LNG-FSRU再氣化模塊支撐及吊裝工藝應用
2019-01-08 12:42:04孔令良
造船技術 2018年6期
孔令良, 羅 宇, 張 林
(1.上海交通大學 船舶海洋與建筑工程學院, 上海 200240;2.南通中集太平洋海洋工程有限公司, 上海 200052)
0 引 言
液化天然氣(Liquefied Natural Gas, LNG)作為一種清潔能源,地位日益凸顯,世界各國把提高天然氣在一次能源消費中的占比作為優化能源結構的重要途徑,需求量穩定增長[1]。但是海上LNG開采、儲存、氣化等技術難度較大,關鍵技術和設備多數被歐美發達國家壟斷,雖然經過近十多年的發展,中國的設計建造水平取得了可喜的進步,但距歐美和日韓新加坡等發達國家仍有不小的差距。隨著國內外LNG浮式儲存再氣化裝置(Floating Storage Regasification Unit, FSRU)工程應用的逐步發展,其配套功能模塊將成為海工的重要發展方向之一[2]。
1 LNG再氣化模塊簡介
LNG-FSRU是液化天然氣浮式接收儲存和再氣化裝置,其主要包括LNG圍護系統、LNG再氣化系統、錨泊系統、卸貨系統、蒸發器系統和外輸系統等[3]。常見的LNG圍護系統主要有獨立液貨艙和薄膜液貨艙,其中獨立液貨艙分為3種形式:A型罐;B型罐,包括MOSS球形罐和IHI公司的SPB型罐;C型罐,外觀有圓柱形、雙耳形和三體星形,無專利保護,易于建造。
LNG再氣化模塊是LNG-FSRU中關鍵的設備之一,其功能是實現LNG的再氣化,即由原來的-162 ℃左右的液態天然氣加熱氣化成接近常溫的氣態天然氣,再通過管道輸送給用戶。其熱源是海水,中間介質為丙烷。此模塊主要包含4個工藝系統:LNG管路系統、丙烷循環系統、海水管路系統、閃蒸氣(Boil Off Gas, BOG)管路系統[4]。
