小尺寸鏈輪成形工藝分析及模具設計
2019-01-02 03:50:40鄧祥豐宋慧瑾
成都大學學報(自然科學版) 2018年4期
關鍵詞:工藝
鄢 強, 鄧祥豐, 宋慧瑾, 姚 寅, 何 玲, 陳 勇
(成都大學 機械工程學院, 四川 成都 610106)
0 引 言
目前,鏈輪的加工方法通常為傳統的機械切削加工,其能夠加工的產品類型單一、加工工藝復雜,且生產效率較低、產品精度不高,不能滿足大批量、機構固定的鏈輪生產需求.研究表明,冷擠壓技術比切削加工生產效率高、材料消耗更少,但由于存在一定的技術難度,冷擠壓成形工藝目前還沒有大規模應用于實際生產中[1].基于此,本研究針對自行車小鏈輪的冷擠壓成形工藝及模具設計進行分析,在鏈輪冷擠壓成形工藝流程分析的基礎上,設計了小尺寸鏈輪加工相應的工藝參數與模具結構.
1 工藝分析
本研究的對象為齒數為18的單排級變速齒輪,其材質為304不銹鋼(06Cr19Ni10),該零件結構如圖1所示.在生產中,具體使用Φ60 mm的不銹鋼棒料剪切下料,采用冷擠壓成形工藝,毛坯的表面粗糙度Ra≤6.3 μm[2].本研究采用SolidWorks工具建立三維模型,通過零件屬性評估得出了零件的體積V=16 505.499 mm3.從圖1可以看出,該鏈輪不僅在軸側方向上呈“臺階”形式,在水平方向也有彎曲,該鏈輪在擠壓成形過程中,由于輪齒形狀相對復雜,金屬流動速度不均以及附加應力和阻力的存在,造成制件實際成形形狀與理論形狀存在一定差距,特別是頂端齒形在徑向上填充不滿(見圖2).其原因是,由于金屬變形程度大,在距離受壓面較遠的地方塑性流動受阻,齒形的成形情況較差,如果采用傳統的機械切削方法,則不利于成形.該零件成形關鍵在于工藝方案的選擇,工藝補充面的生成以及工藝參數的設置.應用CAE仿真可有效使沖壓成形由“經驗”走向“科學”,由“定性”分析走向“定量”計算,從而優化工藝參數,縮短模具試模周期[3-6].
