X射線成像技術在耐張線夾質量檢測中的應用
2019-01-11 03:24:08周正思李陽林饒斌斌毛瑞鵬
江西電力 2018年12期
關鍵詞:檢測
周正思,李陽林,饒斌斌,胡 京,毛瑞鵬
(1.國網江西省電力有限公司上饒供電分公司,江西 上饒 334000;2.國網江西省電力有限公司電力科學研究院,江西 南昌 330096)
0 引言
我國架空輸電線路中,導線終端的連接以及耐張段導線的固定方式大多采用耐張線夾。耐張線夾由鋁管和鋼錨組成,鋼錨用來連接和錨固鋼芯,鋁管用來連接導線的鋁線部分,利用壓力對鋁管和鋼錨進行壓接塑型,使得導線和線夾結合成一個整體,這樣可承擔導線及避雷線的全部張力,并起到通流的作用[1-2]。
耐張線夾安裝后不能拆卸,其壓接質量與現場操作人員、操作流程、壓接環境有很大的關系。若耐張線夾在壓接過程中出現質量問題,往往由于線路設計安全系數較高,絕大多數的壓接缺陷在施工完畢后不會立刻出現,但在投運后遭遇舞動、長期微風振動等情況下,容易發生線夾斷裂從而引起掉線故障,影響線路安全運行。如2016年8月,某220 kV線路由于耐張線夾壓接質量問題引起線路脫落,導致京廣高鐵設備故障,造成高鐵延誤長達兩個多小時,造成了較大的社會影響。
因此,開展輸電線路耐張線夾質量檢測技術研究顯得尤為有必要,通過檢測提前發現耐張線夾的壓接質量問題,及時進行消缺處理,可有效避免由于壓接質量問題而引起的輸電線路運行事故,保證輸電線路安全穩定運行[3-5]。
1 常見輸電線路耐張線夾檢測技術
由于耐張線夾具有獨特的結構特點,在壓接過程中容易受工藝水平和操作等因素的影響,從而影響耐張線夾的性能、結構完整性及使用壽命。因此,合適的檢測方法對耐張線夾內部狀態的掌握至關重要。目前,耐張線夾的檢測一般有以下幾種方法:外觀尺寸檢測、握力實驗、超聲檢測和電磁檢測[6-7]。
外觀尺寸檢測即直接通過標尺測量壓接后的耐張線夾,該方法不會損傷耐張線夾,但這種測量只能檢測出壓緊后耐張線夾壓接是否到位,無法檢測耐張線夾的內部壓接情況。
握力實驗是針對輸電導線和耐張線夾的實際情況,制作壓接樣品,進行實驗室的破壞性檢測。握力實驗雖然可直接檢測出耐張線夾外部和內部實際狀態,但只能采取抽檢的方法,檢測一個耐張線夾,這不能代表每一耐張線夾的實際狀態。同時,對于導線和耐張線夾來說,握力實驗也是一種損耗。
