3 mm焊腳高度角焊縫的應用
2019-02-22 05:19:28李明明
設備管理與維修 2019年1期
李 勇,李明明
(1.中國船級社廣州分社,廣東廣州 510235;2.中船黃埔文沖船舶有限公司,廣東廣州 510715)
0 引言
新型水面艦艇的設計制造,大量采用高強度船體結構鋼材,由于船體結構板厚減薄,艦艇具有更輕的自身重量、更快的船舶航速等優點,得到了業界的廣泛認可。但船體結構板減薄,帶來了薄板焊接變形難以控制的難題。我國某船廠建造的600 t級高速執法船,主船體采用高強度鋼材,船體內隔艙壁及中間甲板的板厚(4~5)mm,根據以往類似板厚的焊接施工經驗,焊后需要大量的矯正作業以消除焊接變形。
1 焊腳尺寸規范要求
船舶結構角焊縫的焊腳尺寸,通常采用焊喉厚度h和焊腳高度K進行衡準,焊喉厚度主要用于前期的詳細設計,同時也是焊縫強度計算的主要衡準值;焊腳高度主要用于后期的生產設計和焊接驗收,因為用焊喉厚度h確定焊腳高度K時,需要考慮焊接方法、工藝參數、焊縫型式及其他條件,因此只有在生產設計階段才能完全確定。船體結構角焊縫的具體要求,參見各個船級社入級規范中焊縫設計的相關章節,而該型600 t級高速執法船按照《海警艦艇設計建造規范2017》設計建造,其中第2篇第1章第4節中,雖然用表格列舉了大量不同位置的船舶結構之間角焊縫的焊接系數,但在后面另外給出了一個焊喉厚度的最小值表(表1)。從表1中可以看出,對于手工焊和自動焊的船體結構角焊縫,當板厚≤7.5 mm時,角焊縫的最小焊喉厚度需要達到3 mm。

表1 焊喉厚度的最小值 mm
2 問題
根據《海警艦艇設計建造規范2017》的規范要求,對(4~5)mm厚高強度船體結構鋼角焊縫的焊腳高度要求≥4.2 mm。根據現場的施工情況,當板厚4 mm角焊縫的焊腳高度為4.2 mm時,船體結構在小組立和中組立階段,焊接變形比較明顯。
而根據相關公式(1),(2)所示,當角焊縫的接頭形式和焊板尺寸、材料固定時,縱向收縮應力為常數,縱向撓曲變形和撓度與總的縱向收縮應力相關,與焊縫金屬斷面面積成正比。

上述式中,PL為總的縱向收縮應力;σL為縱向收縮應力;AW為焊縫金屬斷面面積;f為縱向彎曲擾度;b為縱向焊縫距試板重心的距離;l為焊接試板長度;E為彈性模量;J為焊接試板截面慣性矩。
因此,已完成生產設計的船體結構,為了減小角焊縫的焊接變形,只有考慮改變焊縫金屬斷面面積AW,而焊縫金屬斷面面積等于焊縫總長乘以焊喉厚度h,所以只有減小焊喉厚度,才能減小焊縫金屬斷面面積,達到減少焊接變形的目的。但規范中已經明確給出最小焊喉厚度的要求,需要驗證更小焊喉厚度的強度可以滿足施工工藝要求。
3 角接焊工藝驗證試驗
(1)試驗方法。采用4 mm厚DH36高強度鋼作為焊接母材,準備4塊(1000×150)mm的鋼板,兩兩組裝成角接焊試驗件,2個試驗件的裝配間隙分別為0 mm和1 mm,標記為0號件和1號件。對2個試驗件進行單側平角接的單層單道焊焊接,焊縫長度1 m,焊后測出的焊腳高度3 mm。
(2)焊接工藝。采用藥芯焊絲CO2氣體保護自動焊,使用直徑1 mm的JQ.YJ501-1焊絲,使用KAIERDA KE-350焊機,焊接電流(170~185)A,焊接電壓(24~26)V,焊接速度 56.4 m/h,CO2流量 25 L/min。
(3)試驗結果。2個試件焊接完畢后,進行外觀檢查和表面滲透檢測,結果滿足要求。分別從2個試件中取出2個長度約25 mm的焊縫斷面宏觀試樣和一個長度約400 mm的破斷試樣,1號件焊縫斷面宏觀試樣金相檢測結果如圖1所示,顯示焊縫成形良好,有足夠的熔深,無裂紋和未熔合缺陷,試樣硬度檢測最大硬度218 HV10,最小硬度135 HV10。1號件破斷試樣檢測結果如圖2所示,顯示焊縫無裂紋和未熔合,氣孔符合ISO 5817和ISO 10042的B級要求。0號件的破斷試樣在2塊母材幾乎被壓到一起后,單側的填角焊依然沒有完全裂開,進一步驗證焊縫具有足夠的連接強度,且裝配間隙越小(焊喉厚度值越大)連接強度越大。試驗結果得出,3 mm焊腳高度的角接焊焊接工藝滿足要求,可以應用于船體結構間的角焊縫,但需要控制裝配間隙≤1mm,且裝配間隙越小越好,同時該焊接工藝只適用于焊接母材(3~6)mm厚的薄板。
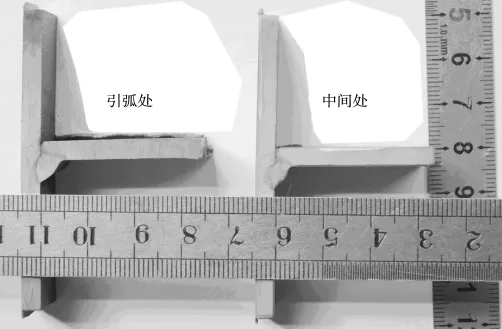
圖1 1號件試樣焊縫斷面

圖2 1號件破斷試樣斷面
焊接工藝的驗證試驗成功后,征得該型船主管機關審批同意,開始在實船焊接施工中大量應用,主要用于4 mm和5 mm板材與骨材之間的角焊縫。通過對施工后的小組立和中組立等結構的測量,發現因角焊縫焊接產生的變形明顯減小,得到了船東方的好評和肯定。
4 結論
經過標準的角接焊工藝認可試驗和實船施工情況,驗證了3 mm焊腳高度角焊縫可以應用于厚度(3~6)mm的DH36高強鋼的填角焊焊接,減小薄板的焊接變形,但裝配間隙需要保持在(0~1)mm范圍內,且裝配間隙越小、焊縫的連接強度越高。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
中華詩詞(2020年1期)2020-09-21 09:24:52
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
制造業自動化(2017年2期)2017-03-20 14:26:13
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
