純鐵材料精密切削過程切削力及表面粗糙度研究??
2019-02-27 07:14:34朱金鵬楊吟飛孔金星
制造技術與機床 2019年3期
關鍵詞:深度
朱金鵬 楊吟飛 孔金星
(①南京航空航天大學機電學院,江蘇南京210016;②中國工程物理研究院機械制造工藝研究所,四川綿陽621900)
高精度弱剛性純鐵件在國防、航空航天等領域有著廣泛的應用[1]。由于純鐵材料的高塑性、高韌性,在切削過程中具有切屑變形大且加工硬化嚴重、極易形成積屑瘤、刀具磨損快等顯著特征,引起較大的切削力并降低工件表面粗糙度,從而影響該類工件的制造質量[2]。因此,掌握不同工藝參數下純鐵材料精密加工過程中的切削力和表面粗糙度演化規律,對于實現弱剛性純鐵工件的高精度加工具有重要意義。
當工件材料和加工刀具確定后,加工過程中的切削力和表面粗糙度主要受工藝參數的影響。針對純鐵材料的精密加工,孔金星[3]研究了工藝參數對切削加工性和表面完整性的影響規律,結果表明純鐵材料切削過程中的切削力隨切削速度的增加而迅速減小,隨進給量增大而增大,表面粗糙度值隨進給量的增加而明顯增大。田文生[1]等認為刀具前角對純鐵切屑變形和切削力的影響最為顯著。但是上述研究僅從試驗角度探討了工藝參數與切削力和表面粗糙度間的關系,并沒有深入開展切削力、表面粗糙度的預測研究。為此有學者通過正交試驗、響應曲面法等方法,建立切削力和表面粗糙度的預測模型,進而研究其變化規律。如Thakur等[4]通過正交試驗,認為切削速度是影響Inconel718高速車削時切削力的主要因素,并得出了切削力、切削溫度及刀具壽命的經驗公式。Subramanian等[5]基于響應曲面法建立了7075鋁合金銑削力的預測模型,采用遺傳算法對最小切削力對應的切削用量區間進行優化。