簡化模型對鋁合金薄板凸焊有限元分析的影響
2019-01-11 07:23:20徐光晨
文山學院學報 2018年6期
徐光晨
(蕪湖職業技術學院 機械工程學院, 安徽 蕪湖 241000)
電阻焊是在兩個電極之間的焊接工件上通過電流,通過工件接觸表面以及工件本身的電阻將鄰近區域加熱形成冶金結合的方法[1]。凸焊指在焊件表面預留若干個凸起與另一個焊件形成表面接觸,通電過程中將凸起壓潰后形成冶金結合的方法。整個過程涉及電、熱、冶金、力學等復雜過程,因此很難對整個耦合過程進行實驗觀察[2]。此外,往往需要耗費大量的人力和物力來獲得更好的焊接接頭。在焊接過程中加入焊接模擬,不僅能得到焊接過程中的參數變化的動態影響,而且大大節約了焊接成本。因此,焊接模擬被廣泛應用于焊接領域。
鋁合金之間的焊接或者冶金結合目前仍然是一個難題[3-4]。目前,凸焊仿真的研究較少,上海交通大學的羅愛輝[5]等人對整個凸焊工藝過程進行了完整的分析,得到了凸焊凸點壓潰過程、凸焊焊核成形過程以及焊后溫度場分布等一系列結果。武漢工程大學的盧霞[6]等人分析了真空電阻凸焊的熱電耦合過程,得到了焊接過程的熱歷程以及焊件各部位的溫度分布,得出凸焊筋距離對溫度場分布的影響。上海交通大學的萬子軒[7]等人定性及定量地分析了兩種材料在電阻凸焊過程中溫度場、應力場的參數變化規律以及最終凸焊接頭的熔核直徑。華中科技大學的王成剛[8]等人通過對不同預壓力和不同角度凸焊筋頂角的有限元接觸分析,得出不同預壓力和凸焊筋頂角的凸焊筋塑性變形和接觸壓力分布狀況等結果。
本文采用simufact焊接軟件研究了6063鋁合金薄板的凸焊問題。建立了薄板焊接的有限元模型。考慮模型的熱過程,材料的熱物性參數和溫度與應力的耦合過程,得到不同尺寸的模型對凸焊實時溫度場與應力場分布的影響,進而優化工藝參數,對實際加工提供指導。
1 有限元模型的建立
1.1 數字模型
通過軟件創建一個鋁合金焊接的數值模型,使用6063鋁合金為薄板焊接材料,上、下表的大小是50 mm×50 mm×1.5 mm,6063凸焊筋與下薄板一體成型,其位置和大小如圖1所示。