由于LNG再氣化模塊安裝于FSRU主甲板上,對模塊的總體尺寸和質量有嚴格的控制,總體布置得非常緊湊。模塊布置的基本原則是以系統功能設計為導向,設備布置為基礎,進行管路連接,設計結構進行支撐,最后輔以電氣系統和舾裝件布置[5]。考慮到后續的建造、吊運和安裝,模塊的穩心設計至關重要,需考慮設備、管道、結構、舾裝件均衡布置,盡量使重心位置接近于形心。由于需考慮LNG低溫泄漏保護,泄漏影響區域結構采用304不銹鋼材料,并設計集液盤進行收集,此模塊除了底盤框架為高強鋼碳鋼外,底盤以上區域均采用304不銹鋼材料。LNG再氣化模塊的典型布置如圖1所示。
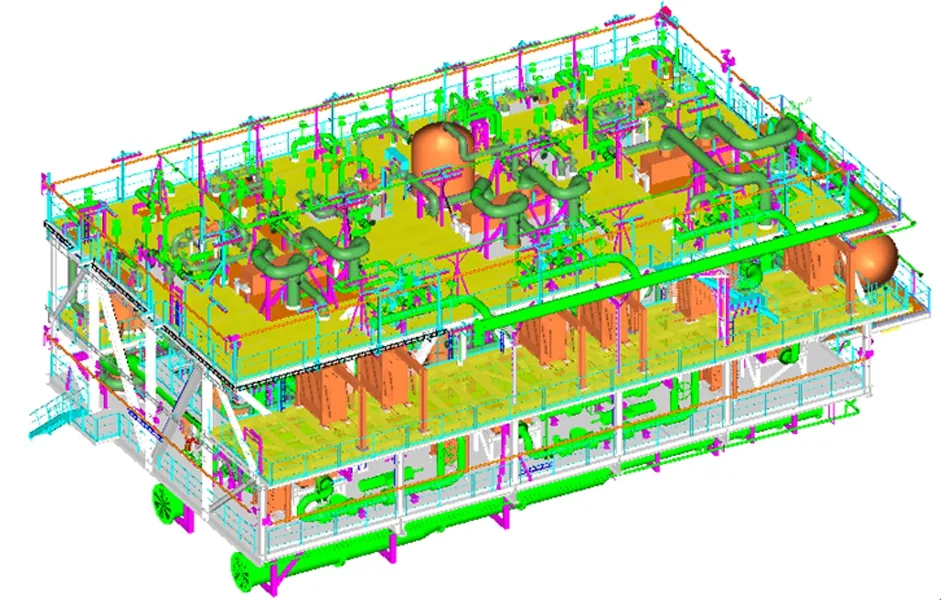
圖1 模塊布置三維模型
2 基座和吊耳布置
基座和吊耳布置于同一條軸線的上下兩端,中間通過大尺寸方管連接,根據模塊總體布置特點,各設置4個進行對稱布置,如圖2所示。基座和吊耳是模塊受力最大的位置,強度要求高,材料、裝配和焊接質量要求高,主要受力鋼板需無損探傷(Non Destructive Testing, NDT)檢查保證內部無層狀撕裂。所有焊縫均需100% NDT檢查,保證焊接無缺陷。
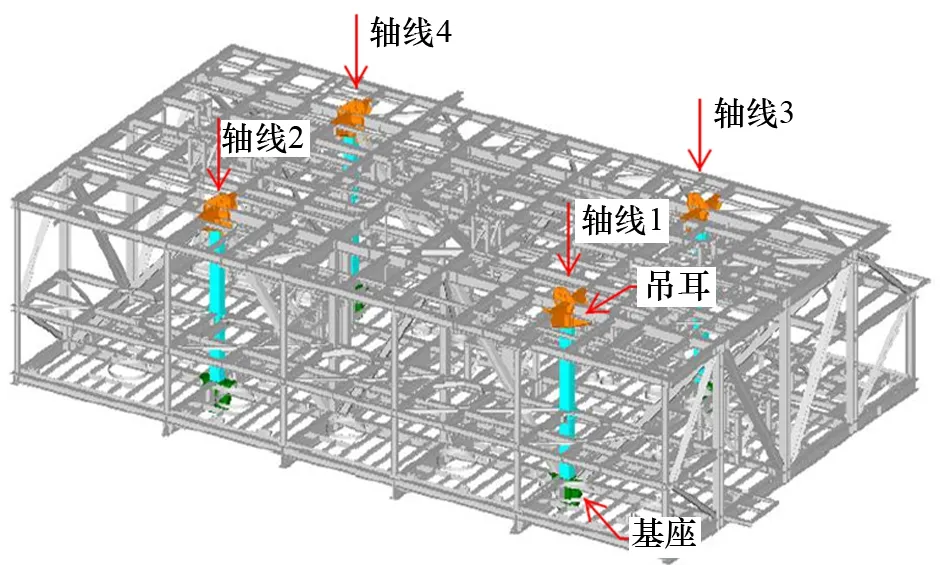
圖2 基座和吊耳布置位置
基座是模塊受壓力最大的位置,最終與FSRU主甲板上對應的4個連接基座焊接。基座由屈服強度為355 MPa的高強鋼組成,基座腹板厚度為30 mm,翼緣板厚度為20 mm,具有很強的抗拉抗壓能力。在模塊建造過程中基座位置也是主要的受力支撐點,可以有效地防止模塊整體變形。