Ilhan等[6]通過信噪比法和方差分析法,認為進給量對AISI4140鋼車削表面粗糙度的影響最大。羅育果[7]等在鋁合金低速銑削試驗中,利用多元回歸分析法建立了表面粗糙度的經驗公式,研究表明每齒進給量對表面粗糙度的影響顯著性大于切削寬度和切削速度。
綜上所述,建立純鐵材料精密加工過程中切削力和表面粗糙度的預測模型,探明其變化規律并優化工藝參數,是實現純鐵精密制造的前提。因此本文采用正交試驗法,使用PVD TiAlN涂層硬質合金刀片進行純鐵材料精密車削試驗,建立切削力和表面粗糙度的經驗公式,分析進給量、切削深度、切削速度等切削用量對切削力和表面粗糙度的影響規律,該項研究工作將為弱剛性純鐵工件的精密加工工藝參數優化提供技術支持。
1 試驗方案
本文所使用純鐵材料為太原鋼鐵公司生產的原始棒料(執行標準 Q/TB 3045-2007),牌號為 DT4E,主要化學成分如表1所示,其硬度在50~80 HB,抗拉強度為313 MPa,沖擊韌性達到234 J/cm2。

表1 純鐵材料的化學成分(wt%)
將φ155 mm×45 mm的純鐵材料在常溫下冷鍛成尺寸為φ208 mm×25 mm的試樣,經700℃保溫2 h處理后,得到晶粒度為5.5~6級的純鐵材料,如圖1所示;加工后的試樣尺寸為 φ79 mm×20 mm,如圖 2所示。
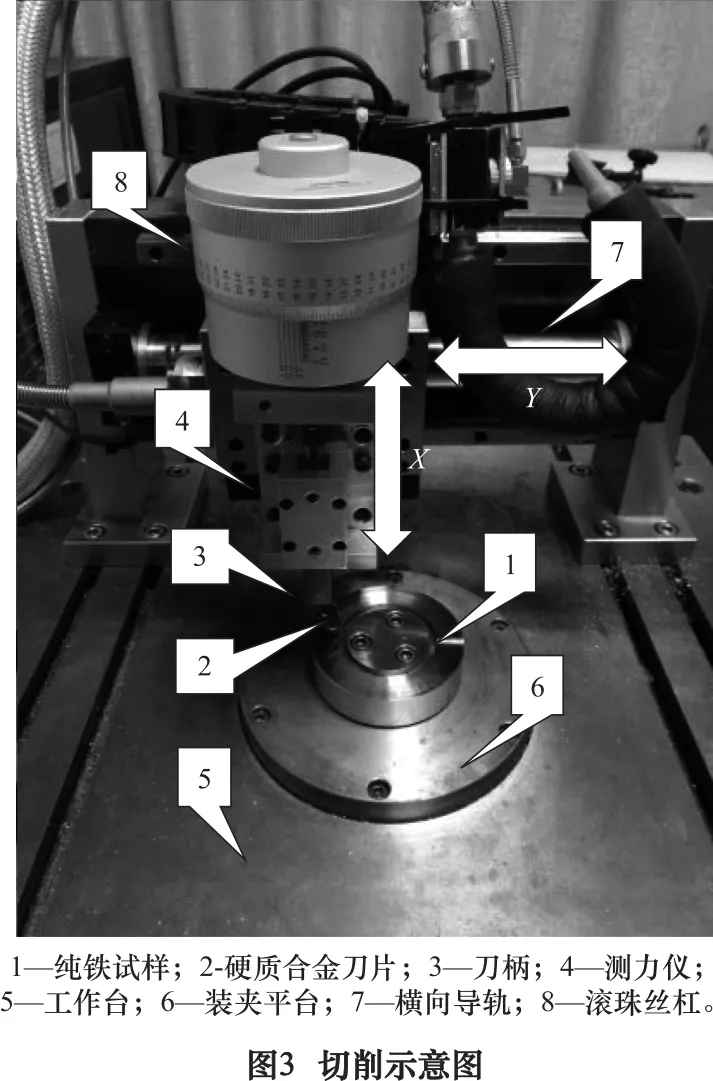
切削試驗平臺為自主研制的高速立式精密車床,主軸功率為5.7 kW,轉速范圍400~12 000 r/min,最小切削深度可以控制在0.5μm。試驗采用干式切削,加工刀具為KENNAMETAL生產的DCGT11T302 HP KC5010鋒利型硬質合金刀片;安裝刀柄為 SDJCL2020K11,安裝后主偏角為93°,工件裝夾方式及切削機床如圖3所示。