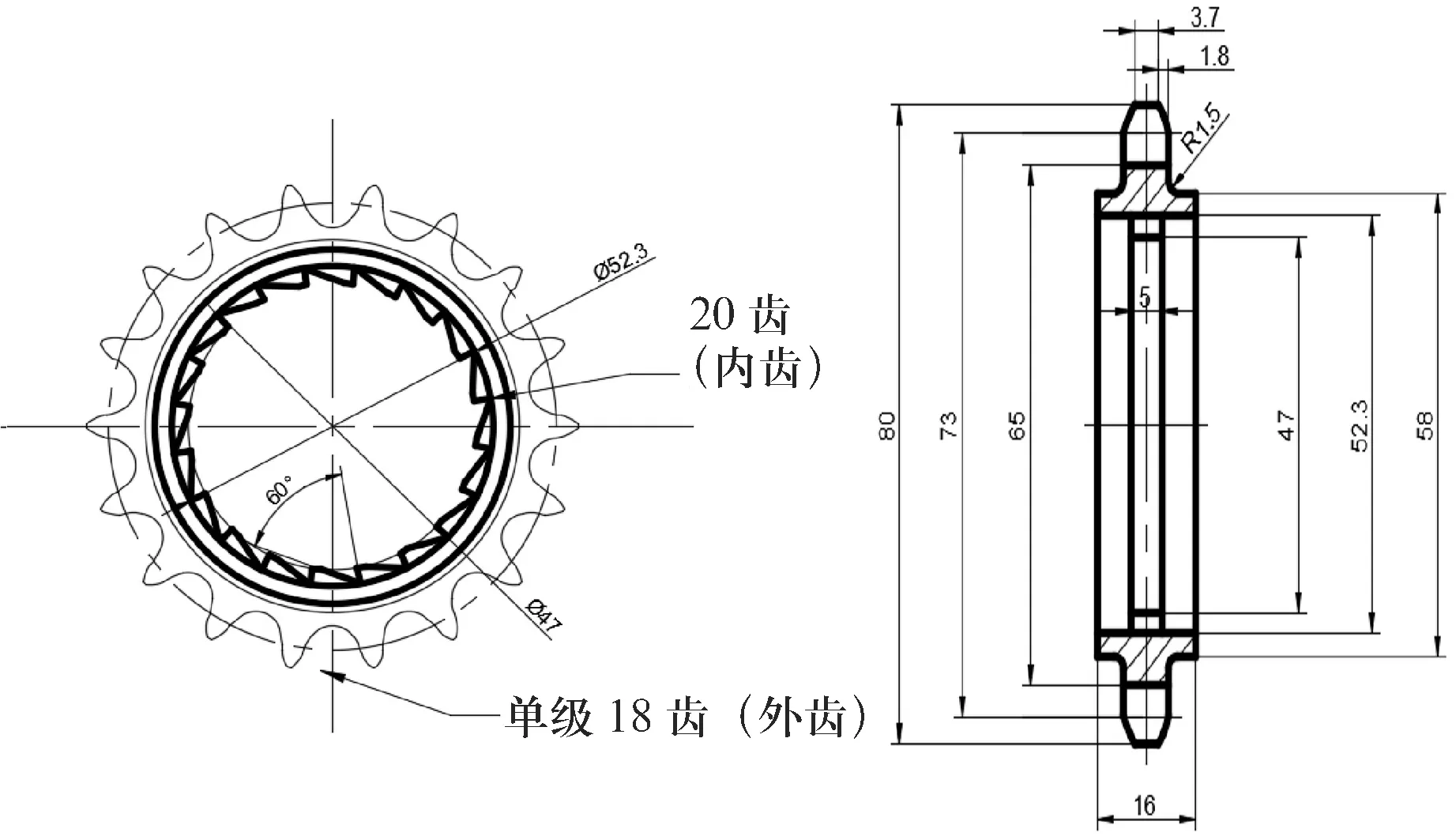
圖1小鏈輪零件圖
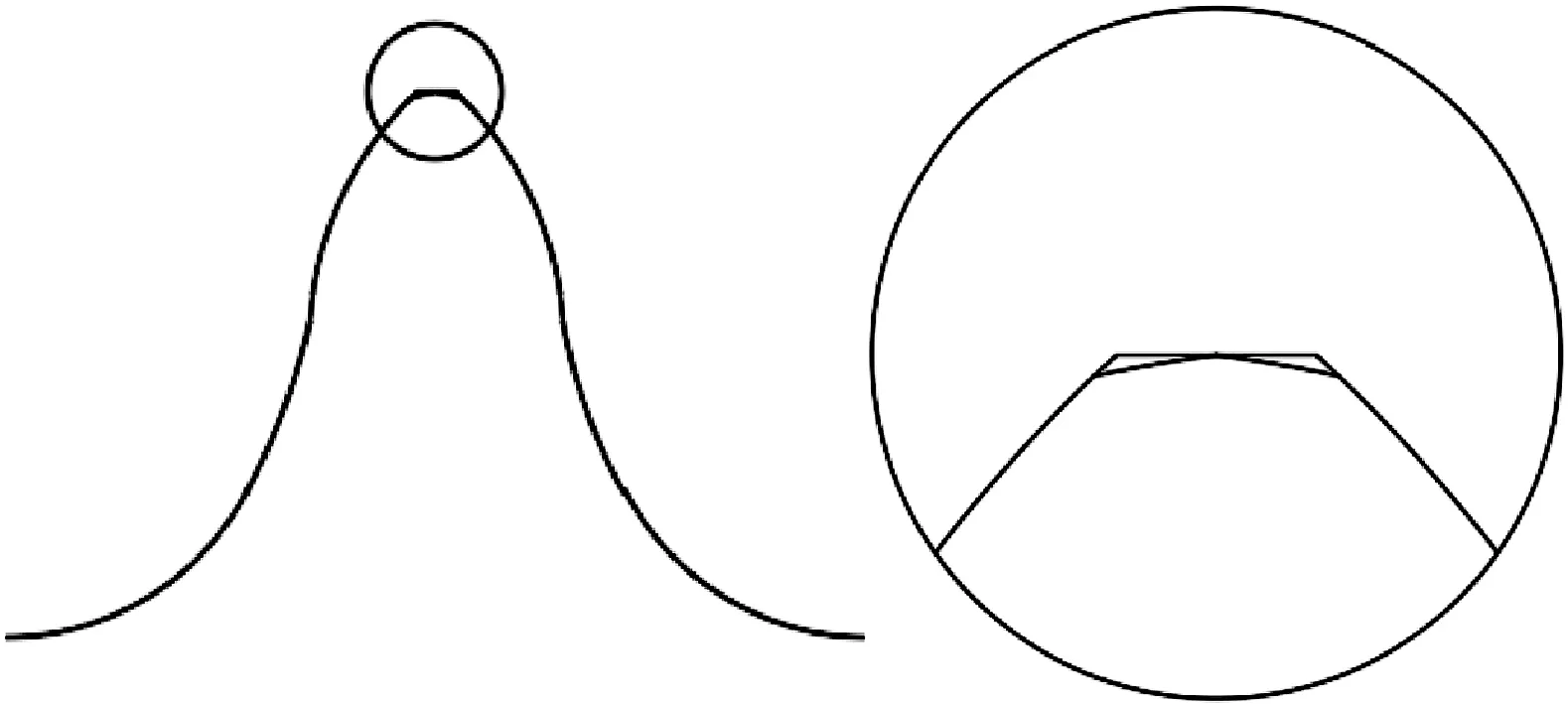
圖2齒形前端未充滿段缺陷示意圖
2 工藝流程與CAE仿真
2.1 工藝流程
鏈輪的冷擠壓成形工藝流程如圖3所示,具體為:先將下好的304坯料鐓粗沖孔,通過退火軟化和表面處理使坯料的性能改變,再放入擠壓模具里,依次進行預成形擠壓及冷擠壓成形,最后再進行回火,得到所需制品.鏈輪的成形過程如圖4所示.
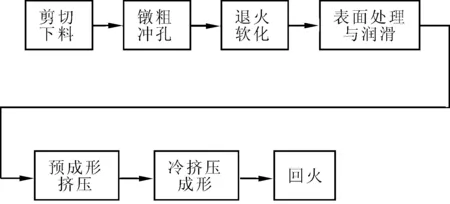
圖3鏈輪冷擠壓成形工藝流程圖
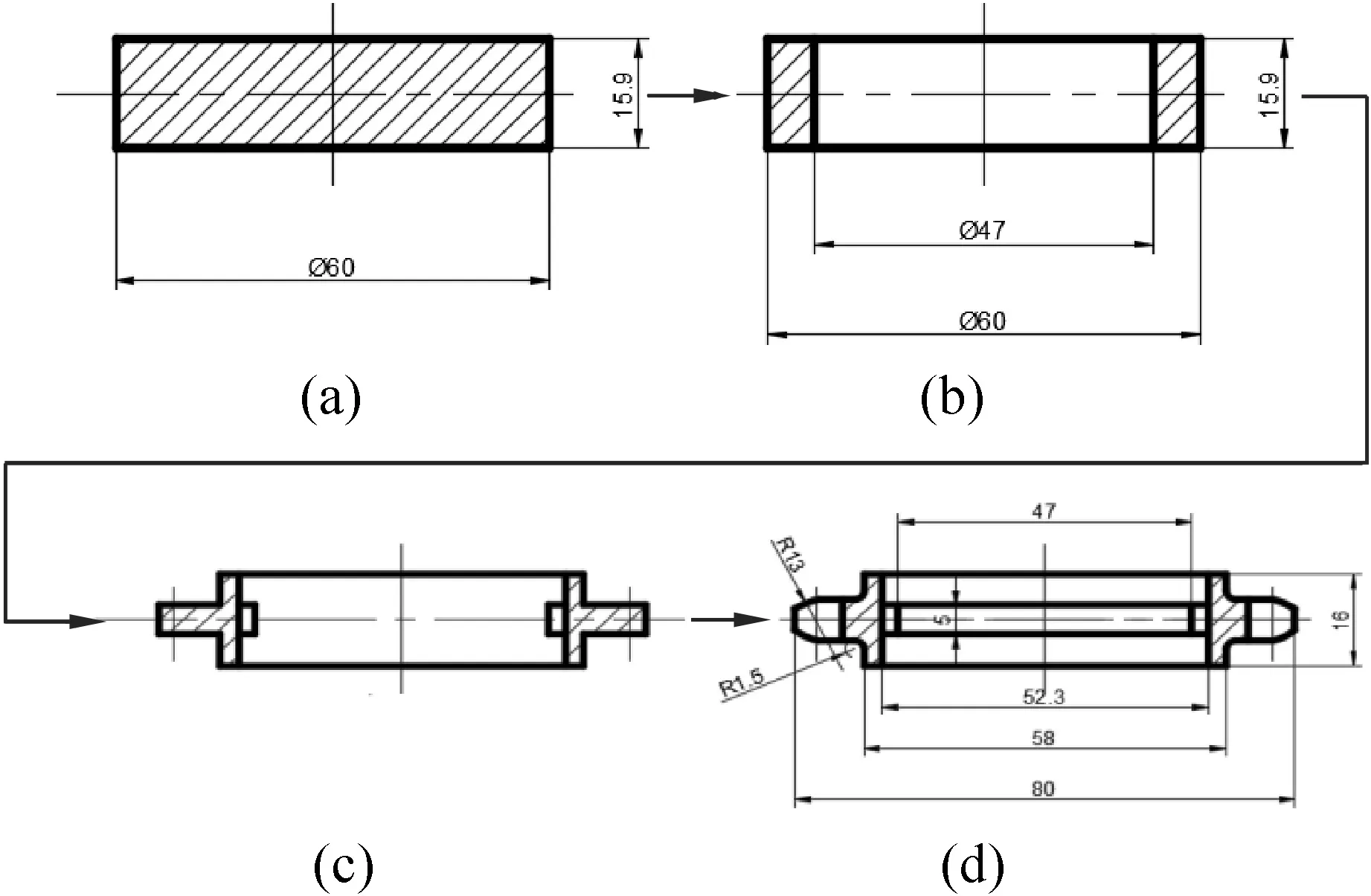
圖4鏈輪成形過程示意圖
2.2 CAE仿真
目前,評估冷擠壓成形工藝的好壞,一般采用經驗法和類比法,其思路是:待模具設計完成后,用設定好的坯料在模具中擠壓出零件,再按照零件出現的各種