超聲檢測是一種基于測厚原理的現場無損快速檢測方法,采用超聲波測厚檢測裝置對耐張線夾壓接后鋁套管厚度進行檢測,間接反映壓接后耐張線夾鋁套管和鋼錨的相對位置,從而判斷是否存在壓接定位缺陷,該方法僅能檢測防滑槽位置,對其他種類缺陷無法有限檢測。
電磁檢測技術是利用電磁線圈激勵交變磁場,通過測量磁場強度或磁場強度變化率來進行工件截面變化的檢測方法。可用于確定鋼錨的邊沿從而確定防滑槽的位置。優點是設備輕便,圖像直觀。缺點是只能檢測防滑槽定位缺陷,其余缺陷類型無法檢測。
2 X射線檢測技術原理
X射線檢測技術從最初的膠片射線照相技術,經過近100年的發展,已形成了由X射線照相、X射線實時成像、X射線層析成像等構成的比較完整的X射線檢測技術體系[8]。X射線檢測技術不僅不受被檢測耐張線夾材料的影響,同時適用于檢測耐張線夾中大部分的缺陷,如壓接不到位、鋼錨彎曲、鋁管出現裂痕等,且不受缺陷所在位置的影響。近年來發展迅速的工業CT檢測技術更是適用于對耐張線夾的檢測,并可與CAD、CAM等制造技術結合而形成所謂的逆向工程[9]。這些優勢都是其他無損檢測技術所不具備的,因此,X射線技術是檢測耐張線夾最理想的方法。
X射線檢測是根據X射線在穿透不同材料、同一材料不同厚度時會有一定的差別,當密度相差越大、厚度相差越大時,X射線的穿透能力就差別越大。利用X射線這個物理特性可把一個器件內部不同材料和厚度不同的結構區分開來,這是X射線成像的基礎。X射線照射物質后的強度與物質的密度、厚度以及射線光量子的能量有關[10]。根據光學第三定律:

式中:I為衰減后的X射線強度;I0為X射線的起始強度;為材料吸收X射線系數;為X射線透過材料厚度。

根據公式(1)可推出X射線通過大小的間隙,其衰減強度為:當X射線穿過不同材料時,根據公式(1)可推算出衰減強度為:

耐張線夾的兩個部件鋁套管和鋼錨管主要是由鋼和鋁組成,當與導線壓接時,主要的壓接是在鋼錨與外部鋁管、導線鋼芯與錨管、外部鋁管和鋁絞線三個部位,在X射線對壓接后的線夾進行檢測時,鋼芯插入鋼錨到位,那么X射線穿透距離為x鋁管+x鋼錨+x鋼鉸線,則穿透后強度為:

當鋼絞線插入鋼錨沒到位時,其穿透距離為x鋁管+x鋼錨,則穿透后強度為:

取射線源射出0.25 MeV的射線時,μ鋼芯0.8,鋼芯直徑取0.75 cm,則可知