切削力采用 Kistler 9119AA2型高精度三向測力傳感器進行測量;表面粗糙度Ra采用北京時代公司的TR3220型號手持式粗糙度儀進行在位測量。
采用三因素四水平進行切削試驗,因素水平表見表2。由于采用恒轉速切削,端面車削時取試樣被加工環面中間位置為數據采集區,根據該處位置對應直徑調整主軸轉速,保證切削速度與表2中的設計水平一致。
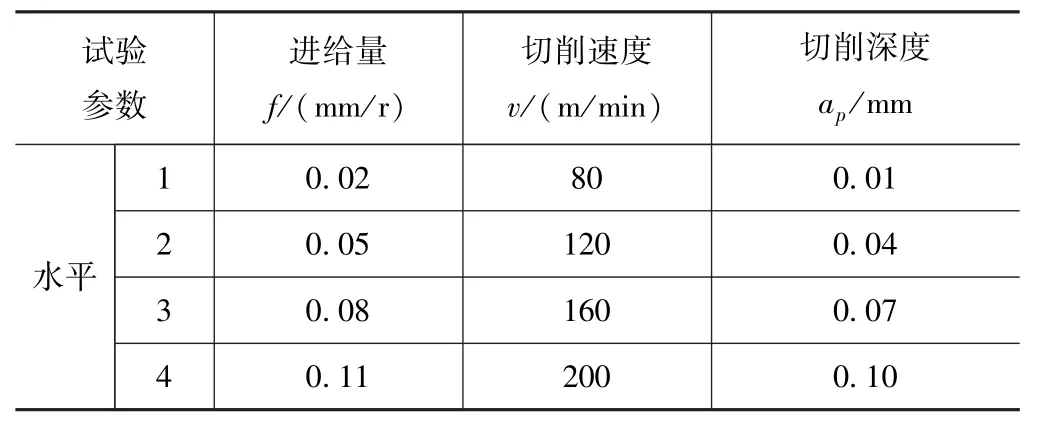
表2 試驗因素與及其相應水平
2 試驗結果與分析
2.1 切削力、表面粗糙度預測模型建立
純鐵材料精密切削過程中,不同切削用量下的三向切削力、表面粗糙度Ra的測試結果如表3所示。其中背向力Fx是垂直試樣表面方向的切削分力,進給力Fy是平行于進給方向的切削分力,主切削力Fz是垂直于進給方向且與切削速度v方向一致的切削分力,Ra是工件表面粗糙度值。根據最小二乘法原理,采用多元回歸分析法,得到純鐵材料精密切削過程中三向切削力的指數型經驗公式,如式(1)~(3)所示。
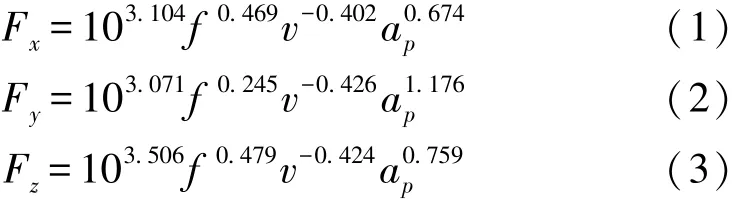
同理,可得到表面粗糙度Ra的經驗公式,如式(4)所示。

采用F值檢驗法對回歸分析的顯著性進行檢驗。F檢驗法規定:水平間均方與水平內均方之比F服從自由度為(m,n-m-1)的F分布,其中m指因素數目,n指試驗次數;在給定的顯著性水平0.05下,若F<F0.05(m,n-m-1),則稱因變量Y與自變量Xj間無明顯的線性關系,回歸方程不可信;若F0.05(m,n-m-1)<F<F0.01(m,n-m-1),則稱因變量Y與自變量Xj間有顯著的線性關系;若F>F0.01(m,n-m-1),則稱因變量Y與自變量Xj間有非常顯著的線性關系[8]。
