鍋爐爐頂大包水冷壁泄漏分析
2019-01-11 03:24:10
江西電力 2018年12期
(江西省景德鎮市特種設備監督檢驗中心,江西 景德鎮 333000)
0 引言
2017年12月27日1:50,某電廠3號鍋爐爐頂大包底部標高61.6 m部位的前水冷壁發生外泄漏;12月31日23:54,按照調度要求停備;2018年1月2日,電廠對爐頂大包內部進行檢查,發現泄漏位置為爐左數第4個前墻水冷壁上集箱爐左數第37根管預埋填板位置(該位置與大包前部底板相連,距水冷壁上聯箱中心線1 826 mm),泄漏口沿管子縱向方向呈撕裂狀爆口。水冷壁管規格為Φ28×6 mm,材質15CrMo,填板規格為100×40×6 mm的方型板,材質12Cr1MoV,對泄漏部位取樣進行原因分析[1-3]。
1 理化分析
1.1 宏觀檢查
泄漏位置在爐頂前水冷壁爐左數第4個集箱,左數第37根管子與大包底板接觸位置預埋填板附近,泄漏口在管子背火側正中間位置,呈縱向狀撕裂(長約100 mm),泄漏口附近無明顯脹粗,無明顯減薄(泄漏口附近厚度為5.86 mm),檢查附近區域管子發現第44根管子與密封填板焊縫熔合線處存在裂紋,泄漏區域距水冷壁管上安裝焊縫約1.2 m,如圖1-4所示。
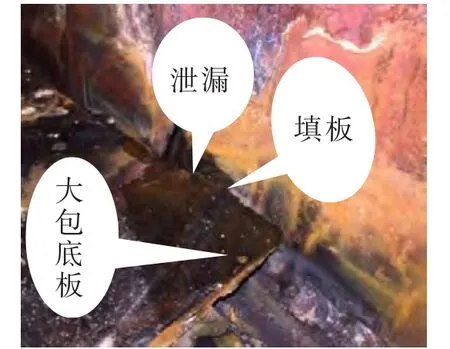
圖1 泄漏區域宏觀照片
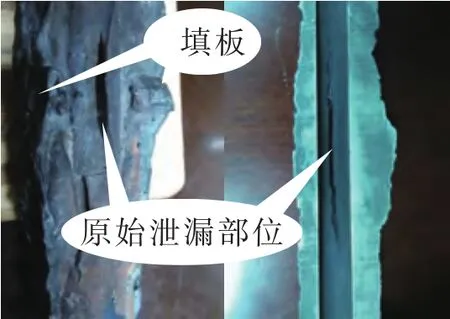
圖2 第37根管泄漏口

圖3 第44根管與密封填板焊縫裂紋
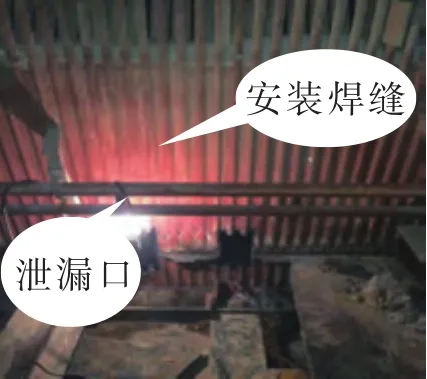
圖4 泄漏區域水冷壁宏觀照片
水冷壁與大包底板連接結構:前墻水冷壁以1 760 mm寬為一組,每2根水冷壁管之間焊接一塊規格為100×40×6 mm的預埋填板,將一塊規格為1648×50×6 mm扁鋼與各填板焊接,再將整個大包前部底板與扁鋼中部焊接,上部連續滿焊、下部斷續點焊,如圖5(a,b)所示。
對泄漏區域進行宏觀檢查發現,前墻水冷壁爐左數第4個集箱左數第33~50根管子存在明顯變形,向外凸出,與水冷壁變形區域接觸的大包底板與固定橫梁焊縫發生拉裂,如圖6、7所示;同時發現第4個集箱左數第3、4根管子之間鰭片從最上部往下撕裂約1 m長,如圖8所示。
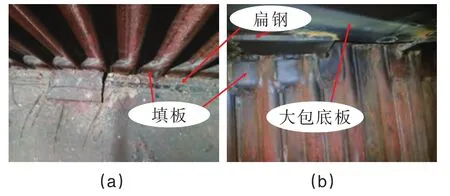
圖5 水冷壁與大包底板連接宏觀照片(a從上往下看、b從下往上看)
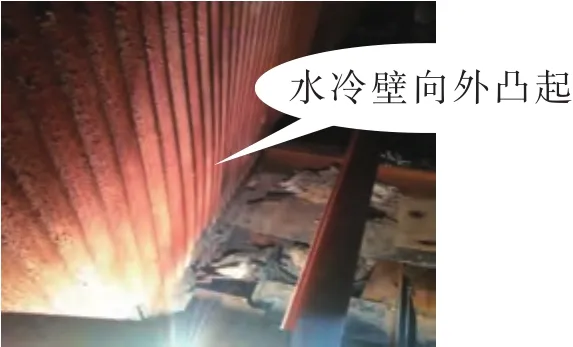
圖6 泄漏區域變形宏觀照片

