≠Ij,i。由此,多材料車身裝配順序優化問題可類比于ATSP-PC[8-10]。
2 裝配順序優化模型

多材料車身裝配順序優化問題的目標函數,為由節點i開始的順序路徑決定的有效復雜性成本和最小。從裝配節點i出發,合理地訪問集合N-S中的節點(n+1-|S|),并最終返回到虛擬節點“0”結束,然后訪問從狀態(S,i)到狀態(S∪{j},j)發生狀態轉移的節點j(j∈D(S),D(S)為由狀態(S,i)后有可能被訪問的點集組成的決策空間)。建立基于復雜性分析的多材料車身裝配順序優化模型,以最小化裝配復雜性總和為優化目標函數,同時裝配順序優化還受節點流動方向和任務節點復雜性約束,即
f(S∪{j},j)
s.t. (i) {0}?S?N,i∈S
S=N,i∈S{0}

m=1,2,…,M
(1)

3 OHCGA算法求解
多材料車身裝配順序優化問題,隨著裝配節點增多,裝配序列急劇增多,計算復雜性也將隨著節點數的增多而爆炸式增加,需探索一種有效的方法求解問題。遺傳算法[11]模擬了自然選擇和生物進化過程中的繁殖、交叉和變異現象,使適應度高的個體基因在下一代種群中占有更高比例,通過自組織、自適應、自學習的群體進化,引導搜索向全局最優解收斂。但由于其存在早熟現象使算法搜索很快收斂到局部最優解而不是全局最優解。爬山法[12]為一種局部搜索機制,從解空間的任意位置開始,快速收斂于局部最優解,對求解單峰問題具有顯著效果。本文在遺傳算法基礎上引用OHCO,在每一代進化操作中,定向地在產生優秀個體的方向上生成更優秀的個體取代當前個體,引導算法有效地向全局最優解收斂,改善算法搜索全局最優解的能力[13]。實現過程如圖2所示。
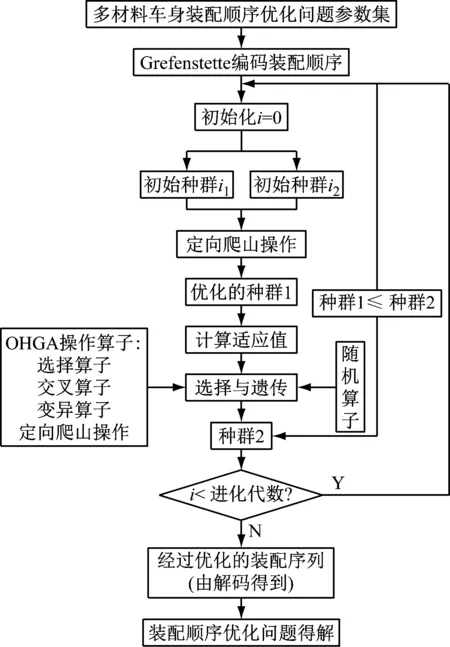
圖2 OHCGA算法求解流程
OHCGA算法求解[13]。采用基于順序表示的遺傳基因Grefenstette編碼[14-15]。算法求解的適應度函數,為目標函數和各約束條件懲罰函數的
和[15],即
F(C)=O(C)+P(C)+G(C)
(2)
式中:O(C)為裝配順序優化的目標函數;P(C)為各裝配節點超出約束條件的懲罰函數;G(C)為超出裝配人員可承受裝配操作復雜性的懲罰函數。
4 應用實例
以某型多材料車身側圍為例,進行基于復雜性分析的裝配順序優化,圖3所示為該車身側圍零部件裝配模型。

圖3 某型車身側圍裝配模型