本次試驗中,m=3,n=16,查 F分布表可得 F0.05(3,12)= 3.49,F0.01(3,12)= 5.95。 根據 F 檢驗法,對回歸方程的方差檢驗法分析結果如表4所示。背向力Fx、進給力Fy、主切削力Fz和表面粗糙度值Ra的回歸方程對應 F 值分別為 350.06、274.15、501.73、56.52,均大于F0.01(3,12),說明所建立的回歸方程非常顯著,切削力和表面粗糙度的預測公式可信。
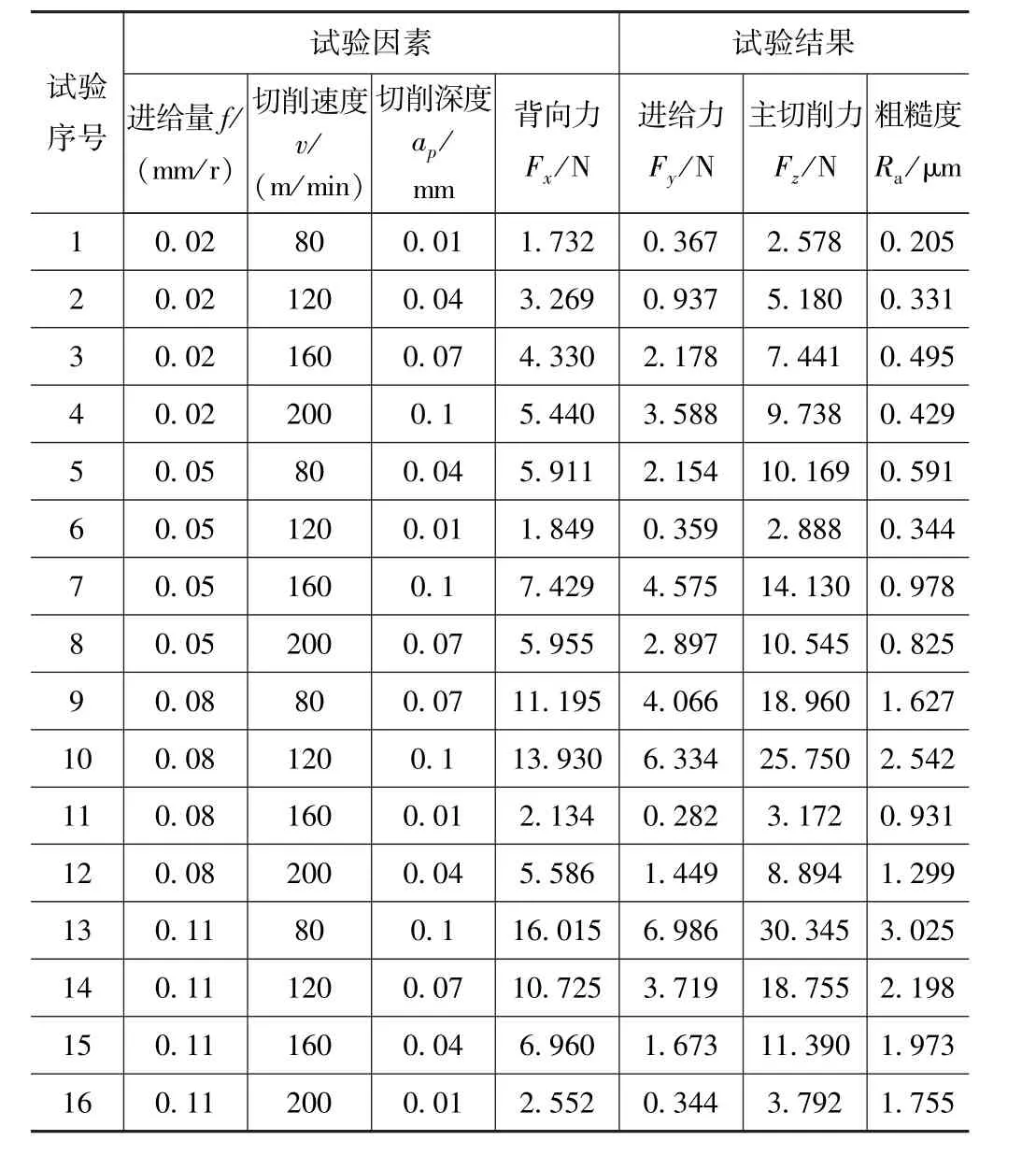
表3 正交試驗方案與結果
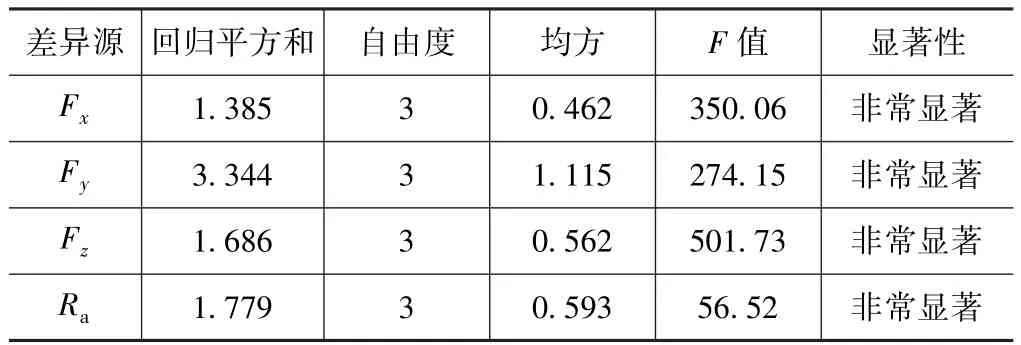
表4 回歸方程F檢驗法
均值主效應圖反映了每個因素如何影響響應特征,當因素的不同水平對特征產生不同影響時,即存在主效應[9]。對各切削用量不同水平對應下的三向切削力和表面粗糙度求平均值,然后連線畫出圖形,如圖4所示。通過比較線的斜率,可以分析出各切削用量的相對影響量值。從圖4可以看出,切削深度對三向切削力的影響程度最大,其次是進給量和切削速度;從4d中可以看出,進給量對表面粗糙度的影響最大,其次是切削深度,切削速度對表面粗糙度的影響最小。
當以粗糙度和切削力為衡量指標時,優選參數為較小的切深和進給量。切削速度對切削力和粗糙度的影響趨勢相反,但相比于進給量、切削深度,切削速度對切削力和粗糙度的影響最小。故選擇在進給量為0.02 mm/r、切削深度為0.01 mm、切削速度為80 m/min和160 m/min加工下的試驗結果來檢驗經驗公式。表5所示為兩組加工參數下測量值和預測值的對比。結果表明,測量值和預測值的誤差均在20%以內,回歸分析所得經驗公式對車削純鐵表面的切削力和表面粗糙度具有較好的預測能力。