吊耳是模塊受拉力最大的位置。由于處于LNG低溫泄漏噴濺區域,吊耳材質選擇304不銹鋼,屈服強度為215 MPa,母板厚度為80 mm,兩邊各放置一塊重磅板,厚度為50 mm,其他附屬板厚10~30 mm。吊耳與上層結構框架及立柱斜撐與碳鋼底盤組成1個整體的強力框架,保證了整個模塊的吊裝強度。
3 支撐工藝
模塊建造總裝場地為內場制造車間,完工質量約為720 t,由于從制造車間至900 t出運橋吊下無法利用吊車或重型平板車進行駁移,結合現有的工裝設備,采用液壓小車配合軌道的形式進行駁移,不僅節約了運輸成本,而且也保障了安全性。
3.1 支撐方案
鑒于模塊采取液壓小車配合軌道的形式進行駁移,所以在總裝階段布置胎架支撐件時需考慮駁運時的工裝工具布置空間。為了同時兼顧模塊支撐和液壓小車布置,本文創造性地采用十字橫梁工裝。十字橫梁布置于基座底部,其中的兩端在模塊建造時用來支撐模塊的質量,駁移時和花架焊接在一起作為保護結構,防止模塊意外墜落引發嚴重事故,另外兩端用來布置2臺液壓小車,如圖3所示。除4個基座位置外,再均勻布置12個圓柱擱墩支撐件,一是為了減少底盤結構的變形量,二是可以作為駁運時模塊的保護。

圖3 基座支撐件布置示例
根據支撐方案,建造階段所需支撐件清單如表1所示。
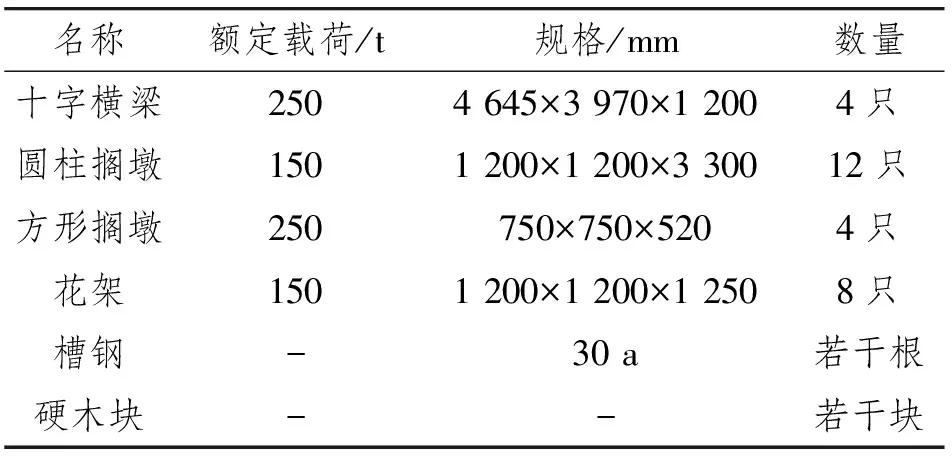
表1 建造支撐件清單
3.2 駁移方案
根據模塊總裝制造車間與900 t出運橋吊之間的關系,制定駁移流程總體方案:首先將模塊從總裝跨間D平移至900 t延長線上的流轉平臺,然后軌道小車轉向,再平移至900 t橋吊正下方,如圖4所示。

圖4 模塊駁移流程圖
根據駁移總體方案,駁移過程除表1中的支撐件外,還需如表2所示的工裝工具。

表2 駁運工裝工具清單