圖7 大包底板與固定橫梁焊縫拉裂

圖8 水冷壁鰭片焊縫拉裂
1.2 泄漏管宏觀檢查情況
對泄漏區域管子進行宏觀檢查,外表面未發現裂紋;對第33~45根管共13根管進行縱向剖開檢查,發現預埋填板區域管子內表面存在肉眼可見裂紋,如圖9、10所示;對管子填板處橫向剖開檢查,發現填板與水冷壁管子焊縫沿熔合線開裂,如圖11所示;預埋填板范圍以外的水冷壁上、下管內壁未發現裂紋。

圖9 左數45根管子內壁宏觀照片
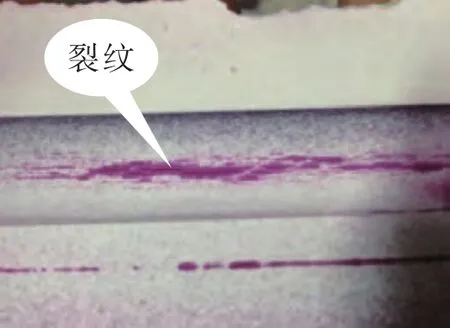
圖10 泄漏管內壁宏觀照片
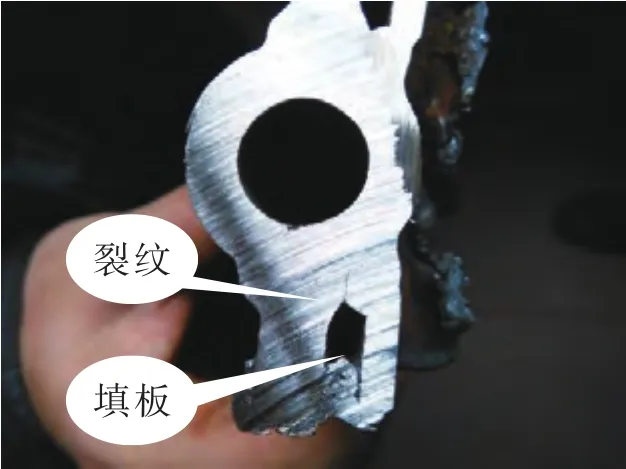
圖11 左數44根管填板焊縫裂紋宏觀照片
1.3 取樣分析
對水冷壁泄漏管及其附近管進行取樣分析,泄漏管母材化學成分分析符合GB 5310—2008《高壓鍋爐用無縫鋼管》標準要求,如表1所示;泄漏管附近管子力學性能測試檢驗結果均符合GB 5310—2008《高壓鍋爐用無縫鋼管》標準要求,具體數據如表2所示;對水冷壁泄漏管及其附近管預埋填板區域水冷壁管壁取樣進行金相組織分析,管壁母材金相組織均為鐵素體+珠光體,爐左數第4個水冷壁集箱對應管子內壁存在嚴重裂紋(裂紋深度約0.2 mm),遠離泄漏區域的第5個水冷壁集箱左數第19根管子內壁存在表面裂紋(裂紋深度約0.1 mm),如圖12-15所示。

表1 泄漏管母材化學成分分析結果%

表2 左數42根管子母材力學性能分析結果

圖12 第42根管背火側內壁金相組織

圖13 第42根管向火側內壁金相組織

圖14 爐左數第5個聯箱第19根管向火側內壁金相組織

圖15 爐左數第5個聯箱第19根管背火側內壁金相組織
2 分析討論
取樣分析結果顯示水冷壁泄漏管母材化學成分、力學性能及金相組織均正常,材質合格。
宏觀檢查結果顯示,水冷壁內壁裂紋只發生在距管口約1.2 m的預埋填板位置附近向火側及背火側管壁,背火側比向火側管內壁裂紋嚴重,表明預埋填板的結構影響水冷壁內壁產生裂紋。同時由于鍋爐運行升溫時,水冷壁與大包底板升溫速度存在明顯差異,二者膨脹不一致,加之預埋填板結構對水冷壁管自由膨脹造成約束,從而導致水冷壁管屏在運行時左右膨脹受阻,造成水冷壁向外凸出變形,停爐時水冷壁向內收縮,水冷壁預埋填板處管壁承受較大的交變載荷應力;長期運行后,在水冷壁預埋填板附近管內壁產生生裂紋并擴展穿透管壁而發生泄漏。
3 結語
綜上,預埋填板結構的設計和大包底板與前墻水冷壁整體連接,造成水冷壁管膨脹受阻是此次泄漏的主要原因。
1)建議將預埋填板與水冷壁管焊接結構調整為填板與水冷壁鰭片豎直焊接結構;
2)建議盡快準備好備品,利用檢修機會更換前墻水冷壁穿頂棚部所有管段。對其它存在相同結構部位,進行割管取樣分析,如存在同樣的問題應一并進行更換;
3)嚴格控制鍋爐啟停速度、鍋爐負荷變化速度,防止水冷壁區域溫度變化過快。
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
成都信息工程大學學報(2021年4期)2021-11-22 07:44:46
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
制造技術與機床(2018年12期)2018-12-23 02:40:58
四川輕化工大學學報(自然科學版)(2017年3期)2017-06-29 12:00:57
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24