基于PLC實現對剪板機自動控制的設計
2019-02-02 03:58:00李明
數字技術與應用 2019年11期
李明


摘要:剪板機作為金屬加工行業中的常用鍛壓設備,被廣泛應用于冶金、輕工、建筑等板材需求較大的領域,但是,目前一些剪板機不能實現精確高效的板料加工,本文采用PLC作為剪板機的核心控制方式進行設計,并在實踐中對剪板機控制系統的計算方法進行優化。
關鍵詞:PLC;剪板機;自動控制
中圖分類號:TP271 文獻標識碼:A 文章編號:1007-9416(2019)11-0009-02
0 引言
剪板機是金屬加工領域常見的機械設備,具體可分為斜刃、平刃、聯合沖剪等多種類型,適用于不同用途。隨著“中國制造2025”全面推進制造強國的戰略部署,對各類板材的需求以及精確程度也越來越高,如何實現剪板機的自動控制,使其滿足其精確高效的工作需求成為了現實工作中迫切需要解決的問題。
可編程邏輯控制器(Programmable Logic Controller,PLC),是一種專門應用于工業領域的數字運算操作電子系統。由于具備可靠性高、組態靈活、可拓展性強等特點,被廣泛應用于自動化控制領域。因此,本文采用PLC實現對剪板機自動控制的設計,并根據實際使用情況進行算法改進,達到了設計預期的目的,符合生產中的實際需求。
1 剪板機自動控制系統結構要求
根據剪板機的自動控制要求,可以把整個控制系統分為機械部分和電氣部分:機械部分方面,主要由送料機構M、壓塊B(壓料機構)、切料機構(剪切刀A)和變頻電機控制下的傳送帶(輥軸)等構成;電氣部分方面,主要包含了變頻調速、增量編碼器計算、觸摸屏輸入(松下GT10)、PLC運算與控制(松下FP1-C24)、光電保護結構、電機電路、工作電路和工作電源。電機電路提供機械動力,變頻電機部分采取快速和慢速兩檔調速,由增量編碼器計算彩鋼板長度,PLC對編碼器脈沖數進行處理,進而控制機械動作的執行,電源提供電力保障。光電保護是為了控制裁剪完畢的板材移走前,不進行下一次操作。剪板機自動控制系統整體結構如圖1所示。
基于上述控制系統,當通電后,各部分機構歸于初始狀態;由送料機構M(開卷電機)進行進料;控制系統輸送彩鋼卷進入工作臺;伺服電機控制彩鋼板的位置,根據預設的剪切尺寸進行固定;通過壓塊B和剪切刀A完成壓型和剪切工作,先由壓塊B先壓緊彩鋼板,后由剪切刀A進行剪斷;隨后裁剪完畢的板材通過傳送帶送至送料車或人工移走;可以通過觸摸屏進行參數設定和指令輸入,改變運行狀態以及剪切尺寸。
2 PLC選擇及I/O端口分配設計
本設計中選擇日本松下公司生產的FP1系列電工可編程控制器產品作為主機。FP1是一種功能很強的小型機,具備近200條指令,數據處理功能強于一般的小型機,電源類型有交流、直流兩種,交流型接220V交流電源,直流型接24V直流電源(主機內部配有供輸入端使用的24V直流電源)。FP1系列包含C14、C16、C24、C40、C56和C72等多種規格,本設計選用FP1-C24型PLC(C24表示輸入和輸出點數和為24,C24配有RS232接口),實際中也可根據需求選用其他種類產品。
