FDM工業機風冷系統的設計
2019-02-14 03:23:02張樂,馬睿
中國鑄造裝備與技術 2019年1期
張 樂,馬 睿
(寧夏共享集團股份有限公司,寧夏銀川750021)
FDM簡稱為熔融沉積成型,是用高溫將材料熔化成液態,通過擠出頭擠出后固化,最后在立體空間內排列成立體實物。FDM是3D打印技術中的一種,所以他的基本原理與3D打印是一樣的,采用層疊堆積方式,將固體顆粒或者固體絲狀物通過一個裝置進行加熱,使其變成液體再從擠出頭擠出冷卻成固體[1]。鋪完第一層以后,第二層剛剛熔化出來的固體會與第一層粘接成型,每成型一次,工作臺下降一個高度或者打印頭提高一個高度,繼續熔融沉積,最終完成整體的實體造型。市面上最為常見的是FDM桌面機,因其價格低廉而被廣泛制作,但其材料成本高,打印效率低,因此,FDM工業機被制作,用于模具制造、藝術設計等多種場所[2]。
1 FDM現有風冷的缺點
FDM工業機區別于桌面機在于使用的是顆粒料,通過把顆粒狀的PLA材料加入到一個有一定空間的型腔中,通過加熱裝置對型腔加熱,同時擠壓熔融狀態的PLA材料,通過打印頭擠出,打印裝置按照程序設定移動,完成模具的一層輪廓后用同樣的方法打印第二層輪廓、第三層輪廓等,最后形成完整的模具,如圖1所示。
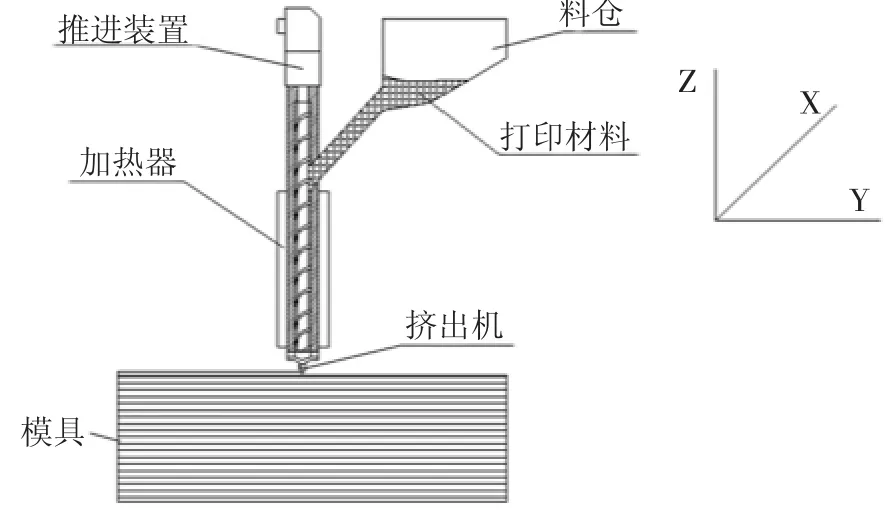
圖1 FDM成型原理圖
FDM在打印的過程中由于材料需要盡快散熱,下一層堆積在上一層才不會塌陷[3]。因此目前市面上常見的FDM都會安裝吹風系統,一般為風扇或者電吹風,如圖2。但其缺點在于:(1)本體結構大,不利于FDM本身輕巧機械結構的設計;(2)風速不可調整,無論任何結構都使用同樣的風量,不利于產品的成型,造成產品的塌陷或者堆積;(3)單面吹風,產品是360°運行的,因此會造成散熱不均勻的現象發生進而導致產品單邊塌陷單邊支撐,影響產品質量。

圖2 現有風冷系統結構
2 風冷系統結構設計
針對前面提到的一系列問題,自行設計的風冷系統主要包括以下幾大結構:環形風嘴;三角接頭;風管;自動風速調節閥。
其中,環形風嘴的直徑略大于擠出頭直徑,固定于擠出頭上端,風嘴由銅管彎制而成,在銅管底部間隔3mm左右鉆0.5mm~1mm的孔,主要用于壓縮空氣的圓周擴散;三角接頭兩端與銅管的兩端首尾相接,另外一端直接和風管相接,其作用主要是將壓縮空氣分流至環形風嘴;風速自動調節閥安裝在風管中間部位,和程序相對應,受程序控制,根據產品的需求自動調節風速,進而實現產品打印過程中風速的自動控制[4,5]。設計結構如圖3。

圖3 FDM風冷結構設計
3 FDM風冷系統工作流程
FDM風冷系統的工作流程如圖4所示:零件開始打印,底層時不吹風,保證底層與工作臺的粘結性。第二層開始吹風,通過風速調節閥將風速調至打印完成后上層不會塌陷即可。在打印完底層開始鋪網格層的時候,風速降低,保證零件不塌陷。到距離頂層1~2層時,調節風速變大,讓內部網格線條充分支撐,以便于封頂。打印頂層的前兩層的時候,風速與上部網格保持相同,保證支撐完全能夠填充整個模型,頂層的后幾層則需要吹小風,保證充分的粘接性。所有風速調節都通過風速調節儀完成,風速調節儀與程序綁定,可通過程序判斷何時需要吹怎樣的風并自動調節,最終實現整體的打印。
4 結語
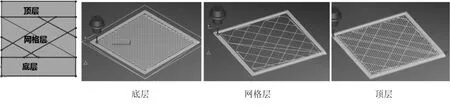
圖4 FDM風冷系統工作流程
目前,此風冷結構已經在我公司實現了規模化的使用,360度吹風設計,僅需要一個風管即可實現,不占用空間,節省成本,能有效保證產品在每個角度都可以得到均勻的風速控制,并根據產品的不同層高進行風速調節,優化產品質量。使得我們的FDM產品向市場化推廣奠定了新的基礎。
猜你喜歡
儀器儀表用戶(2022年10期)2022-09-29 04:36:58
儀器儀表用戶(2022年9期)2022-08-30 05:39:48
儀器儀表用戶(2022年4期)2022-04-01 03:17:02
電機與控制應用(2021年12期)2021-02-28 07:55:52
海洋通報(2020年5期)2021-01-14 09:26:54
石油化工自動化(2018年5期)2018-11-14 02:34:26
西南交通大學學報(2016年4期)2016-06-15 20:29:37
Coco薇(2015年1期)2015-08-13 02:23:50
電網與清潔能源(2015年3期)2015-02-28 16:03:31
玩具(2009年10期)2009-11-04 02:33:14