質量問題如表面波紋、表面劃傷、表面麻坑、擠壓件內部裂紋、擠壓件壁厚差太大等,對模具和擠壓工藝參數進行反復修正,直到擠壓出合格零件[7-11].為了驗證所設計的鏈輪是否達到預期要求,本研究基于CAE仿真平臺,從鏈輪與滾子的嚙合,鏈輪內圈棘輪與棘爪的接觸兩方面進行受力分析.其有限元分析步驟如圖5所示.
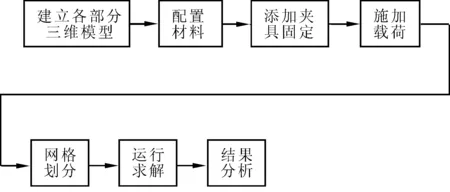
圖5 鏈輪各部位受力有限元模擬方法步驟
2.2.1 內 齒.
建立小鏈輪的內圈棘輪和棘爪的三維模型,與鏈輪外圈配合產生一個裝配體,如圖6所示.

圖6小鏈輪的三維裝配模型
首先,從小鏈輪的裝配體模型新建一個靜應力分析算例,確定分析模型的邊界條件.鏈輪外圈為304不銹鋼,其余為合金鋼.添加夾具約束,固定棘輪和棘爪,施加載荷,具體如圖7所示.根據自行車輪胎所受摩擦力近似計算小鏈輪受到的轉矩T≈μN,式中,μ=0.02,N=500 N,T=1 N·m.
