多目標約束下裝配線再平衡研究
2019-02-25 10:55:36張于賢梁師文楊夢珂
兵器裝備工程學(xué)報 2019年1期
關(guān)鍵詞:作業(yè)
張于賢,梁師文,楊夢珂
(桂林電子科技大學(xué) 商學(xué)院, 廣西 桂林 541004)
裝配線規(guī)劃在現(xiàn)代復(fù)雜多變的大規(guī)模定制生產(chǎn)模式下扮演著重要的角色,裝配線平衡與否直接影響制造系統(tǒng)的生產(chǎn)效率。
為了獲得較高的裝配線平衡率,須在工藝條件約束下,對全部裝配工序按流水線節(jié)拍進行科學(xué)組合以使每個工位分配的負荷量充足且均衡。裝配線平衡問題主要分為三類[1],但在低成本,高效率且個性化的市場需求下,以裝配線的工作站數(shù)為定值,求最小生產(chǎn)節(jié)拍的第II類裝配線平衡問題仍是制造業(yè)目前須解決的難題。近年來,國內(nèi)外學(xué)者針對第II類裝配線平衡問題已經(jīng)提出了諸多平衡數(shù)學(xué)模型及優(yōu)化算法,其中文獻[1-7]以最小生產(chǎn)節(jié)拍為目標函數(shù)構(gòu)建單目標裝配線數(shù)學(xué)模型,設(shè)計了各類算法對裝配線問題進行求解,通過實例驗證了算法的有效性和可行性。與單目標約束下的算法求解模型相比,盡管文獻[8-10]設(shè)計了多目標裝配線算法優(yōu)化模型,可增強求解效果的可靠性和有效性,但仍有不少問題待解決:平衡約束模型未能更全面的反應(yīng)實際生產(chǎn)現(xiàn)狀,研究與實際應(yīng)用依舊存在差距;智能算法雖然能夠?qū)ば蜃髯顑?yōu)性排序,但仍存在最優(yōu)解不符合裝配線平衡最優(yōu)準則的情形;多數(shù)文獻從算法優(yōu)化性能再改進入手提升求解效果,未能考慮到工序操作的復(fù)雜性和潛在的冗余性,且對瓶頸工序未能再深入地進行操作分析,使得裝配線平衡率再提高。本文提出了基于GA-IE兩階段法的裝配線多目標再平衡優(yōu)化模型。