圖1 鋁合金凸焊數字模型
1.2 有限元模型
建立了鋁合金薄板的有限元模型。模型分為兩部分,即上薄板和下薄板。網格全部采用四面體網格,凸焊網格尺寸范圍為0.1~0.2 mm,上下金屬薄板網尺寸范圍為0.3~0.5 m,凸焊筋和下薄板使用過渡網格進行連接。圖2顯示了三個有限元網格模型,它們簡化了模型其中一個方向的尺寸。圖2為三種有限元網格模型,對模型其中一個方向上的尺寸進行簡化,薄板長度保持50 mm,完整模型的寬度為50 mm,1/5模型的寬度為10 mm,二維模型使用的是殼體模型。
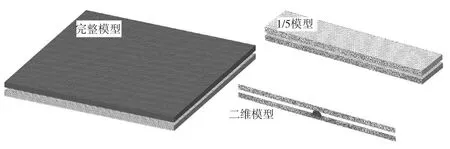
圖2 模型簡化對比方案
1.3 溫度場基本方程
電阻凸焊為電-熱力耦合分析,考慮到已給定電流參數,內部電壓可以用拉普拉斯方程描述,微分方程為∶

式中:r,z為圓柱坐標系中點的徑向和軸向坐標;U為電壓;ρ0為材料的電阻率。
鋁合金的凸焊本質上是一種電阻焊,焊接過程的溫度場定義為非線性瞬態熱傳導問題。熱傳遞機制包括電極與薄板之間的熱傳導,薄板之間的熱傳導,薄板與空氣之間的熱對流,薄板內的熱傳導。根據傅里葉定律和能量守恒定律可以得到以下的熱傳遞方程[9]:

式中,λ為導熱系數;T為溫度;t為時間;Q為潛熱;ρ為材料的密度;Cp為比熱容。
1.4 材料熱物性參數與相變潛熱
薄板使用的材料為6063鋁合金,其化學成分如表1所示。其隨溫度變化的熱物性參數如圖3所示。
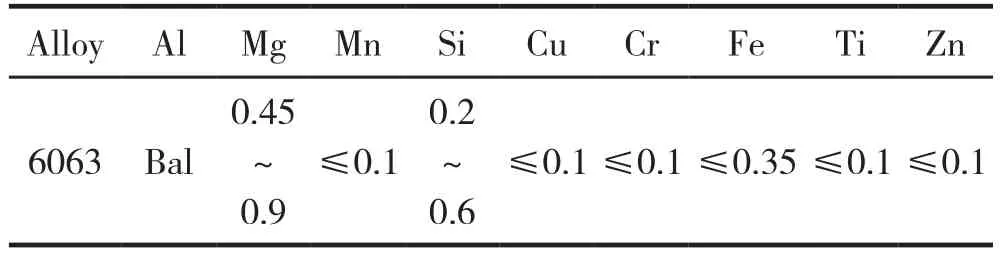
表1 6063的化學成分(質量百分比)
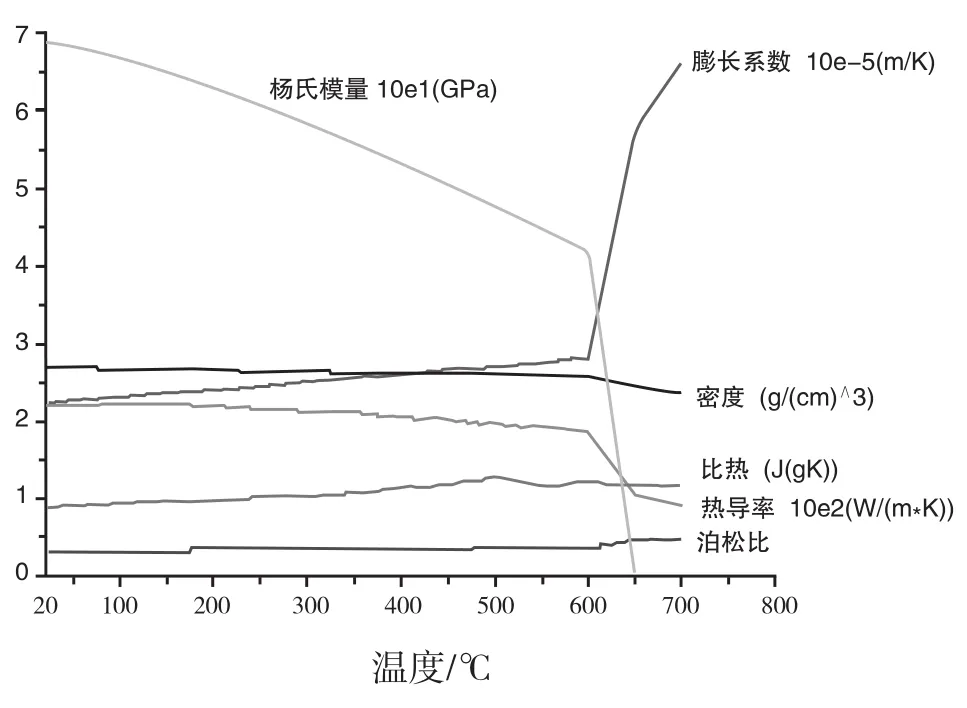
圖3 6063部分熱物性參數
相變潛熱是指在相變過程中吸收或釋放的熱量。在鋁合金薄板焊接過程中,熔池在短時間內進行固-液-固相轉化,所以在定義材料性能時需要用以下公式來描述焓的變化:

其中,ρ為密度,C(t)為隨時間變化的比熱。
2 焊接工藝