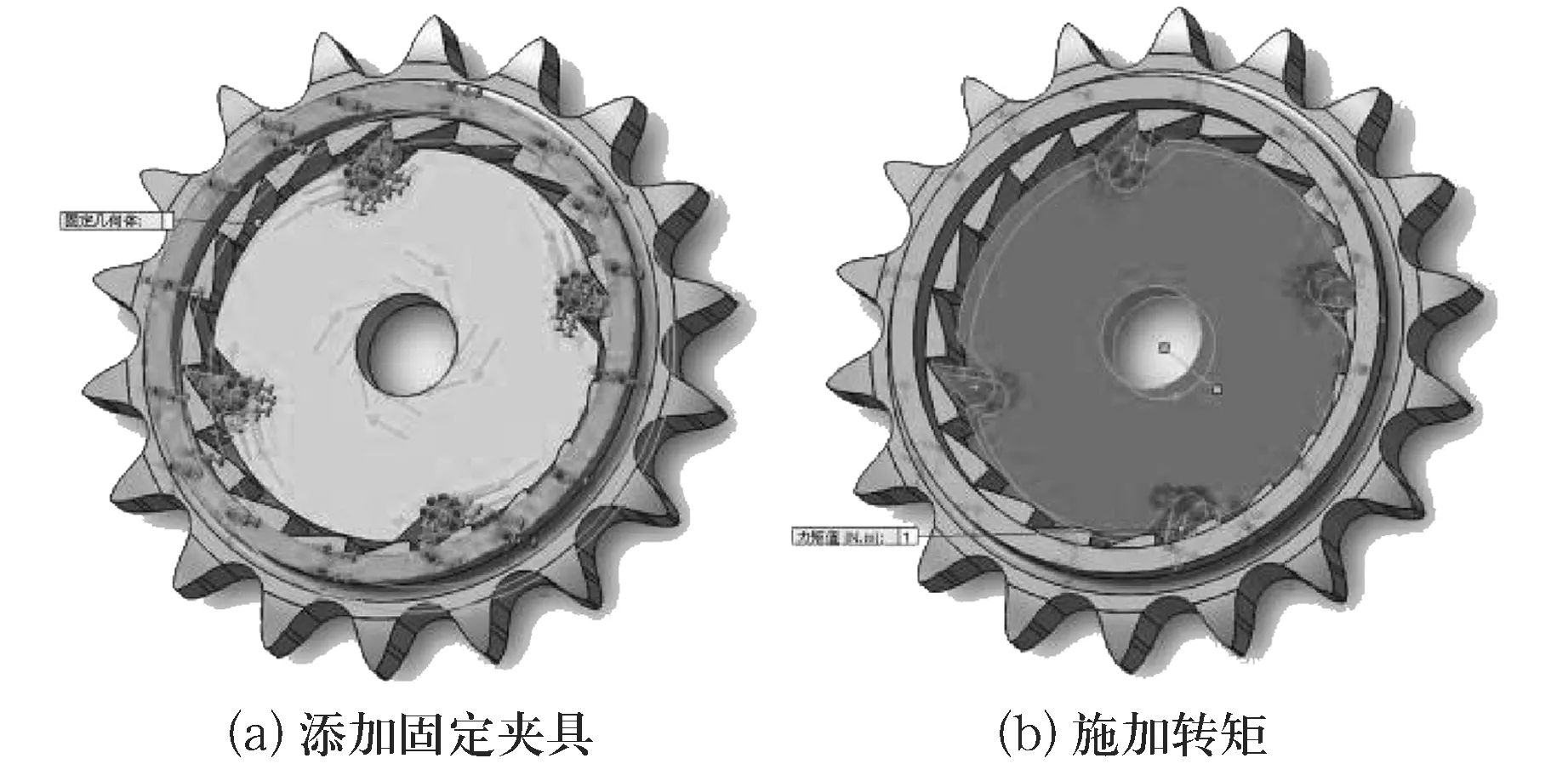
圖7約束鏈輪與棘輪和棘爪
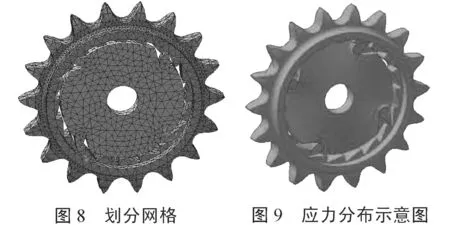
基于模型曲率劃分網格單元如圖8所示,網格精度判定方法:最大應力集中部分覆蓋2層或2層以上的單元,運行求解(如圖9所示),并分析結果.