1 第II類裝配線平衡問題描述
針對第II類裝配線平衡問題,設(shè)工作站數(shù)目為K,工序集合為N,ti為工序i的操作時間;t(SK)為第k個工作站的工序時間,為了使得生產(chǎn)節(jié)拍最小化,須將所有工序均衡地分配到各個工作站。構(gòu)建第II類裝配線平衡模型須基于以下假設(shè):
產(chǎn)品的裝配工序時間已確定,工序邏輯優(yōu)先關(guān)系已知;全部工序均被分配在工作站且只被分配到其中的一個工作站;工作站的數(shù)目是確定的;各個工作站由傳送帶鏈接,其傳送速度一定,傳送時間可忽略不計并且每隔固定的節(jié)拍時間投放一個待裝配的零/部件。
為了解決單目標約束數(shù)學(xué)模型對裝配線平衡界定比較單一化且模型結(jié)果與實際生產(chǎn)應(yīng)用存在較大的偏差,提出多目標約束下的裝配線平衡數(shù)學(xué)模型對裝配線優(yōu)劣作出較全面的評價,其模型可表示如下:
1) 最小化裝配節(jié)拍:
(1)
2) 最小化平衡損失率:
(2)
3) 工作站間最小化平滑指數(shù):
(3)

(4)
(5)
其中,式(1)表示以最大的裝配任務(wù)時間為裝配線節(jié)拍CT;式(2)表示最小裝配線平衡損失率E*;式(3)表示平滑指數(shù)H,即分配到各個工作站上的裝配任務(wù)時間總和與節(jié)拍的偏差,是衡量工作站負荷的指標;式(4)確保每項裝配任務(wù)僅能被分配到其中的一個工作站,且決策變量xik屬于0/1型,i=1,2,…,N;式(5)保證裝配任務(wù)被分配時必須遵循工序優(yōu)先級關(guān)系,PRE(j)表示按任務(wù)的先后順序,i先于任務(wù)j完成的任務(wù)集合。
2 遺傳算法設(shè)計
2.1 算法編碼設(shè)計
采用二進制編碼方式對裝配線平衡問題進行編碼,即通過二進制字符集{0,1}產(chǎn)生0/1字符串來表示問題空間的候選解。