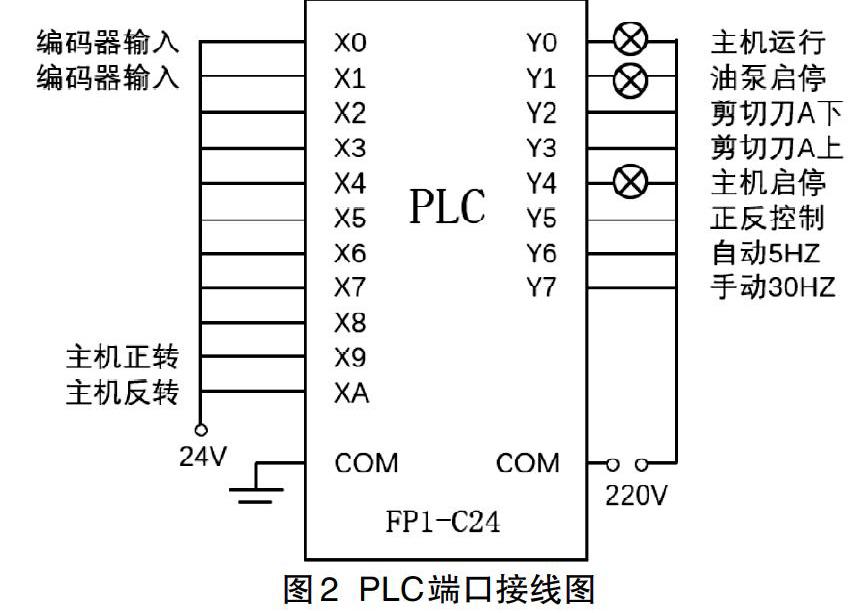
I/O端口分配方面設計如下:Y0口控制主機運行、Y1口控制油泵啟停、Y2口控制剪切刀A下、Y3口控制剪切刀A上、Y4口控制主機啟停、Y5口進行正反控制、Y6口選擇自動5HZ、Y7口選擇手動30HZ、X0,X1為編碼器輸入端、X9為主機正轉、XA為主機反轉。滿足基本自動控制功能的PLC端口接線方式如圖2所示。
剩余端口如X2-X8,可以根據實際需求,添加限位開關(SQ),實現對整個系統不同部位工作情況的檢測,例如:可以在壓塊B的上端和工作臺上加入SQ1和SQ2,用來檢測壓塊B的位置,以及彩鋼板的傳輸情況,壓塊B向下移動上端SQ1閉合,當運行到壓緊狀態時SQ2閉合;同理,也可以在剪切刀A的上端加入SQ3,用來檢測剪切刀是否達到上限位。
3 實踐中計算方法的改進
設計完成后經模擬調試后投產,在該系統實際投產的過程中,由于編碼器與輥軸柔性連結,編碼器和輥軸同步轉動,輥軸轉動的尺寸即為彩鋼板的長度。理論上沒有問題,但是,實際操作過程中由于輥軸常常因為摩損或更換,導致周長的數值改變,從而使同樣的脈沖數對應的尺寸不一致。按照最初的設計,當輥軸直徑發生變化后,由編程人員對PLC中數據寄存器中的數值進行相應修改,但在實際中引起很多不便,操作人員和一般維修人員難以修改。
分析改進前的方法,發現改進前的方法把輥軸周長當成常數,使得輥軸周長變更后,造成彩鋼板長度系統誤差。為了解決這個問題,本例在PLC編程時把周長設為變量,即:分為固定值與調整值兩個部分,可以利用觸摸屏設計一個直徑輸入界面,直接輸入調整值。改進的思路為:在PLC中增中兩個數據寄存器,用以保存輥軸尺寸,以這兩個數據寄存器參與運算。
改進后的計算方法為:
單位脈沖的運行長度=輥軸周長÷編碼器旋轉-周脈沖數;
單位脈沖的運行長度=輥軸周長÷1000;
輥軸周長分為兩部分:輥軸周長=固定值(DT240)+調整值(DT242)。
調整值由觸摸屏輸入并由PLC相應寄存器記憶,每次運行,如果輥軸直徑沒有改變,使用默認值。如果改變,可通過觸摸屏輸入。
4 結語
剪板機作為生產線上重要的一部分,加入PLC實現自動控制后,節約了人力和時間成本,后期的操作和使用也可以通過簡單的修改參數來完成。目前,該設計在我公司使用情況良好,有效節約了成本提高了生產效率,相信在此基礎上不斷完善后,能夠使其具備更多功能。
參考文獻
[1] 傅曉耕,馮瀟瀟.基于PLC的剪板機電氣控制系統設計與研究[J].機械制造與自動化,2018,47(6):203-206.
[2] 王世峰.基于PLC的剪板機控制系統設計[J].傳感器世界,2017,23(3):34-36.
[3] 胡子玉.基于ARM的嵌入式PLC運行系統和剪板機數控系統的研發及應用[D].合肥工業大學,2017.
[4] 高偉增,徐君鵬.松下PLC編程與應用[M].機械工業出版社,2015.