由此可知,當射線源射出合適的射線能量,鋼芯完全插入和鋼芯未完全插入有著明顯的區別。因此,采用X射線對耐張線夾進行無損檢測其內部壓接質量是可行的。
3 X成像技術在耐張線夾檢測中應用
由于耐張線夾一經壓接就會直接安裝在耐張塔上,因此要求檢測裝置同時適用地面和高空作業。檢測裝置應由X射線機、成像板和軟件成像系統組成。X射線發射儀能夠發出足夠能量的X射線,分辨出耐張線夾內部鋁和鋼的狀態;成像板能夠接收X射線的成像并且能夠存儲一定數量的成像數據;軟件成像系統通過軟件信息處理和圖像重建技術將耐張線夾內包狀態以圖形的形式重現出來,其應用示意圖如圖1所示。
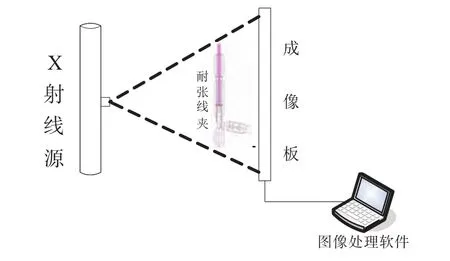
圖1 X射線技術在耐張線夾檢測中的應用
X射線檢測耐張線夾的操作流程圖如圖2所示。檢測人員需要根據現場情況綜合分析本次檢測設備的基本情況(高度、材料等)以及檢測點設置情況,將儀器放在合適的檢測位置并且保證所有的連線正確,必須要在檢測現場放置警戒線和防輻射標語;啟動所有裝置電源后,要對對檢測參數(如X射線源的管電壓、管電流等)進行估算,同時根據廠家提供的設備參數,配置對應的X射線機、成像板等設備;打開X射線機發出射線,調整曝光電源以及時間,圖像通過軟件處理后,判斷是否需要重新檢測[11]。
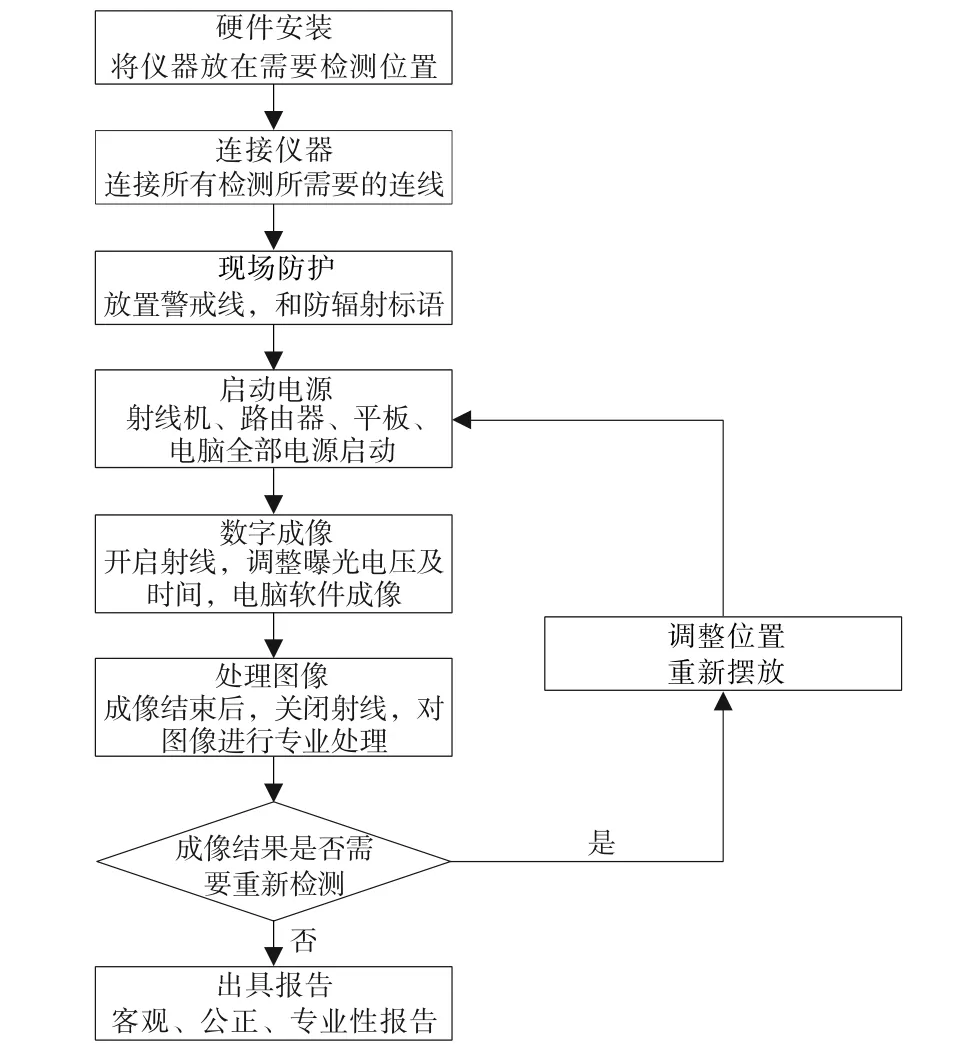
圖2 X射線技術檢測耐張線夾操作流程圖
4 典型耐張線夾缺陷識別技術
利用X射線檢測耐張線夾壓接狀態時,在耐張線夾分別選取A、B、C三個區域進行檢測,其中,A區可檢測鋼錨與鋁套管壓接情況,B區可檢測芯線與錨管或芯線接續管壓接位置,C區可檢測出外部鋁管和絞線或中間套管壓接位置[12],如圖3所示。

圖3 耐張線夾壓接區域及檢測位置示意圖
4.1 A區典型缺陷
在圖4(a)橢圓圈內可清楚看到耐張線夾的鋼錨兩個凹槽壓接狀態,規程要求液壓機將鋼錨和鋁管壓接時,要求將兩個凹槽都壓接到位[13]。如果凹槽少壓一個,這可能導致耐張線夾握力不足,需要盡快補壓;如果存在兩個凹槽都沒有施壓,或者凹槽壓接后仍留有間隙,且對邊距復核后不滿足要求,則需要立即補壓。如果鋼錨壓接不符合工藝要求,也會直接影響導線的承拉力,長期運行后易引起掉線故障。