譯碼過程是按照基因位次將工序分配到各個工作站,其操作步驟如下:
步驟2 以CT*為當(dāng)前節(jié)拍,并將工序集合N按照基因位次分配到K個工作站中,K個工作站的時間分別為T1,T2,…,Tm,…,TK;ifTm≤CT*,則CT*為該排序下的最小節(jié)拍,即可停止搜索;否則,進行步驟3;
步驟3 計算各工序的潛在增量Δpr, Δpr(r=1,2,…,K)表示第k+1個工作站的第1個作業(yè)元素時間;
步驟4 令CT=max{Tm},CT*=min{Tm+Δpr},ifCT≤CT*,則CT*是該排序下的最小節(jié)拍,停止搜索;否則,進行步驟2。
本文研究的問題屬于多目標函數(shù)情形,在求解最優(yōu)方案須將多目標問題轉(zhuǎn)化為單目標問題,通過考慮各目標函數(shù)式(1)、式(2)、式(3)將其設(shè)計成單目標評價函數(shù)f,定義如下:
fmin=α*CT+β*E*+γ*H
其中,α、β、γ為權(quán)重系數(shù),且α+β+γ=1。
2.2 常規(guī)遺傳算法操作
1) 初始化種群
利用隨機法生成規(guī)模為Size的初始種群,其操作步驟如下:
步驟1 按照工序邏輯優(yōu)先關(guān)系矩陣對工序作有序分配;
步驟2 將矩陣中已分配的工序?qū)?yīng)的行和列均劃去,更新優(yōu)先約束矩陣;
步驟3 直至工序集合N中的所有元素均被分配完,則停止更新;否則重復(fù)步驟1和步驟2。
2) 選擇
采用簡單易操作的輪盤賭選擇法。其基本思路:染色體被選中的概率與其適應(yīng)度函數(shù)值成正比,其遺傳到下一代群體的概率為
其中,F(xiàn)(p)為染色體p的適應(yīng)度,輪盤旋轉(zhuǎn)pop_size次。
3) 交叉
采用具有較強搜素能力的部分映射交叉算子[11](Partial-Mapped Crossover,簡稱 PMX),其操作步驟如下:
步驟1 隨機選擇一對染色體(父代)中幾個基因的起止位置,且被選位置相同;