駁移過程為依次在4個十字橫梁下方布置8臺液壓小車,如圖5所示。此時4臺液壓小車共用1條軌道。花架與十字橫梁、其他位置總裝胎架與模塊底盤連接固定,作為駁運過程中的保護,注意去除總裝胎架與地面的連接。當前期準備工作完成后,同步緩慢地將液壓小車頂升約100 mm,使花架和總裝胎架脫離地面,靜止2~3 min,觀察無異常后,開動液壓小車緩慢地向前移動。在行進過程中,必須實時監控液壓小車的承載力,若承載力讀數異常,須停止移動,待故障排除后繼續進行。
在模塊移動至900 t橋吊延長線時,需停止前進,轉向移動。此時液壓小車下落,使花架和總裝胎架平穩地落至地面,然后撤出液壓小車,重新鋪設軌道,此時軌道與原軌道夾角呈90°,且需布置4條軌道,2臺液壓小車共用1條軌道,詳見圖5。然后重新布置液壓小車,并將模塊平移至900 t橋吊正下方,完成駁移工作。
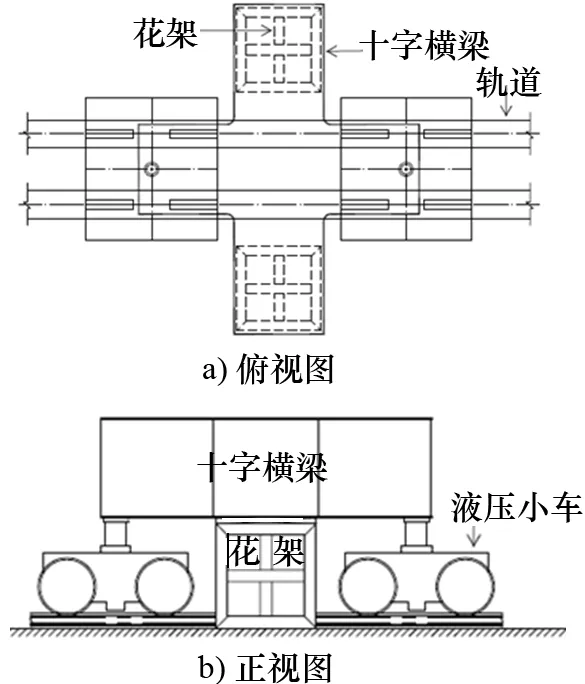
圖5 軌道小車布置圖
利用液壓小車進行駁運,可根據模塊的質量選取不同的數量成組使用,布置靈活、工藝簡單、成本較低。該方案對駁運的地面平整度和承載力要求較高,對液壓小車之間的同步度要求較高,現在通過系統控制,很容易達到要求[6]。
4 吊裝工藝
海洋工程項目通常按功能性進行模塊化建造,以提高建造速度、降低生產成本、提高生產效率[7]。由于海洋工程模塊在結構上的特殊性,吊裝過程中的變形可能導致管子和設備接口的破壞,因此就模塊吊裝而言,設計合理的吊裝方案至關重要。
4.1 吊索具選取
出運吊車選擇公司的900 t橋吊,無需使用吊梁,只需對卸扣和鋼絲繩進行匹配。模塊總質量約為720 t,且質量基本上平均分布,根據強度計算結果和增加的保險裕量,卸扣額定載荷選擇400 t,鋼絲繩破斷載荷不低于1 600 t,匹配巨力索具的樣本,通過吊裝角度計算,選擇的吊索具型號和屬性如表3所示。

