小型汽車空調(diào)器支架注塑模具的設(shè)計(jì)與分析??
2019-02-27 07:14:42范希營(yíng)曹艷麗郭永環(huán)周錢廷
制造技術(shù)與機(jī)床 2019年3期
范希營(yíng) 曹艷麗 郭永環(huán) 周錢廷
(江蘇師范大學(xué)機(jī)電工程學(xué)院,江蘇徐州221116)
塑料成型容易、可使形狀復(fù)雜的部件加工簡(jiǎn)單化, 同時(shí)塑料部件的彈性變形行為可以保護(hù)車輛和乘員,且塑料耐腐蝕性強(qiáng)、局部受損不會(huì)腐蝕,塑料還便于回收利用、具有很高的價(jià)格優(yōu)勢(shì)[1-3]。同時(shí)為汽車輕量化設(shè)計(jì)及節(jié)能減排提供了新的方向[4]。正因?yàn)樗芰暇哂猩鲜鰞?yōu)異的綜合性能,塑料日漸受到汽車行業(yè)的青睞,其在汽車上的應(yīng)用正在從內(nèi)外裝飾件向車身覆蓋件和功能結(jié)構(gòu)件擴(kuò)展[5-8]。
面包車等小型汽車的車載空調(diào)器的旋鈕、控制桿等控制部件通常通過(guò)空調(diào)器支架進(jìn)行安裝。目前小型汽車空調(diào)器支架大多采用塑料直接注塑成型。為了使小型汽車空調(diào)器支架塑件穩(wěn)固定位在車體上并有效固定支撐車載空調(diào)器的旋鈕、控制桿等控制部件,目前小型汽車空調(diào)器支架薄壁、加強(qiáng)筋結(jié)構(gòu)較多、體積較小、加強(qiáng)筋結(jié)構(gòu)密集、加工難度較大。
1 塑件的工藝性分析及模具方案的確定
圖1所示為小型汽車空調(diào)器支架塑件結(jié)構(gòu)示意圖。材料為ABS。在主體底板1上設(shè)有支撐體2和3,支撐體B、C尺寸相近但相互呈90°扭轉(zhuǎn)設(shè)置,且兩支撐體立面的內(nèi)側(cè)和外側(cè)包括橫向設(shè)置了柱面、孔、筋、凸臺(tái)、凹腔等結(jié)構(gòu)和傾斜設(shè)置的斜面結(jié)構(gòu),為保證整體的安裝位置及強(qiáng)度,筋結(jié)構(gòu)較多、較密集。另外主體底板1的左右兩側(cè)還設(shè)有用于將塑件固定安裝在車體上的、傾斜設(shè)置的階梯安裝板4及其上的傾斜安裝孔。此類支架是整體結(jié)構(gòu)比較復(fù)雜的塑件,密集結(jié)構(gòu)不易脫模。
塑件支撐體B和C上橫向設(shè)置的柱面、呈孔、筋、凸臺(tái)、凹腔等結(jié)構(gòu)在模具設(shè)計(jì)時(shí)通常需要側(cè)抽芯機(jī)構(gòu)完成,但由于兩支撐體之間是互呈90°扭轉(zhuǎn)的非對(duì)稱結(jié)構(gòu),因此在支撐體外側(cè)面設(shè)置側(cè)抽芯機(jī)構(gòu)較容易,而在支撐體B的內(nèi)側(cè)面上設