步驟2 交換匹配基因;
步驟3 沖突檢測。根據(jù)交換的兩組基因建立一個映射關(guān)系,如圖1所示,以1-5-6映射關(guān)系為例,能夠發(fā)現(xiàn)步驟2結(jié)果中子代1存在兩個基因1,則須將其通過映射關(guān)系轉(zhuǎn)變?yōu)榛?,以此類推至沒有沖突為止。全部沖突基因均須映射,保證生成的新一對子代基因無沖突。
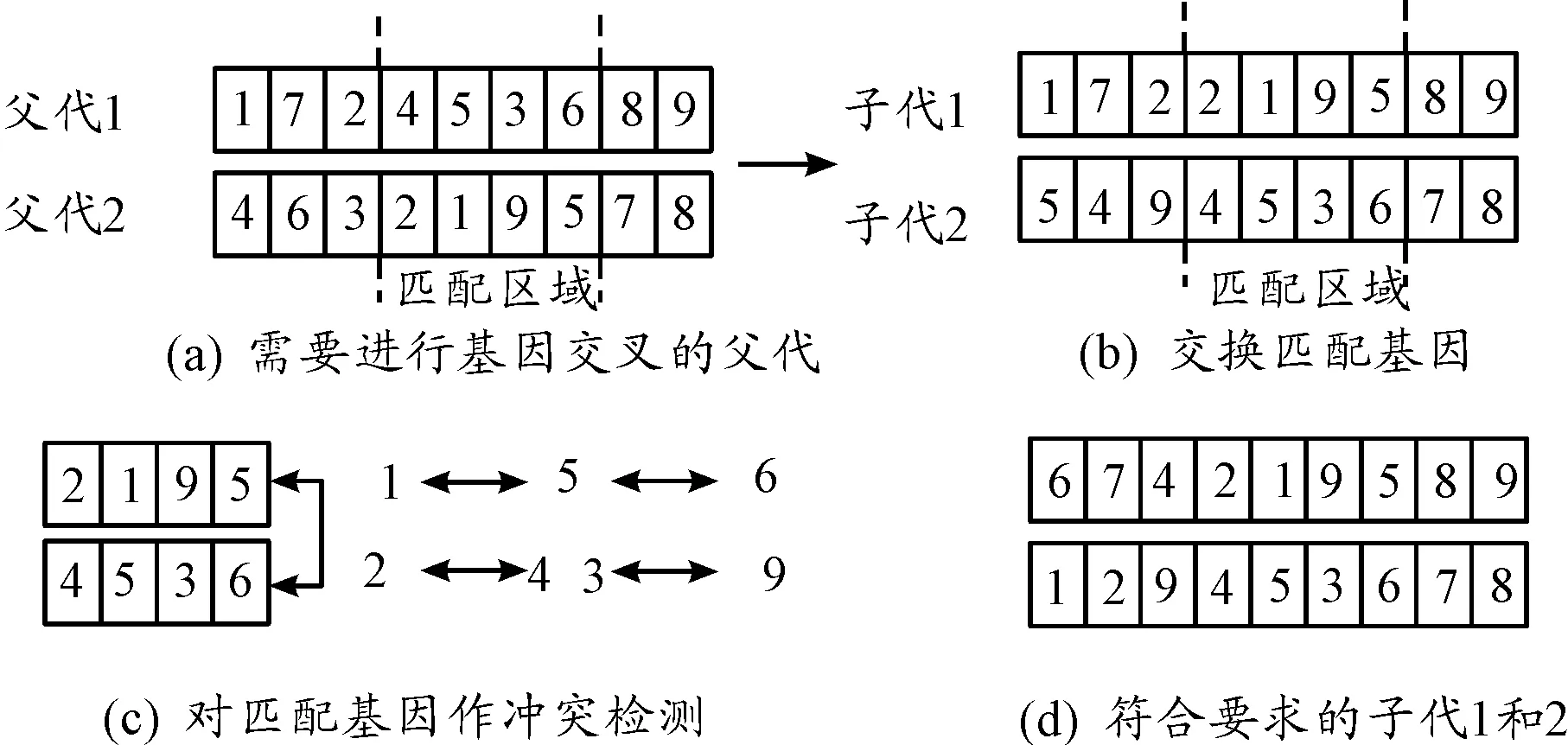
圖1 PMX交叉操作
4) 變異
為了增加種群的多樣性,采用交換-倒轉(zhuǎn)-插入變異方式,其操作步驟如下(圖2):
步驟1 (交換):隨機選擇1個染色體上的兩個不同的基因,再交換它們在操作序列的位次;
步驟2 (倒轉(zhuǎn)):隨機選擇1個染色體上的4個不同基因,再倒轉(zhuǎn)4個位置間序列的 順序;
步驟3 (插入):隨機選擇1個染色體上的1個基因,再將它隨機插到操作序列的某個位置。
2.3 算法再改進切入點
為了解決常規(guī)遺傳算法(Genetic Algorithm,簡稱GA)在求解種群規(guī)模較大時,存在過早收斂,且生成解容易陷入局部最優(yōu)等問題,本文提出求解第II類裝配線平衡問題的改進遺傳算法,如圖3所示,其中改進遺傳算法采用兩個層面,第一層面,利用遺傳算法生成初始解,第二層面,嵌入具有“記憶”屬性的禁忌搜索算法(Tabu Search,簡稱TS)對初始解進行尋優(yōu)。
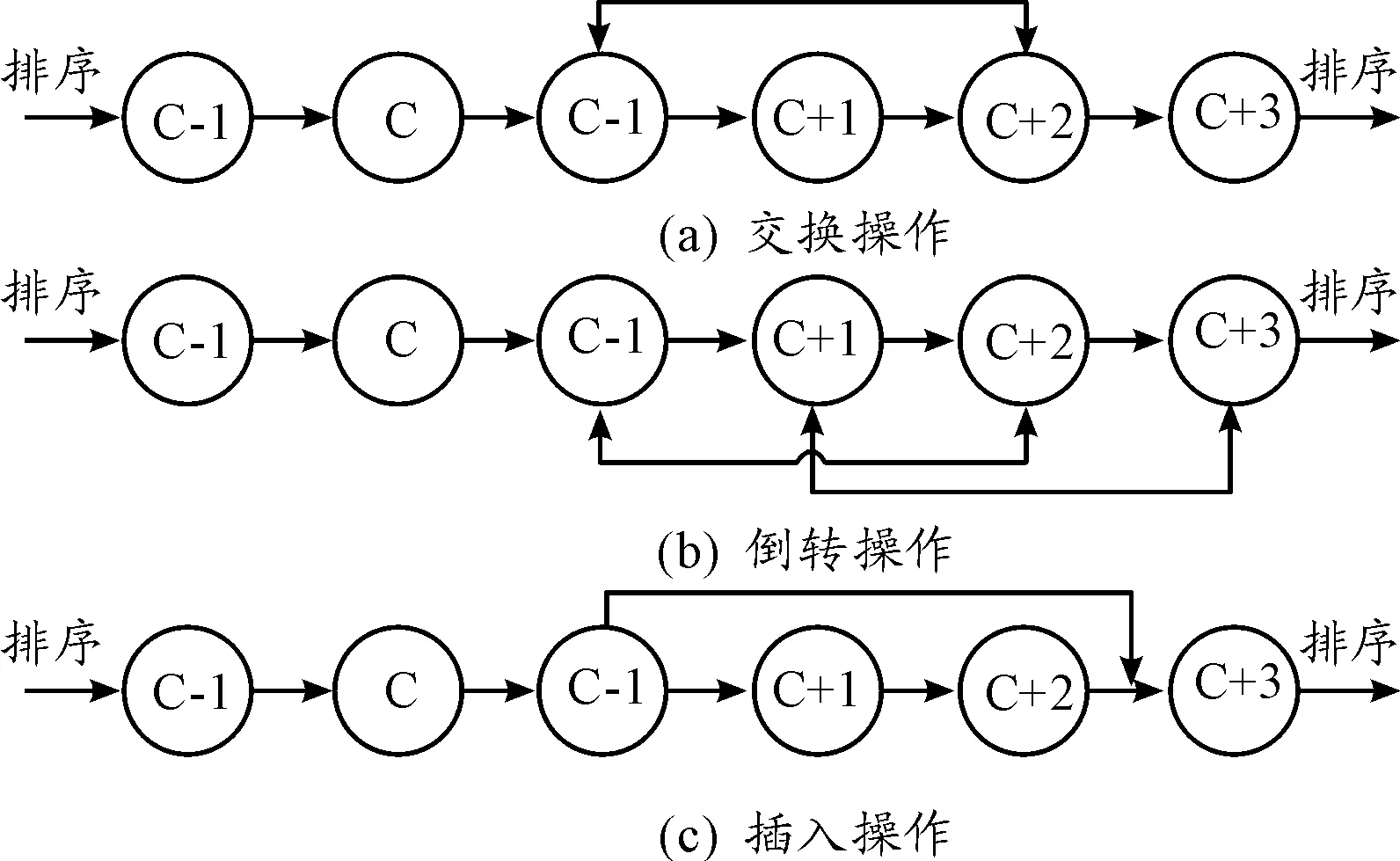
圖2 變異操作

圖3 改進遺傳算法流程
3 實例驗證
3.1 驗證算法的準確性
經(jīng)過測試,將遺傳算法參數(shù)設(shè)置為:種群數(shù)Size=30,遺傳代數(shù)MaxIt=300,交叉概率Pc=0.7,變異概率Pm=0.05,目標函數(shù)權(quán)重系數(shù)α=0.3,β=0.3,γ=0.4Z。而GA-TS算法在GA算法參數(shù)的基礎(chǔ)上增加禁忌長TL=7,懲罰系數(shù)MPC=8即可,這樣設(shè)置參數(shù)主要是控制參數(shù)一致性,有利于算法結(jié)果的可比性。