表3 吊裝索具清單
4.2 吊裝方案
利用軌道和液壓小車將模塊駁運至900 t橋吊下后,還需稱重和裝配海綁托架,然后吊裝和綁扎,工藝流程如圖6所示。
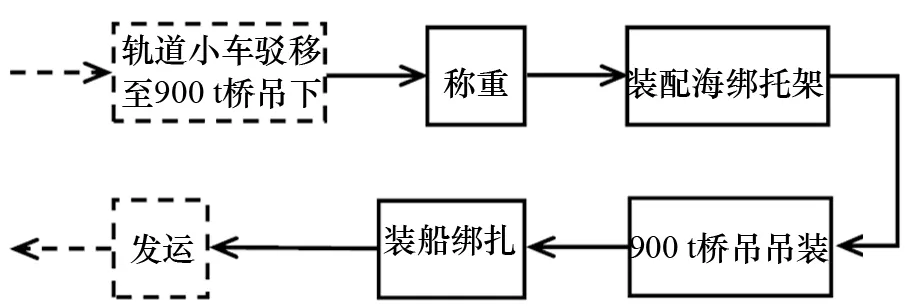
圖6 模塊吊裝工藝流程圖
(1) 稱重。海工產品對質量要求較高。建造過程中的誤差會引起實際質量與理論質量產生偏差,通過稱重可以精確得出模塊的實際質量,并為后續的海綁方案和安裝提供依據。稱重前需確保模塊上沒有多余的工具設備、材料和垃圾;確保沒有尚未安裝的設備、管子、格柵等對質量影響較大的項目;需記錄清楚稱重所需的工裝工具質量,并在稱重總質重中去除。稱重傳感器布置在液壓小車和十字橫梁之間,每個基座處布置2個,共8個。每個稱重傳感器連接1臺顯示器,實時顯示液壓小車在頂升過程中的讀數。待十字橫梁完全與支撐件脫離且讀數穩定后,記錄數據,編制模塊質量報告。模塊稱重示例如圖7所示。
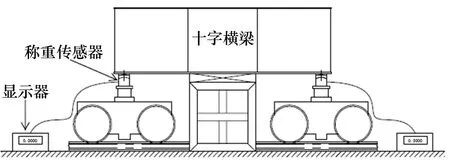
圖7 模塊稱重示例
(2) 裝配海綁托架。將模塊和900 t橋吊利用卸扣和鋼絲繩連接完畢后,緩慢起吊約200 mm,靜止約2 min,無異常后繼續吊高,撤出所有十字橫梁、軌道、液壓小車、支撐件保護等。將海綁托架用平板車運至模塊下與基座位置對齊,緩慢降低模塊高度與海綁托架貼合,裝配海綁托架。海綁托架在模塊上的安裝位置如圖8所示。

圖8 海綁托架三維模型