凸焊工藝是先后將上電極和下電極移動到點焊位置,之后激活上電極的載荷,形成一個閉合的焊接回路;之后通電一段時間直至斷開電流;繼續保持外力負載作用,電極靜止;最后把電極移開完成凸焊。圖4表達了凸焊的焊接工藝。
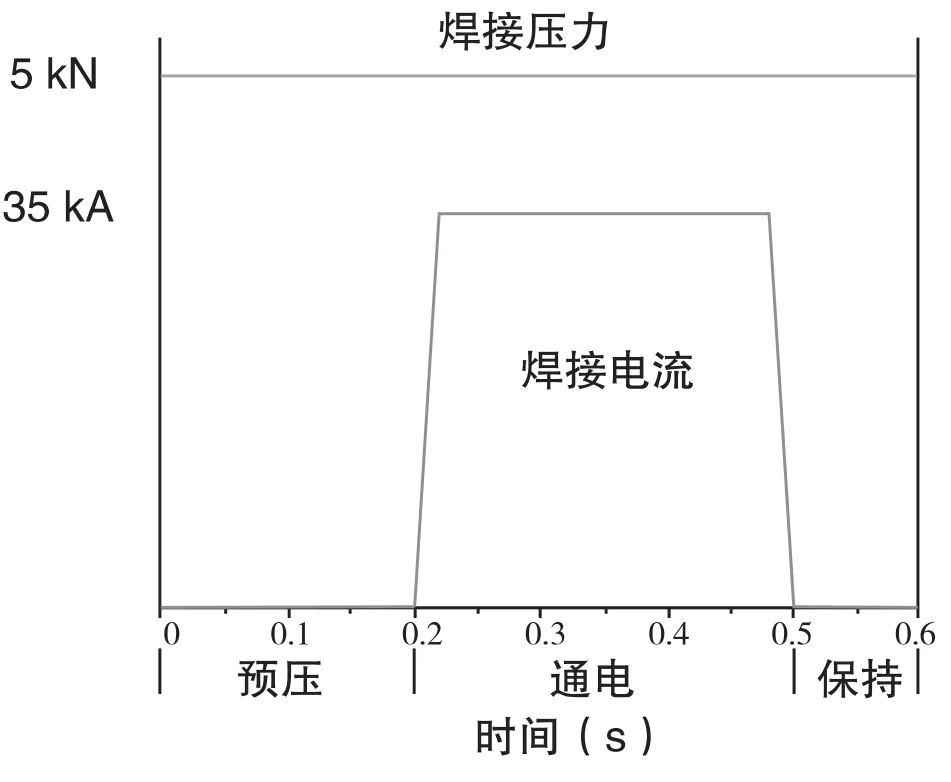
圖4 凸焊工藝參數
3 模擬結果與討論
通過三種模型的最高溫度對比(見圖5),我們發現隨著模型的簡化,焊核在厚度方向的尺寸逐漸增加,在二維模型中,薄板幾乎被融穿。我們推測這與模型簡化后的邊界條件設定有一定的關系,因為隨著模型的簡化,原本的鋁合金薄板內部的熱傳導被減弱,空氣與鋁合金之間的熱對流與熱輻射逐漸變成散熱的主要方式。因此,交完整模型相比,1/5模型散熱變慢,而二維模型散熱最慢,以此焊核尺寸最大。
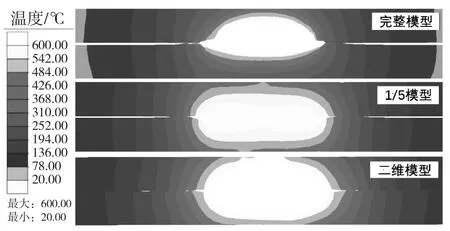
圖5 三種模型的最高溫度對比
圖6 是三種模型完全冷卻后的殘余應力對比,不難看出三種模型的殘余應力的最大值與最小值非常接近,最大值相差0.01 MPa,最小值相差0.46 MPa。完整模型與1/5模型的殘余應力場分布相似,但二維模型的殘余應力場分布與完整模型相差較大,藍色的低應力區離焊核更近,說明熱影響區范圍遠小于完整模型。
通過對比溫度場與殘余應力場,發現1/5模型與完整模型計算結果相差較小,而二維模型的計算結果偏差較大。三種模型的計算時間分別為:2 h、35 min和10 min,1/5模型能夠節約近70%的計算時間,二維模型能夠節約近91%的計算時間。因此,選擇1/5模型代替完整模型進行仿真,能夠在節約大量時間的同時獲得相對接近的計算結果。
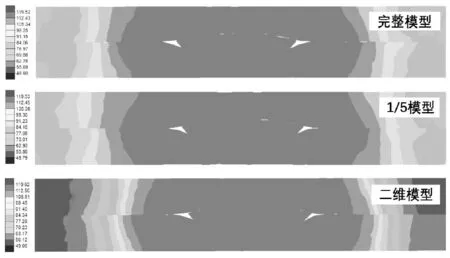
圖6 三種模型的殘余應力場對比
4 實驗驗證
圖7為實驗實測的工件最大變形量與仿真結果的最大變形量對比,隨著模型的簡化,最大變形量與實驗結果偏離越多,其中,1/5模型的計算結果與完整模型非常接近,這與之前的溫度場對比和殘余應力場對比結果相吻合。仿真的結果雖然普遍低于實驗結果,但誤差較小。因此,結合以上溫度場和殘余應力場分析,選擇完整模型和1/5模型進行仿真都能較好的接近實驗結果。