在圖4(b)橢圓中,可清楚分辨鋼錨與鋁管壓接狀態,鋼錨靠近凹槽一部分鋁管非壓接區域被壓接,不是正常壓接狀態[14]。非壓接區域被壓接主要是鋁絞線畫印不規范或者是鋼管實測不準引起,這也是鋁管壓接時最容易引起的問題。但是圖像中鋁管和錨管未見損傷,則可不做處理,如果鋁管和錨管有損傷,則需重新壓接。

圖4 A區典型缺陷圖譜(a)鋼錨凹槽施壓部分不足(b)鋁管非壓接區域被壓接
4.2 B區典型缺陷
在如圖5(a)所示橢圓圈內可清楚分辨鋼錨尾部狀態,鋼錨靠近鋁絞線部位壓接呈現喇叭口形狀。這是由于施壓順序有錯誤,從鋼錨凹槽處向尾端施壓,施壓后鋼錨向尾端伸長,另一方面考慮到定位引流板與掛環的預偏角,要先在鋼錨凹槽施壓,導致鋼錨伸長空間不大,引起鋼錨尾端隆起呈喇叭口,嚴重時會導致鋼錨受損[15]。
在如圖5(b)所示,橢圓圈內可清楚分辨鋼錨呈現水平狀態,在靠近凹槽一端鋼錨有明顯的彎曲現象。造成這種現象的有三種原因:一是由于鋼錨在壓接時,鋼芯在穿管時沒有理直,導致鋼錨在施壓前就有彎曲應力;二是由于鋼芯自身的重力以及導線的扭絞力,在施壓過程中,鋼錨沒有水平放置,這樣會導致鋼芯的軸線和鋼錨軸線沒有重合;三是施壓在非壓區域,鋼錨在壓模兩側受力不平衡,導致鋼錨施壓后彎曲。在對鋼錨施壓后,要求鋼錨彎曲程度不能超過鋼錨長度的2%[16]。彎曲的鋼錨會增加彎曲應力,彎曲應力的增加容易增加鋼錨斷裂的概率。
在如圖5(c)所示,橢圓圈內可清楚分辨鋼錨的周邊狀態,在鋼錨周圍有半橢圓狀的灰影,這是由于壓模的誤差造成毛刺飛邊。由于鋼錨在施壓過程中相鄰各模之間受力不一致,造成鋼錨表面不平整。在鋼錨穿管之前沒有除去毛刺飛邊,這樣的鋼錨壓接工藝粗糙,施壓后進行尺寸檢測時極易出現誤差,無法判斷鋼錨的壓接是否到位,這樣對導線的握力就沒法確保。另外,鋼模自身存在變形或鋼模不匹配也會造成施壓面不平整,也能導致鋼錨出現毛刺飛邊。
在如圖5(d)所示,橢圓形中,可清楚看到鋼錨所在位置,肉眼通過辨別兩邊的明暗可清楚知道鋼芯插入深度不足,鋼錨和鋼芯空壓在15%~30%之間,不符合規程要求。錨管腔體內空隙或者漏壓比例在15%以內,對鋼芯握力才能滿足;當空隙或者漏壓比例在15%~30%時,鋼錨對鋼芯的握緊力不足,需要停電重壓;當空隙或者漏壓比例在30%以上[17],鋼錨對鋼芯握力嚴重不足,導致導線整體拉力值不能達到要求,需要立即重壓。