(3) 吊裝過程。吊裝過程需嚴格遵守吊裝作業指導書的要求,確定吊裝質量和重心位置,保證鋼絲繩與水平面的夾角在設計要求范圍內(60°±5°),吊裝之前確保與所有臨時支撐件的連接已割除,確保模塊上的雜物已清除,吊裝過程需指定具有專業技能的專人指揮,并且嚴格遵守“起重十不吊”的規定。吊裝過程中如遇異常情況,須立即停止吊裝作業,確保故障排除后再行吊裝。吊裝設計方案如圖9所示。
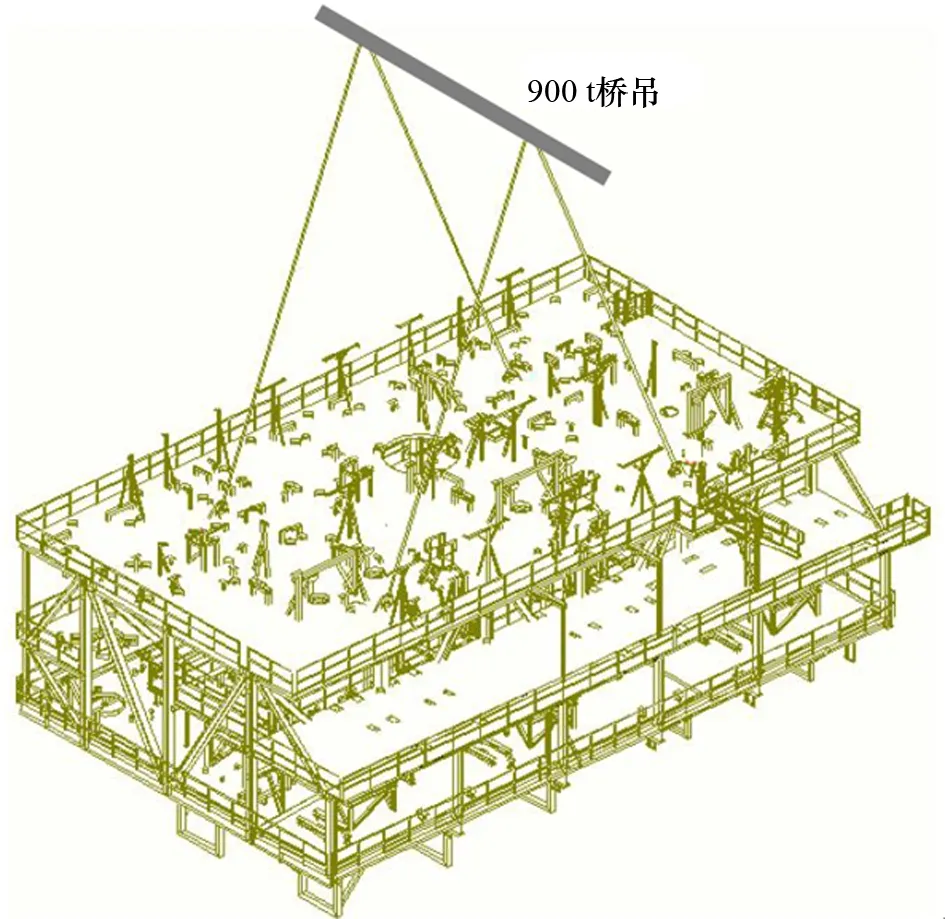
圖9 吊裝設計方案示例
(4) 裝船綁扎。提前在駁船甲板上將海綁托架的安裝位置進行劃線,待模塊吊運至駁船上方時,對準托架劃線安裝位置,緩慢降落至甲板上,然后焊接海綁托架。注意海綁托架需按照圖紙要求與駁船甲板反面加強結構對齊,以免造成甲板變形引起的海運安全隱患。吊運裝船流程如圖10所示。

圖10 吊運裝船流程圖
5 無線應力-應變實時監測系統
模塊的吊裝工作雖然有強度計算報告作為理論依據,但是無從知曉理論計算與實際偏差到底有多大,為了進一步加強吊裝安全保障,實時監控吊裝過程中應力-應變狀態,了解理論計算與實際情況的偏差,可以在吊裝過程中使用無線應力-應變實時監測系統,通過監測結果修正理論計算的偏差,為后續類似模塊吊裝的計算和工藝優化提供依據。
無線應力-應變實時監測系統在橋梁、高鐵、機械設備、船舶等工業制造領域均可廣泛應用;材料適用范圍大,可以測量各種線彈性材料的應力-應變,如鋼、鑄鐵、各種合金材料、塑料、混凝土、復合材料等。采用無線數字信號傳輸,測量精度高、性能穩定、抗干擾能力強、安裝更方便[8]。
5.1 設計原理
無線應力-應變實時監測系統由應變片、無線傳感器節點、無線網關、BeeNet網絡協議、BeeData計算機采集處理軟件組成。