依據車身側圍裝配關系,推導出側圍裝配的優先級:外板基礎上裝配內板,然后裝配加強板、隔板,并依此建立側圍的裝配模型。可行裝配序列流向如圖4所示。對于裝配節點2~9區域,由裝配關系表示復雜性信息列表,依據裝配約束清除無效信息,得到任務間傳遞復雜性成本陣列。
多材料車身側圍裝配,其中,零部件選擇為工位裝配操作的首要任務,主要由本工位裝配操作信息決定,裝配夾具選擇為滿足本工位零部件的裝配要求,均為“進給復雜性”;而裝配工藝、設備、工具及裝配順序選擇,需考慮受其上流工位影響的“傳遞復雜性”。因此,車身側圍裝配順序優化,需分析度量裝配工藝、設備和工具等的選擇復雜性和裝配順序選擇復雜性。車身側圍裝配任務節點間的傳遞復雜性計算,如節點2(后大燈支座)對節點8(B柱內板總成),節點8可供選擇的材料主要包括普通碳素鋼、高強度鋼、鋁合金和復合材料,由各類材料的零部件選擇概率,對應不同車身材料,主要存在點焊、自沖鉚、膠接與膠鉚復合4種連接工藝。則裝配工藝選擇條件熵復雜性為
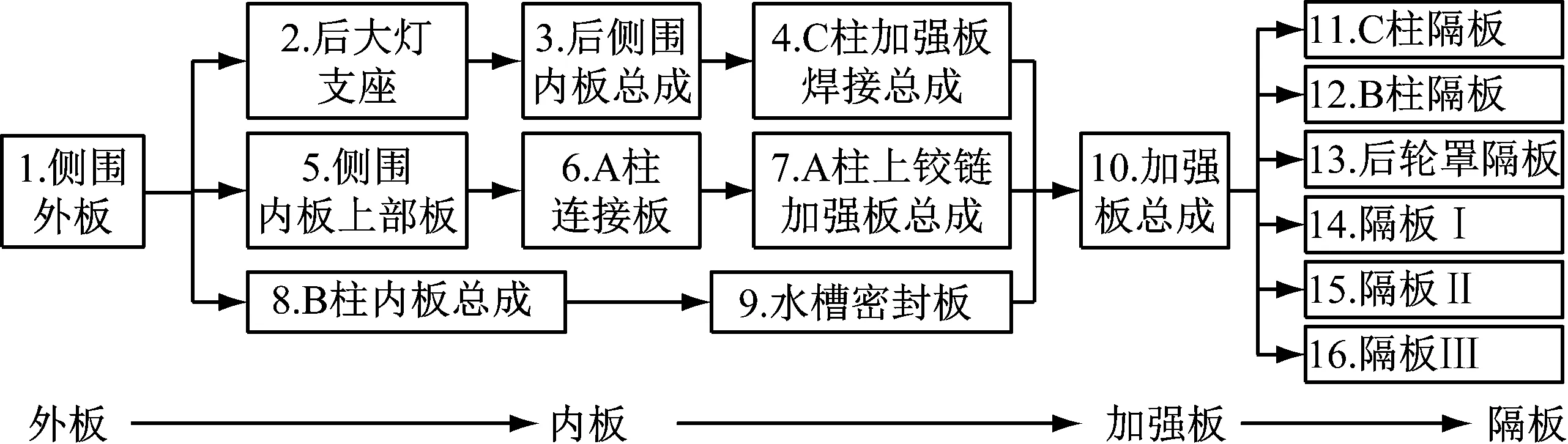
圖4車身側圍裝配順序流向示意圖
(3)
式中:p(xk2,xk1)為零件選擇和工藝選擇的聯合概率;p(xk2|xk1)為不同工藝對應零部件材料的條件選擇概率。各裝配操作條件選擇傳遞復雜性可由式(3)類似計算。考慮各選擇復雜性的權重,由下式可得多材料車身側圍裝配節點2對節點8的傳遞復雜性公式:
(4)
式中:Hku為第ku類裝配操作的條件信息熵復雜性。αku為第ku(ku=k1,k2,…,K)類裝配操作的作用系數,若包含第ku類裝配操作,則令αku=1,否則αku=0。wku為第ku類裝配操作的權重,基于數據分析和粗糙集客觀評價,并結合專家知識綜合確定多材料車身裝配各操作復雜性權重[16]為
[wk1wk2wk3wk4wk5]-1=
[w零件w工藝w設備&工具w夾具w順序]-1=
[0.2160.231 0.114 0.126 0.313]-1
同理可得其他各裝配節點的有效傳遞復雜性度量。考慮到計算方法的相似性和計算數據量繁多,用Matlab實現各節點有效傳遞復雜性的計算。車身側圍裝配2~9各節點間的傳遞復雜性見表2。
2~9的8個裝配任務節點,經裝配約束分解后的可行裝配序列統計有560種,應用OHCGA啟發式搜索求解,Windows系統下,Matlab 程序實現了OHCGA對該問題的求解[17]。經多次求解發現,當遺傳代數N在100左右時可趨于穩定,為求解穩妥,取遺傳代數N=200。OHCGA搜索尋優,進化代數N=200的進化過程如圖5所示。