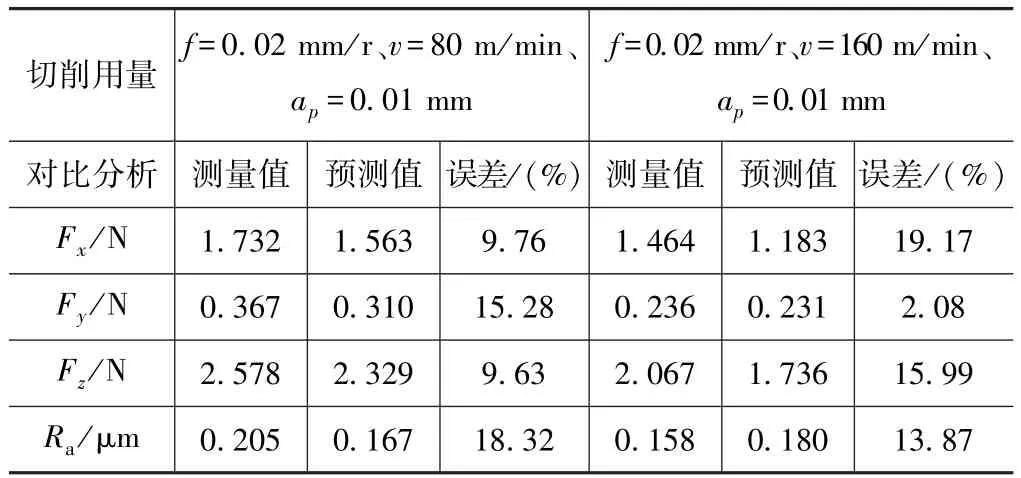
表5 切削力和粗糙度經驗公式驗證
2.2 切削用量對切削力的影響規律分析
切削力是機械加工過程中的重要因素,對切削熱、刀具磨損與耐用度、加工精度和已加工表面質量都有著較大影響[10]。圖5反映了切削用量對三向切削力的影響規律。其中圖5a所示為 v=120 m/min,ap=0.02 mm時切削力隨進給量變化的曲線。從圖中可以看出三向切削力隨著進給量的增加而增加,其中進給力Fy的增速較大,背向力Fx、主切削力Fz的增速較緩。根據公式Ac=f×ap,切削深度ap不變時,進給量f增大會引起切削層單位面積Ac的增大,導致單位時間去除材料體積增大,增加切削功,使得切削力增大。
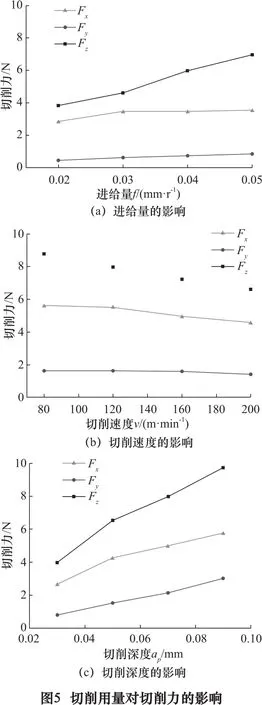
圖5b所示為 f=0.05 mm/r,ap=0.04 mm 時切削力隨切削速度變化的曲線。三向切削力隨切削速度的增大而減小,其中切削速度由80 m/min增加到200 m/min時,主切削力由8.77 N減小到6.62 N,減小幅度最大。這是因為切削溫度會隨著切削速度的增大而升高,導致材料熱軟化效應增強,刀-屑平均摩擦系數減小,從而使得變形系數減小,切削力減小。
圖5c所示為 f=0.02 mm/r, v=120 m/min時切削力隨切削深度變化的曲線。隨著切削深度的增大,各個方向的切削力均呈增大趨勢。根據上文分析,切削深度和進給量的改變最終都會導致切削力的變化。但切削深度增大時,切屑變形系數不變,而增大進給量時,切屑變形系數有所減小。故與進給量相比,切削深度對切削力的影響更大。