監測的原理和過程是:在被測構件上貼應變片,構件在受到拉、壓等外力的作用后,其幾何尺寸會發生偏移(應變),為了抵抗外力,其內部會產生大小相等但作用相反的力(應力)。這些變化都會體現在應變片上,應變片的電阻或電流會有變化,然后傳輸至無線傳感器節點上,再通過無線信號傳輸至無線網關,最后通過無線信號或有線以太網傳輸至計算機,由專用的計算機軟件進行處理并顯示應力-應變的大小。無線應力-應變監測系統工藝流程如圖11所示。

圖11 無線應力-應變監測系統工藝流程圖
5.2 實施方案
根據LNG-FSRU再氣化模塊結構設計特點,計劃使用四通道無線傳感器節點,共計布置16個應變片位置,具體如下:吊耳位置4個,上層平臺4個,主立柱位置4個,中層平臺2個,底盤位置2個。其中吊耳和主立柱應變片位置主要受拉力作用,上層平臺、中層平臺和底盤應變片位置主要受壓力作用,比較容易彎曲變形。應變片測量位置如圖12所示。
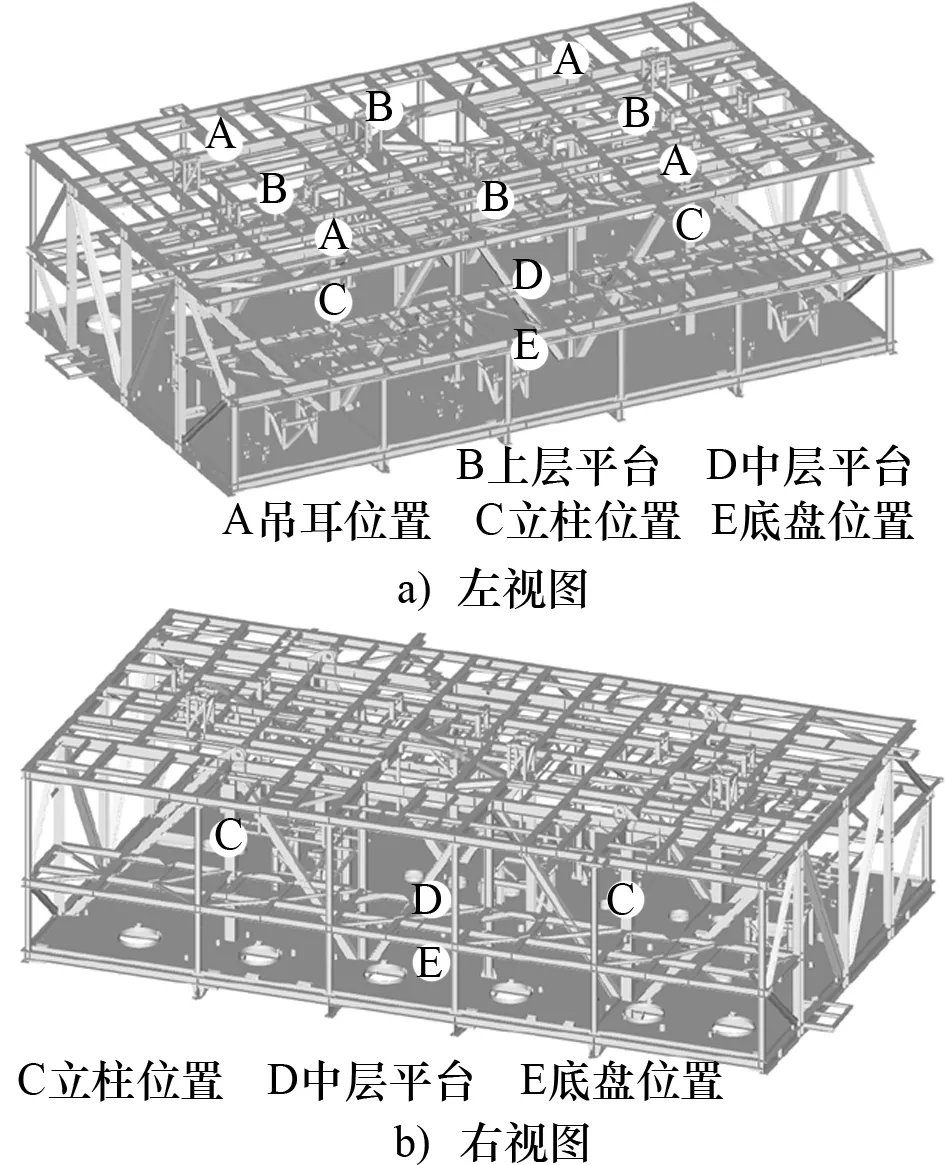
圖12 應變片測量位置示例
在LNG-FSRU再氣化模塊吊裝之前,需在要求位置布置好所有應變片,并通過導線與無線傳感器節點連接,調試好無線網關和計算機軟件,并確保信號穩定,各元件之間連接正常。在起吊過程中,通過應力-應變數據的不斷傳輸和采集,實時監控模塊結構的應力-應變變化,并通過計算機軟件實時記錄,最后形成監測報告和圖表。若監測過程中出現應力-應變異常,應立即停止吊裝,在排除故障原因后再行吊裝。
6 結 論
本文通過分析LNG-FSRU再氣化模塊基座和吊耳布置特點,在企業現有硬件設備設施的基礎上,研究模塊支撐工藝和駁移方案,研究模塊吊裝工藝,形成此類模塊標準化吊裝駁運方案,也為其他類似產品提供了參考依據,為企業帶來了可觀的經濟效益。通過無線應力-應變實時監測系統在模塊上的研究應用,增加了吊裝安全保障。同時,通過本文介紹也可加深行業人士對LNG-FSRU再氣化模塊的了解,帶來一定的社會效益。