棘爪(千斤)的根部通過銷釘與棘輪連接,所受應力通過棘爪頂部與鏈輪內齒接觸部分傳遞到根部銷釘與內圈鉸接處,從而減小了應力在鏈輪體上的集中,其應力分布如圖10所示.由圖10可以看出,小鏈輪外圈上沒有產生應力集中現象,最大合應力處為0.094 MPa,最小合應力處為0.008 MPa,符合設計要求.
圖10應力連續分布示意圖
2.2.2 外 齒.
建立滾子的實體模型,與鏈輪外圈配合生成裝配體,具體如圖11所示.

圖11滾子鏈輪裝配體
定義其邊界條件,在simulation工作界面新建一個算例,添加夾具約束輪齒的位移如圖12所示.施加一個作用于齒廓曲面上的壓應力,基于曲率劃分網格單元運行求解并分析結果,在表格選項中更改應力單位(MPa)得到最大、最小應力,其應力分布如圖13所示.
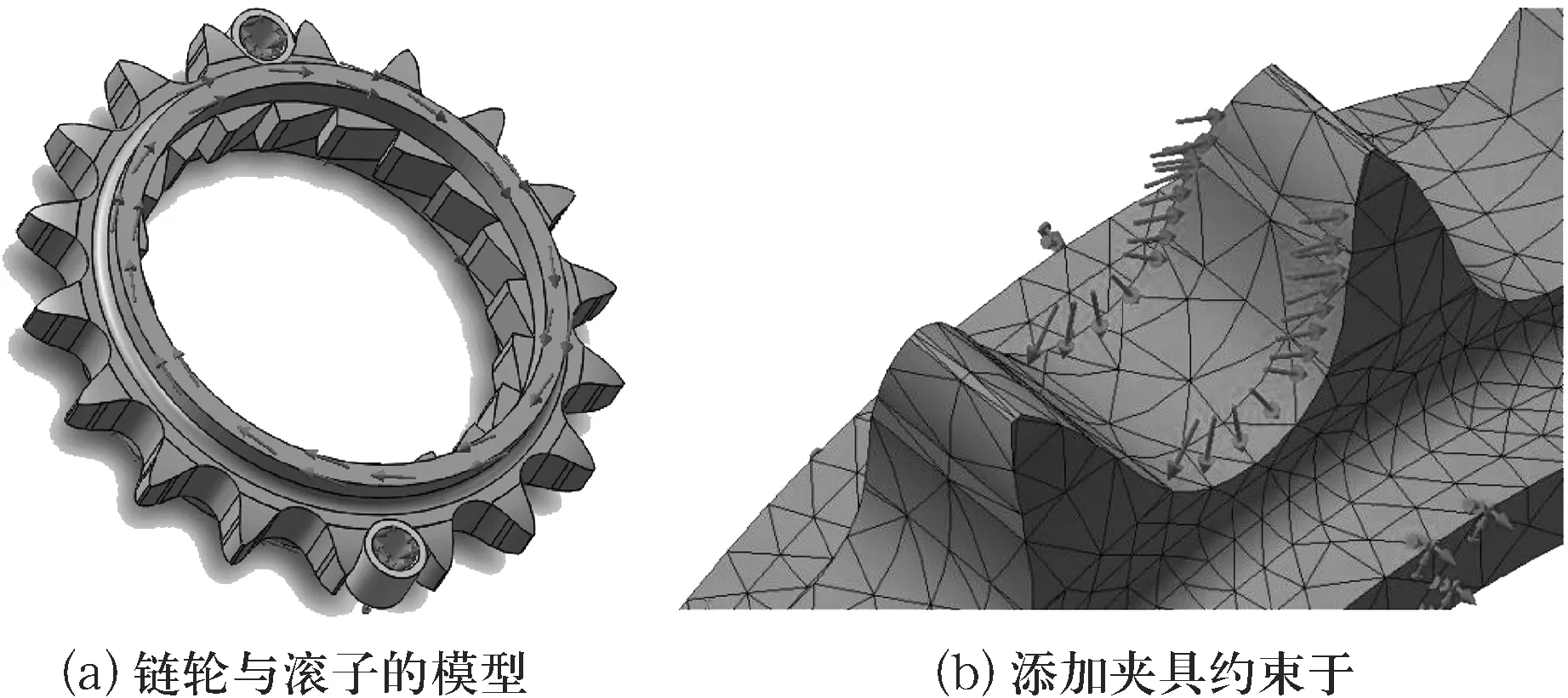
圖12定義邊界條件

圖13應力連續分布結果圖
由圖13可知,齒形上的載荷分布主要集中在鏈輪軸向端面上,輪齒所受最大合應力為0.322 MPa,最小合應力為0.146 MPa,鏈輪整體的應變量不大.此表明,輪齒強度足以抵抗其受力時的塑性變形.
3 模具結構設計
本模具結構設計以零件下型面為基準(凹模基準),凸模按照零件對半配做,其結構如圖14所示.其中,圖14(a)為模具A-A截面剖視圖,圖14(b)為模具B-B截面剖視圖,圖14(c)為模具俯視圖.
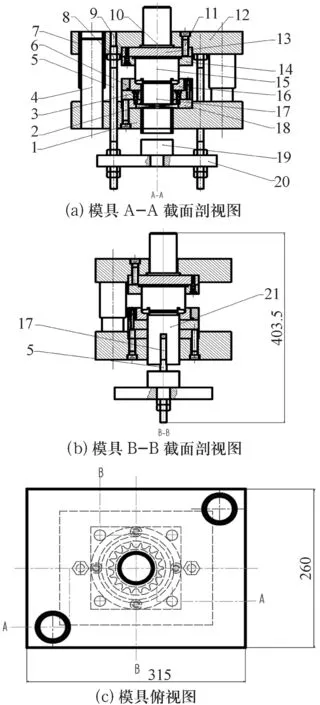