為了驗證遺傳算法和改進遺傳算法(GA-TS)的準確性,在Matlab環(huán)境下,用經(jīng)典的Jackson[12]和Buxey[13]平衡算例及某H產(chǎn)品裝配線平衡問題(表1)進行驗證,而分支定界法(B-and-B)求解平衡算例的結(jié)果作為GA算法和GA-TS算法運行結(jié)果的對比對象,算法運行結(jié)果如表2所示。
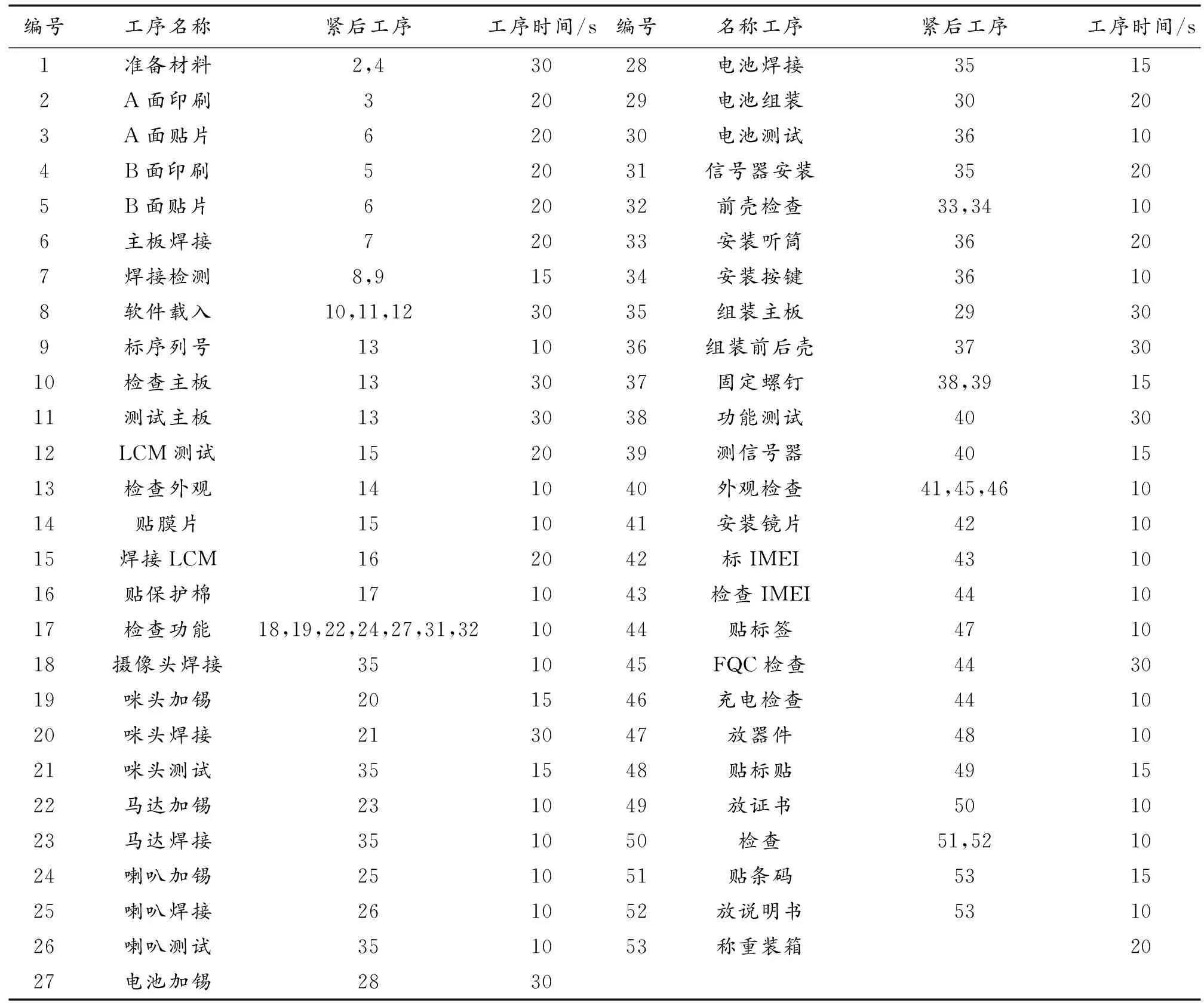
表1 H產(chǎn)品裝配工序順序

表2 算法對測試問題的運行結(jié)果
經(jīng)表2結(jié)果可看出,GA-TS算法、GA算法與分支定界法(B-and-B)在工作站數(shù)K相同的情形下求解Jackson和Buxey問題,GA-TS算法求解效果較好于GA算法和B-and-B算法得到最優(yōu)解,表明GA-TS算法、GA算法的求解結(jié)果均準確。
在不同工作站數(shù)K的情形下分別采用GA-TS算法和GA算法對H產(chǎn)品裝配線平衡問題進行優(yōu)化求解。當(dāng)工作站數(shù)取值相同時,GA-TS算法優(yōu)化求解的節(jié)拍CT、平滑指數(shù)H均低于GA算法的結(jié)果,且平衡率E*較好于GA算法得到的解,表明GA-TS算法得到的解更優(yōu),效果更佳。
在實際生產(chǎn)中,給定的H產(chǎn)品工作站數(shù)K=10,GA算法獲得最優(yōu)解對應(yīng)的工位圖,如圖4所示,其中圖4中的[(39,15),station1]表示編號為39且時間為15 s的工序被分配到工作站1。GA算法得到的最優(yōu)解節(jié)拍CT=120,平滑指數(shù)H=22.36,生產(chǎn)線平衡率E*=73.33%未達到裝配線平衡最優(yōu)準則要求,即生產(chǎn)線平衡率只有在85%以上時,生產(chǎn)系統(tǒng)是按照“一件流”的生產(chǎn)模式[14]運行。