求解得到傳遞復雜性最小的裝配順序,經Grefenstette反編碼解碼后為:5→6→2→3→4→7→8→9,對應的最小復雜性為20.99 bit。而依據裝配模型和裝配約束關系產生的可行裝配序列中,互信息熵表示的傳遞復雜性最大為35.83 bit,最優裝配順序的傳遞復雜性低于最大傳遞復雜性,相對減少41.42%,可見該方法減少車身裝配系統復雜性的效果顯著。同理可得11~16節點的裝配順序優化,對應復雜性最小的裝配順序為:12→11→13→15→16→14。綜上,該側圍裝配操作復雜性最小的裝配順序為:1→5→6→2→3→4→7→8→9→10→12→11→13→15→16→14。
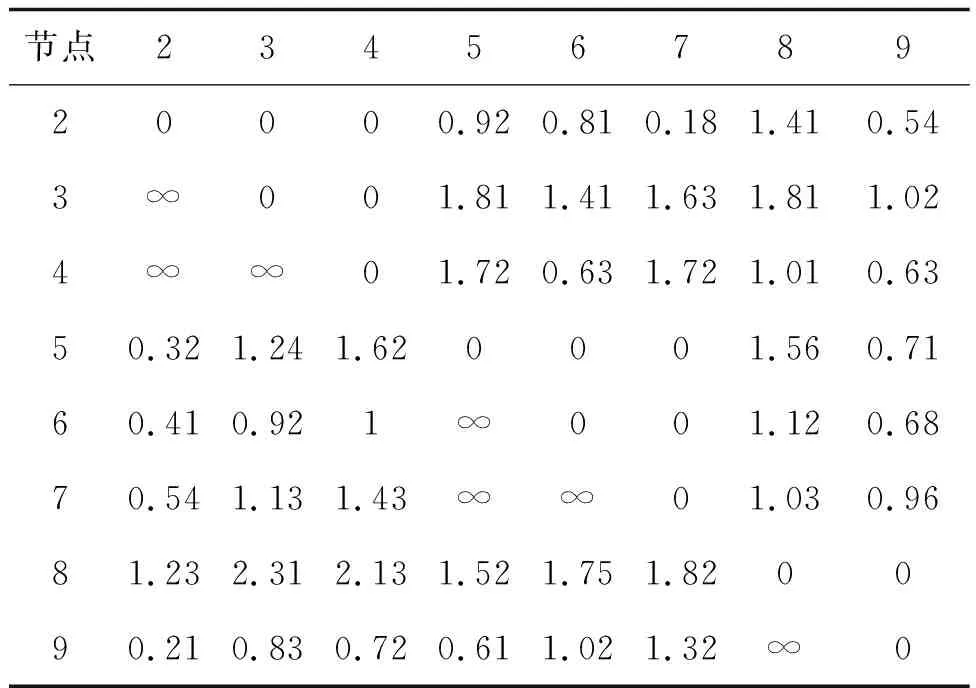
表2 節點2~9中各節點間傳遞復雜性
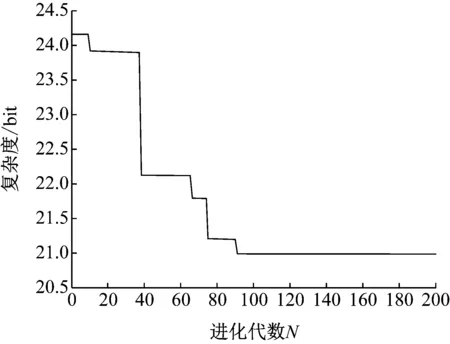
圖5 爬山遺傳算法尋優過程(N=200)
5 結 論
本文多材料車身裝配順序優化,基于傳遞復雜性與裝配順序的相關性,將多材料車身裝配順序優化問題類似于具有順序約束的ATSP-PC,并建立有效傳遞復雜性總和最小的裝配順序優化模型。多材料車身復雜裝配順序優化問題隨著裝配節點數的增多,其求解的信息量產生爆炸性增加而使問題的求解難度增加,應用OHCGA啟發式搜索得到裝配順序優化問題的求解。最后通過車身側圍復雜裝配實例驗證了方法的可行性和有效性,合理裝配順序優化的同時有效降低了車身裝配系統的復雜性,并使裝配系統性能得以優化。
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
房地產導刊(2022年5期)2022-06-01 06:20:14
建材發展導向(2021年12期)2021-07-22 08:06:48
建材發展導向(2021年7期)2021-07-16 07:07:52
中學生數理化(高中版.高二數學)(2021年12期)2021-04-26 07:43:48
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
中學生數理化(高中版.高考數學)(2021年12期)2021-03-08 01:28:50
北京測繪(2020年12期)2020-12-29 01:33:58
裝備制造技術(2019年12期)2019-12-25 03:06:46
中國洗滌用品工業(2019年4期)2019-05-11 09:27:34