1:下模座;2:方鍵;3:凹模固定板;4:導柱;5:拉桿;6:凹模套;7:導套;8:螺母;9:螺栓;10:模柄;11:螺栓;12:上模座;13:上墊板;14:凸模套;15:凸模;16:凹模;17:中芯;18:下墊板;19:頂出桿;20:托板;21:推管
圖14鏈輪的模具裝配圖
在圖14的模具結構中,由于導柱與導套的配合間隙較小,相對滑動時容易將潤滑油擠出,通常在導柱上部設計一些凹槽.毛坯在凸、凹模擠壓下完成成形后,在拉桿及托板的作用下,凸模與凹模開始分離,頂出機構推動推管,推管將制件從凹模型腔內推出,完成卸料動作.頂出機構與托板的配合為過盈配合.冷擠壓模具的主要固定機構是凹模套、凸模套以及螺栓.為了保證凹模板與凹模套的緊密貼合,凹模套與凹模固定板之間的接觸面應留出一定的間隙.
4 結 論
本研究基于有限元方法及冷擠壓成形工藝設計的小鏈輪,其外圈與滾子在嚙合上沒有應力集中現象,最大處合應力為0.094 MPa,最小處合應力為0.008 MPa,而內圈棘輪與棘爪載荷在齒形上的分布主要集中在鏈輪軸向端面上,輪齒所受最大合應力為0.322 MPa,最小合應力為0.146 MPa,均在規定范圍內.數據表明,鏈輪強度足以抵抗其受力時的塑性變形,符合設計要求.本研究表明,基于有限元軟件分析計算鏈輪冷擠壓成形工藝過程,可以預先判斷出零件是否達到設定要求,從而縮短生產時間、節約生產成本.
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