為了滿足生產(chǎn)要求,在GA算法最優(yōu)解的基礎(chǔ)上,提出利用IE技術(shù)對H產(chǎn)品裝配線再改善思想,則構(gòu)成兩階段體系模型,其中第1階段,利用GA算法對裝配線平衡問題進行優(yōu)化求解,第2階段,應(yīng)用IE技術(shù)針對第1階段算法求解的不符合要求的最優(yōu)工位作瓶頸分析,并進行持續(xù)性改善,得到滿意的再平衡方案,如圖5所示。
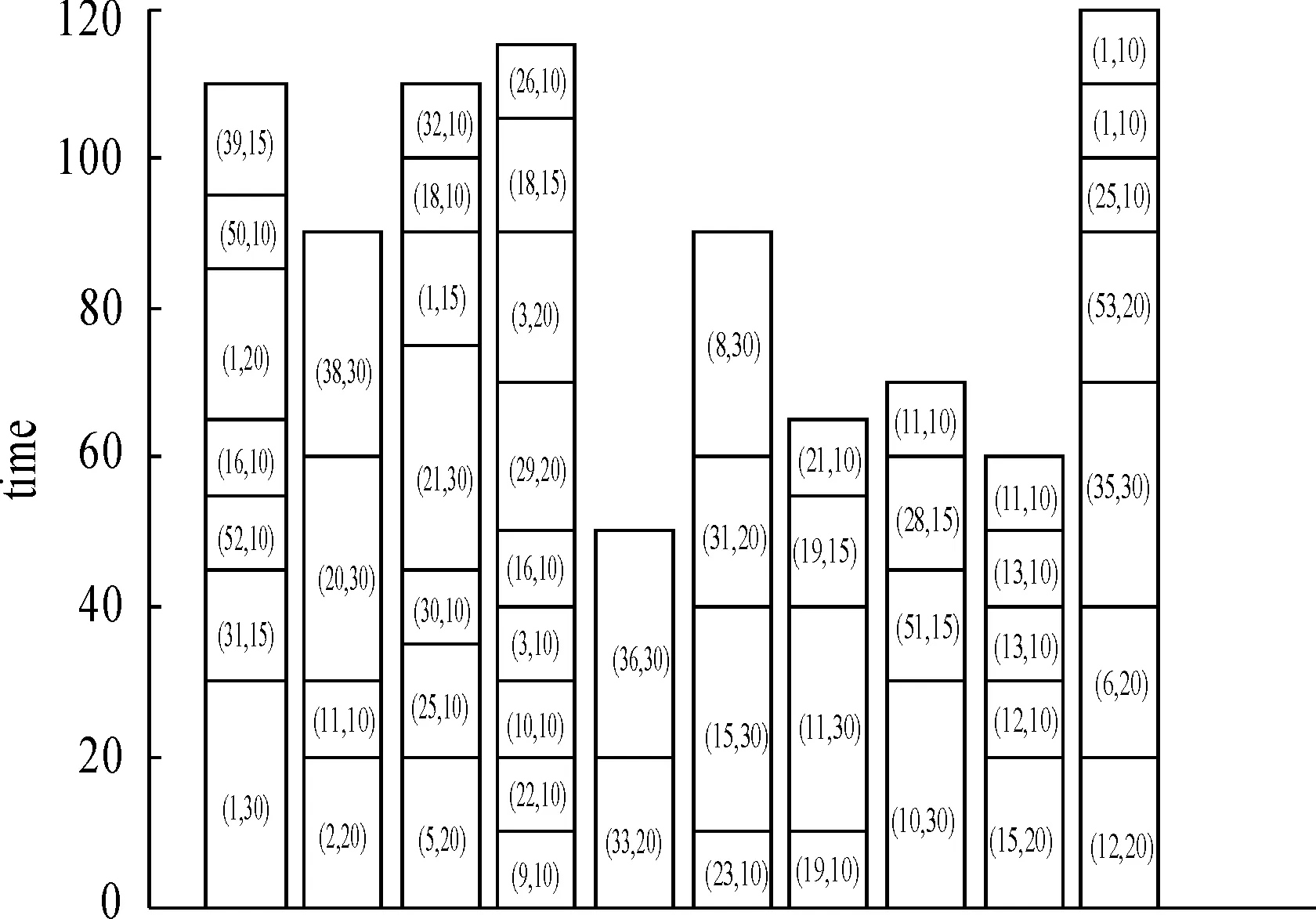
圖4 GA算法最優(yōu)解對應(yīng)的工位圖
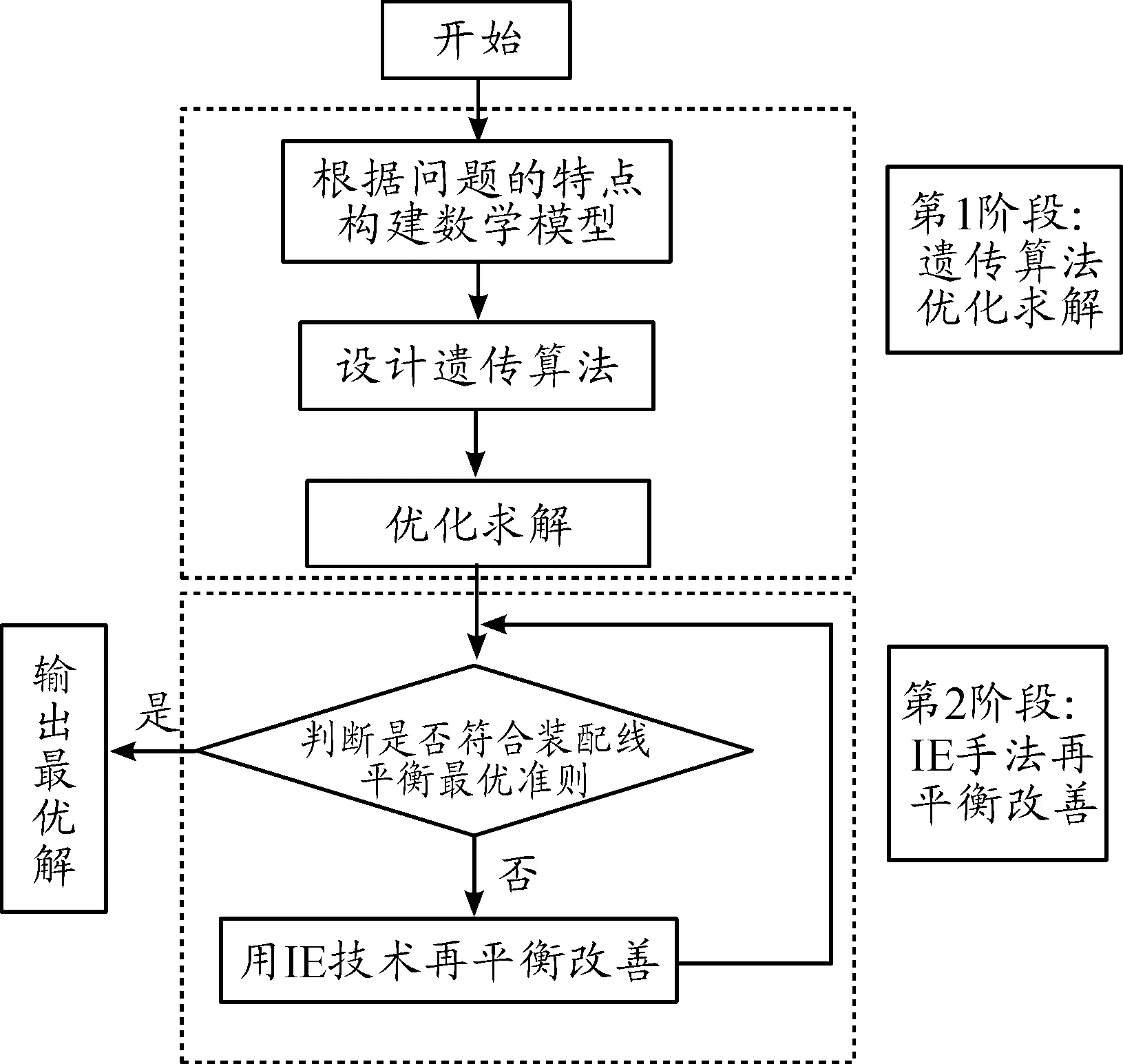
圖5 兩階段體系模型
3.2 IE技術(shù)再平衡改善
由圖4可知,第1、3、4、10工位的加工時間比較長,處于忙碌狀態(tài),是整個流程的瓶頸環(huán)節(jié),也是造成后續(xù)工位高空閑率的因素。因為工作站負荷不均衡,限制了裝配線的整體產(chǎn)出效率,對其余工位的生產(chǎn)能力產(chǎn)生了瓶頸效應(yīng),因此,利用工業(yè)工程(Industrial Engineering,簡稱IE)技術(shù)[15]對第1、3、4、10工位的工序進行重點再改善。
以第10工位中的6號工序為例進行雙手作業(yè)分析,對多余及無效的動作進行改善,其改善前的雙手作業(yè)分析結(jié)果,如圖6所示。
通過對H裝配線不合理現(xiàn)象的分析,利用“6W1H”提問技術(shù)和“ECRS”原則對6號工序進行雙手作業(yè)改善,其中提問技術(shù)從生產(chǎn)作業(yè)的七個方面(作業(yè)要完成什么(what)、在何地做(where)、何時做(when)、何人做(who)、為誰做(for whom)、作業(yè)方法(how)和為何這樣做(why))有序的探尋問題的根源,能夠快速準確地對生產(chǎn)作業(yè)現(xiàn)存的問題作出定位,并發(fā)現(xiàn)問題產(chǎn)生的原因。