2.3 切削用量對表面粗糙度的影響規律
表面粗糙度反映了已加工表面的微觀不平度[11],是純鐵工件精密切削加工表面質量的重要評價參數,其大小直接影響純鐵工件的使用性能。圖6反映了切削用量對表面粗糙度Ra的影響規律。其中圖6a所示為v=120 m/min,ap=0.02 mm時表面粗糙度隨進給量變化的曲線。由圖可知,進給量增大時,表面粗糙度隨之增大。根據參考文獻[12],采用圓弧刃刀具車削工件時輪廓算術平均偏差Rs如公式(5)所示,Rs隨著進給量增大而增大。此外,由于純鐵材料的高塑性,切削加工過程中極易生成積屑瘤和鱗刺,而增大進給量會促進積屑瘤和鱗刺的產生,增大加工表面粗糙度值。
式中:Rs為輪廓算術平均偏差,f為進給量,r為刀尖圓弧半徑。
圖6b所示為 f=0.05 mm/r,ap=0.04 mm 時表面粗糙度隨切削速度變化的曲線。可以看出,切削速度增加時表面粗糙度值呈現先減小后增大的變化趨勢。切削速度只有80 m/min時,工件表面材料主要受刀具的擠壓作用,使得純鐵材料極易粘結在刀具表面形成積屑瘤,表面粗糙度值較大;切削速度增加到120 m/min時,由于切削溫度的提高,純鐵材料發生了明顯的熱軟化效應,積屑瘤減小,表面粗糙度值隨之減小;切削速度繼續增大,切屑與刀具間摩擦加劇導致刀具前刀面溫度大幅度升高,使工件表面發生嚴重的塑性變形和側向流動,增大了表面粗糙度值。
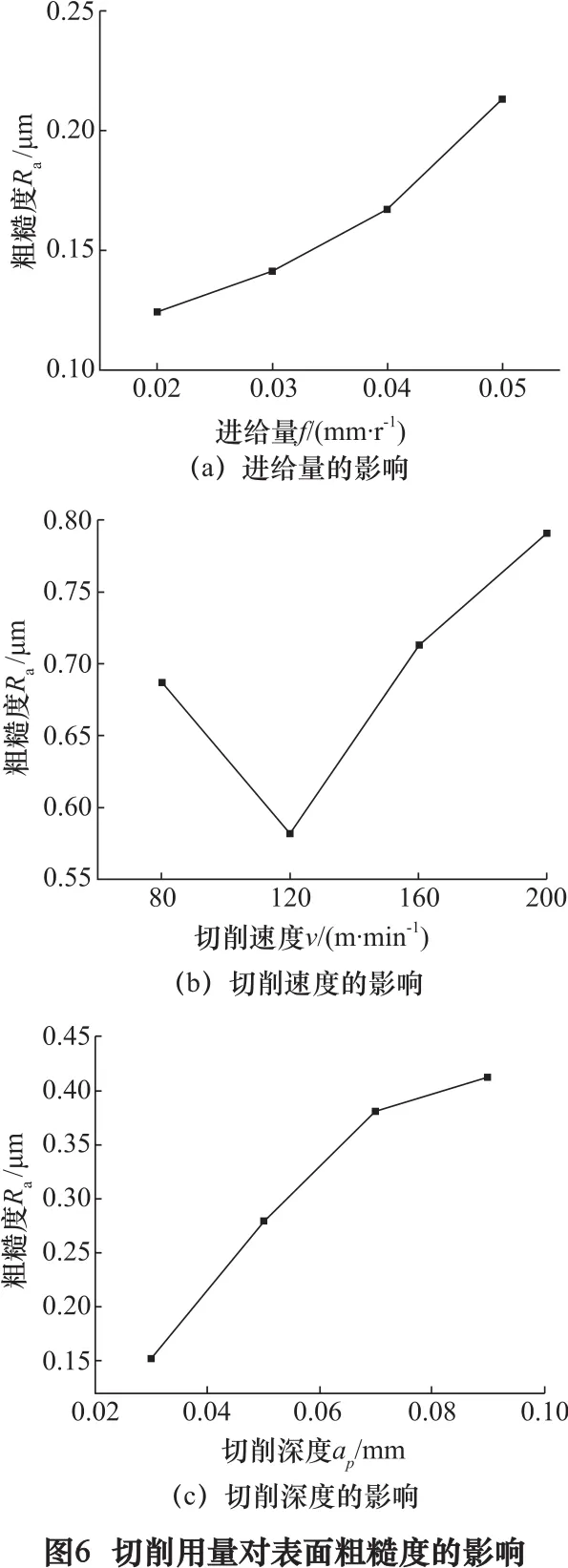
圖6c所示 f=0.02 mm/r,v=120 m/min時表面粗糙度隨切削深度變化的曲線。切削深度為0.03 mm時,表面粗糙度值只有0.15μm;此后表面粗糙度值隨著切削深度的增大而逐漸增大,在切削深度增大到0.09 mm時,表面粗糙度值增大至0.41μm。這是因為切削深度增大會導致切削力的增大,致使切屑變形加劇,增大表面粗糙度值。