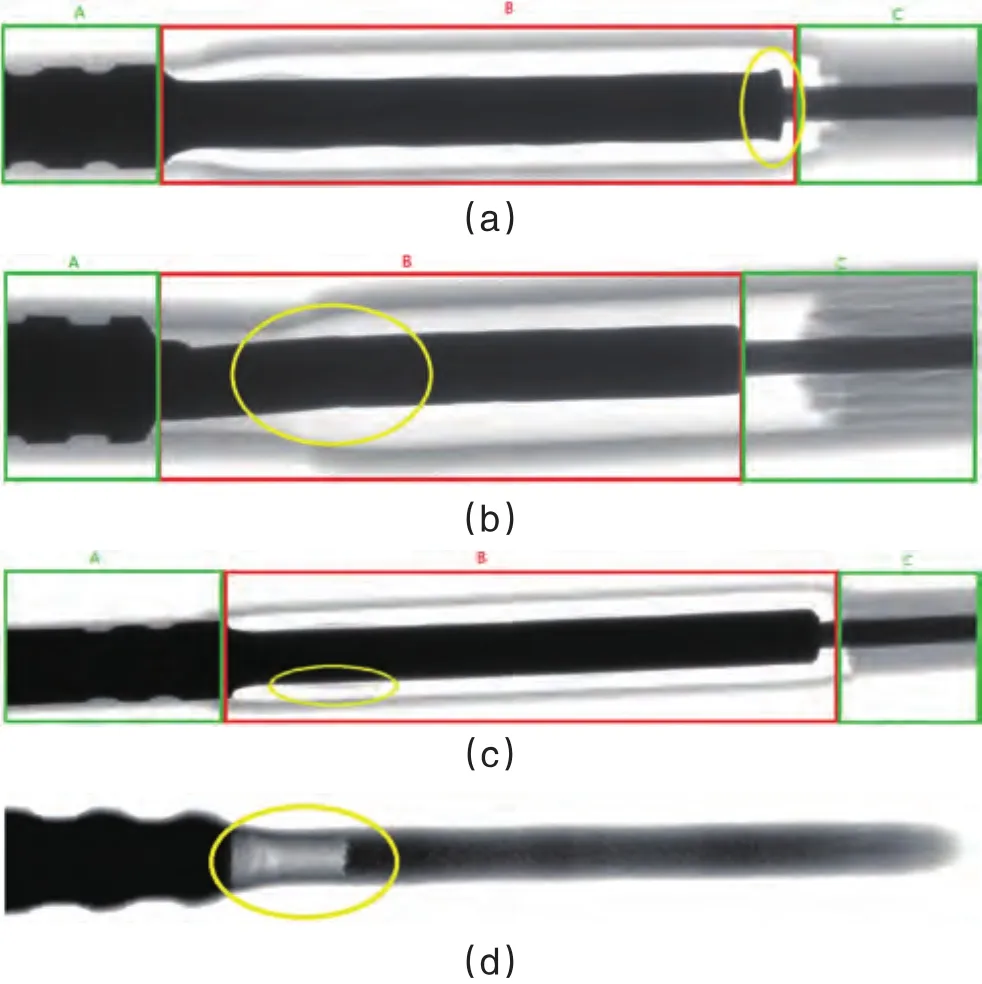
圖5 B區典型缺陷圖譜(a)鋼錨尾部喇叭口:(b)鋼錨彎曲狀態;(c)鋼錨毛刺現象;(d)鋼芯插入鋼錨尺寸不足
4.3 C區典型缺陷
在如圖6(a)所示的橢圓形中,可清楚看到鋼錨端口的位置狀態,鋼錨口與鋁絞線沒有明顯的間隙,會導致鋼錨和鋁絞線有初始應力,影響鋼管強度。規程要求耐壓管在施壓完成后,鋼錨尾端與鋁絞線之間的空隙大約要有約10 mm的間隙。當間隙小于10 mm,可能是在對鋁管進行壓接時,鋁絞線因受壓伸長而頂碰鋼錨,導致初始應力增加,從而影響鋁管的強度;間隙大于10 mm,導致鋁管非壓區域變長,對應的鋁管壓接區域減少,會引起導線握力下降。在C區多壓的典型缺陷圖譜如圖6(b)所示,其成因和處理建議與A區多壓相似,詳見4.1。
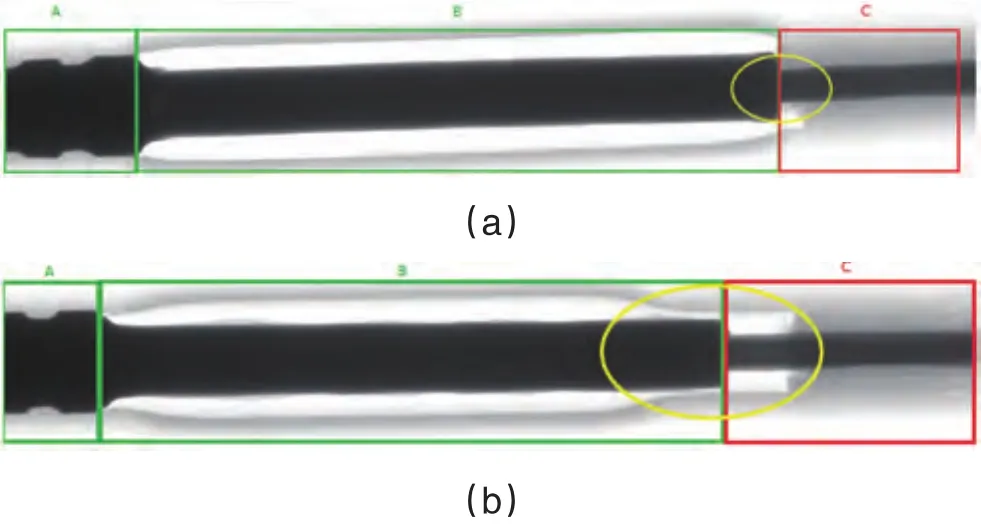
圖6 C區典型缺陷圖譜(a)鋼錨口與鋁絞線過近(b)鋁管非壓接區域被壓接
5 結語
目前,從現場運行的實際情況來看,因輸電線路的耐張線夾壓接質量問題而引起的輸電線路故障時有發生,外觀尺寸檢測和握力實驗只能對耐張線夾部分性能進行判斷,不能精確和全面檢測出耐張線夾的壓接狀態。因此,需要一種更直觀、便捷、有效的手段對耐張線夾進行無損檢測。通過本文的分析,X射線數字成像技術是實現耐張線夾質量檢測的最有效手段,并提出了詳細的應用方案。文中在現場實際檢測出來的大量影像資料的基礎上,分類整理出了耐張線夾在A區、B區、C區的常見故障類型,對架空輸電線路耐張線夾質量檢測有一定的參考與指導意義。
猜你喜歡
中國設備工程(2022年12期)2022-07-11 04:33:00
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2019年9期)2019-11-25 07:34:36
中學生數理化·七年級數學人教版(2019年9期)2019-11-25 07:34:34
中學生數理化·七年級數學人教版(2019年12期)2019-05-21 02:53:50
中學生數理化·七年級數學人教版(2019年12期)2019-05-21 02:53:48