再通過“ECRS”原則對提問技術(shù)找到的作業(yè)問題進行取消(Eliminate)、合并(Combine)、重排(Rearrange)、簡化(Simplify)5個環(huán)節(jié)的調(diào)整,使得6號工序時間由20s 降低到14 s,其結(jié)果如圖7所示。
依據(jù)6號工序的改善思路對第10工位的其余工序及第1、3、4工位進行改善,其結(jié)果如表3所示。
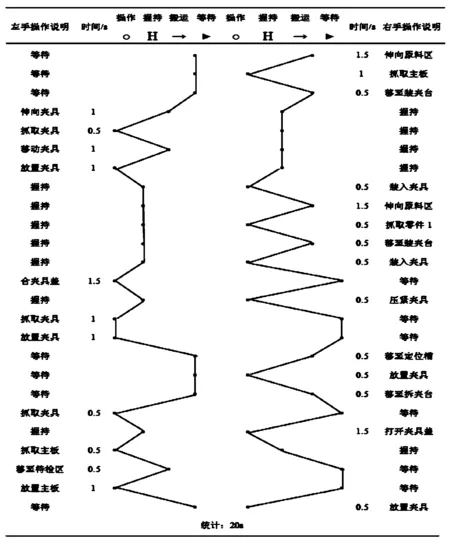
圖6 改善前主板焊接雙手作業(yè)分析
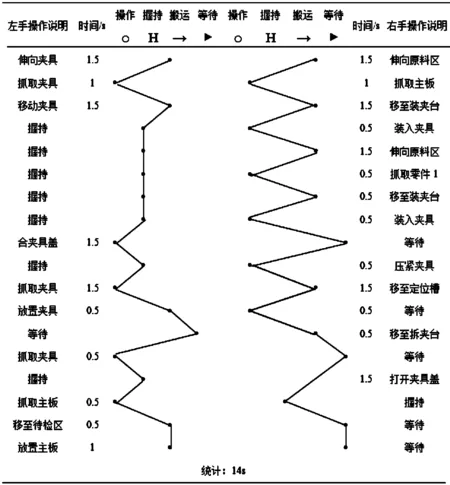
圖7 改善后主板焊接雙手作業(yè)
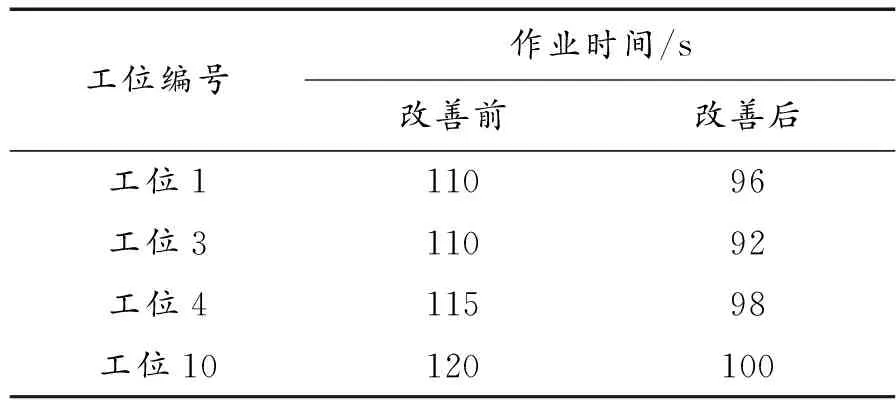
工位編號作業(yè)時間/s改善前改善后工位111096工位311092工位411598工位10120100
經(jīng)過對瓶頸工序進行改善,瓶頸節(jié)拍CT由原來的120 s變?yōu)?00 s,平滑指數(shù)H由22.36變?yōu)?8.65,平衡率E*由73.33%變?yōu)?8.00%,符合“一件流”的生產(chǎn)模式要求。
3.3 驗證兩階段法求解程度
為了證實兩階段法的求解效果是非最優(yōu)解一猜想,提出直接利用改進遺傳算法對H產(chǎn)品裝配線平衡問題尋優(yōu)求解。在工作站數(shù)K=10時,瓶頸節(jié)拍CT=90 s,平滑指數(shù)H=3.33,平衡率E*=97.78%,其最優(yōu)解對應(yīng)的工位圖,如圖8所示。將兩階段法和改進遺傳算法求解結(jié)果對比,結(jié)果表明:兩階段法得到的結(jié)果是非最滿意解,但是一個有效可行解;改進遺傳算法尋優(yōu)效果較好,但未能從作業(yè)操作改善的角度提升生產(chǎn)線效率。