3 結語
(1)基于正交試驗法,對試驗數據進行多元回歸分析,建立了切削力和表面粗糙度的經驗公式,試驗實測值和預測值誤差小于20%,表明經驗公式對純鐵材料精密切削過程中的切削力和表面粗糙度有較好的預測能力。
(2)純鐵材料精密切削時,切削用量對切削力的影響順序為:切削深度、進給量、切削速度。切削用量對表面粗糙度的影響順序:進給量、切削深度、切削速度。
(3)三向切削力隨著切削深度和進給量的增加而增大,隨著切削速度的增大而減小,且主切削力Fz增減幅度最大,進給力Fy增減幅度最小。表面粗糙度Ra隨著進給量和切削深度的增加而增大,但在切削速度增大時呈現先減小后增大的變化趨勢。
猜你喜歡
中學生數理化·七年級數學人教版(2022年6期)2022-06-05 06:50:50
快樂學習報·教育周刊(2022年16期)2022-05-01 21:25:05
中學生數理化·七年級數學人教版(2020年11期)2020-12-14 06:59:52
藝術品鑒證.中國藝術金融(2018年8期)2019-01-14 01:14:28
藝術品鑒證.中國藝術金融(2018年10期)2019-01-08 02:44:26
藝術品鑒證.中國藝術金融(2018年6期)2019-01-08 02:43:04
藝術品鑒證.中國藝術金融(2018年12期)2018-08-26 06:03:48
新聞傳播(2016年10期)2016-09-26 12:14:59
新聞傳播(2015年10期)2015-07-18 11:05:40
交通建設與管理(2015年15期)2015-03-20 15:18:57