圖8 為35 kA時實際焊核(圖8a)與仿真焊核(圖8b)金相照片的對比,如圖可見,仿真與實驗的焊核尺寸非常接近,表明本文的模型和方法能夠較為精確的模擬實際焊接過程。
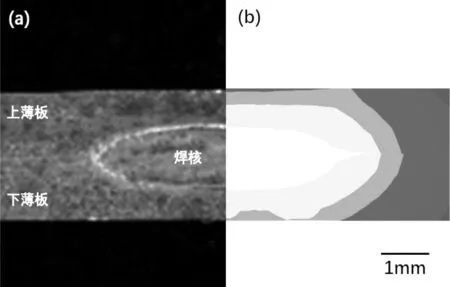
圖8 35 kA時實際焊核(a)金相照片與仿真焊核(b)對比
5 結論
1)經過對實際焊核的金相照片,發現仿真的焊核尺寸與實驗得到的焊核尺寸相差很小,并且對比最大變形量的仿真結果與實驗結果,也驗證了本文采用的模型和仿真方法能夠較為準確的模擬實際焊接過程。
2)對比三種模型的溫度場與殘余應力場,發現1/5模型的仿真結果接近完整模型,且計算時間能夠節約近70%。與此同時,雖然二維模型能夠節約近90%的計算時間,但與實際結果偏差較大,不建議采用二維模型來減少計算時間。
3)本文研究了通過減少寬度方向的尺寸來簡化模型,但其他方向的尺寸對仿真結果精度的影響還沒有考慮,這將是后續研究需要解決的問題。
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
中學生數理化·七年級數學人教版(2020年10期)2020-11-26 08:24:50
數學物理學報(2020年2期)2020-06-02 11:29:24
上海節能(2020年3期)2020-04-13 13:16:16
裝備制造技術(2019年12期)2019-12-25 03:06:00
天津醫科大學學報(2019年6期)2019-08-13 07:04:32
光學精密工程(2016年6期)2016-11-07 09:07:19
核科學與工程(2015年4期)2015-09-26 11:59:03
機械工程師(2015年10期)2015-02-02 01:14:03
機電產品開發與創新(2014年4期)2014-03-11 16:42:24