圖8 改進遺傳算法最優(yōu)解對應(yīng)的工位圖
4 結(jié)論
本文通過構(gòu)建以裝配線平衡損失率、裝配節(jié)拍和站間平滑指數(shù)為最小優(yōu)化目標的第Ⅱ類裝配線平衡模型,通過實例驗證了GA算法和改進GA算法的準確性。根據(jù)實際問題的特點,利用GA算法優(yōu)化H產(chǎn)品裝配線,其最優(yōu)解未能符合“一件流”的生產(chǎn)模式要求,提出了IE技術(shù)與GA算法相結(jié)合的再平衡改善策略,使得裝配線效率從73.33%提升到了88%,且將GA-IE兩階段法和改進GA算法的求解結(jié)果作對比,結(jié)果表明:GA-IE兩階段法求解效果符合生產(chǎn)活動要求,但獲得的是可行解,非最優(yōu)解。兩階段法可以為生產(chǎn)管理人員在裝配線規(guī)劃方面提供方法支持。
猜你喜歡
小主人報(2022年1期)2022-08-10 08:28:44
新作文·小學(xué)低年級版(2021年9期)2021-11-27 07:57:46
學(xué)生天地(2020年17期)2020-08-25 09:28:54
作文成功之路·小學(xué)版(2020年7期)2020-08-24 08:19:30
少年博覽·初中版(2020年6期)2020-06-12 11:42:23
作文成功之路·小學(xué)版(2020年7期)2020-01-02 10:10:44
趣味(數(shù)學(xué))(2018年12期)2018-12-29 11:24:10
小學(xué)生作文(中高年級適用)(2017年10期)2017-11-13 06:01:00
能源(2016年2期)2016-12-01 05:10:46
故事大王(2016年7期)2016-09-22 17:30:08