(shè)置側(cè)抽芯機(jī)構(gòu)非常困難,原因是在動(dòng)模型芯內(nèi)無(wú)法采用斜導(dǎo)柱側(cè)抽機(jī)構(gòu)、且支撐體C具有位置干涉,因此在支撐體B內(nèi)側(cè)面上受空間限制設(shè)置側(cè)抽芯機(jī)構(gòu)則非常困難;而且針對(duì)主體底板A的左右兩側(cè)的傾斜設(shè)置的階梯安裝板D和設(shè)置在安裝板D上的傾斜安裝孔,由于其是非垂直于主體底板A的結(jié)構(gòu),若直接通過(guò)分型面分型實(shí)現(xiàn)脫模則會(huì)損傷階梯安裝板D和其上的傾斜安裝孔,因此還需設(shè)置斜抽芯機(jī)構(gòu),但斜抽芯機(jī)構(gòu)的抽芯方向與開模方向之間的夾角較小,因此受空間限制影響斜抽芯機(jī)構(gòu)不易設(shè)置。因此現(xiàn)有的針對(duì)此類小型汽車空調(diào)器支架塑件的注塑模具通常采用一模一腔的結(jié)構(gòu)以便于實(shí)現(xiàn)狹小空間的側(cè)抽,但注塑效率較低。針對(duì)此問題,本文對(duì)塑件主體底板的左右兩側(cè)具有傾斜設(shè)置的階梯安裝板和傾斜安裝孔、且主體底板上具有互呈90°扭轉(zhuǎn)的非對(duì)稱結(jié)構(gòu)支撐體在采用一模兩腔布局的基礎(chǔ)上能夠?qū)A斜設(shè)置的階梯安裝板和傾斜安裝孔實(shí)現(xiàn)穩(wěn)固斜抽、對(duì)支撐體B內(nèi)側(cè)面實(shí)現(xiàn)穩(wěn)固側(cè)抽,進(jìn)而實(shí)現(xiàn)在保證塑件精度的前提下實(shí)現(xiàn)提高注塑效率。
2 模具結(jié)構(gòu)設(shè)計(jì)與分析
2.1 主要結(jié)構(gòu)創(chuàng)新與分析
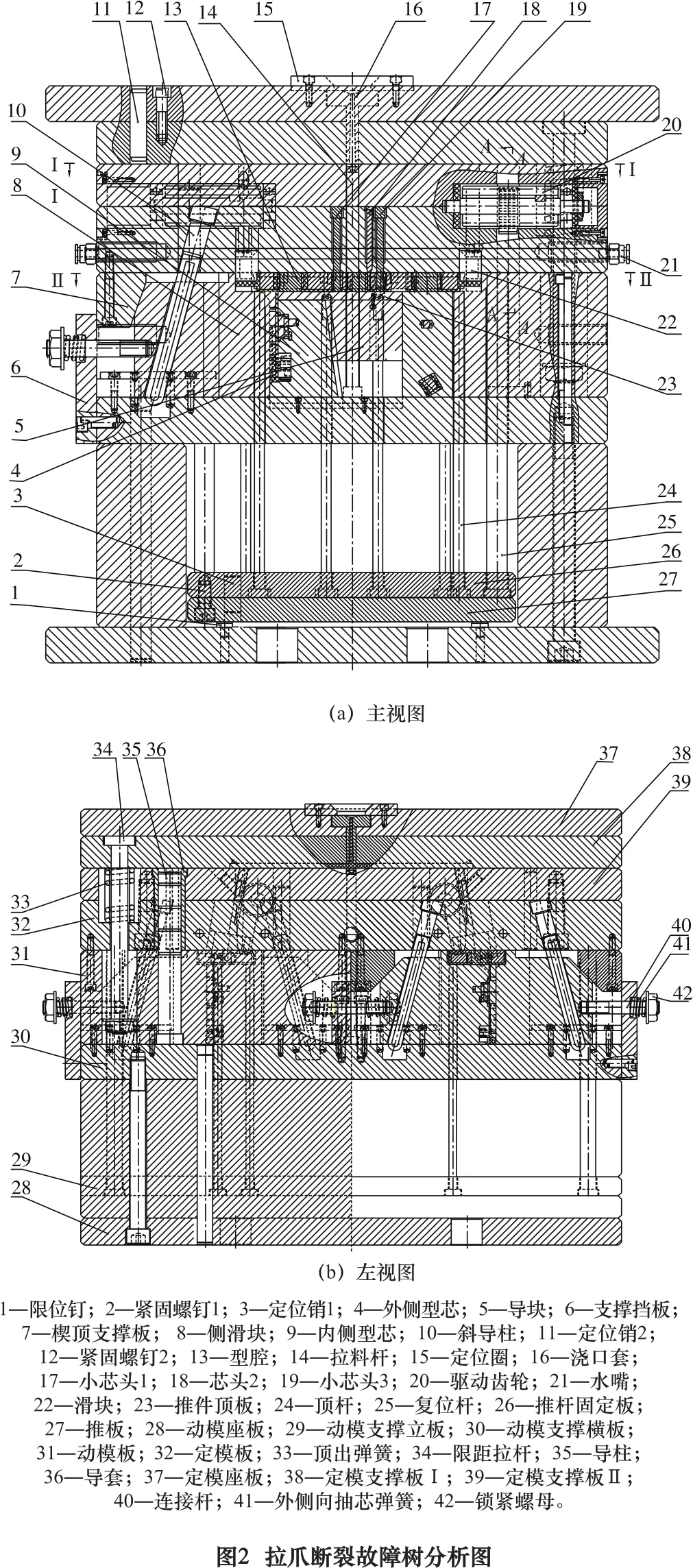
如圖2~4所示,模具主要結(jié)構(gòu)有以下創(chuàng)新:
(1)多個(gè)型芯組合,但結(jié)構(gòu)互不干涉。型腔13的型腔部分的表面和抽芯柱部分的底端、型芯的上表面、外側(cè)型芯4面向型腔13的一端、內(nèi)側(cè)型芯9面向支撐體B內(nèi)側(cè)面塑件空腔的一端、斜型芯44的底端上都有部分塑件形體,為組合型芯,共同圍成小型汽車空調(diào)器支架塑件的形體容納空間,各抽芯在其抽芯方向上可與型腔13分離,避免了型芯結(jié)構(gòu)的互相干涉,進(jìn)而保證塑件的質(zhì)量。
(2)推件頂板一板多用,降低了模具加工難度。由于塑件支撐體B內(nèi)側(cè)面抽芯機(jī)構(gòu)設(shè)置在動(dòng)模板31的側(cè)抽安裝腔內(nèi)部,推件頂板23既能在合模狀態(tài)時(shí)形成塑件的局部形狀,又能在開模狀態(tài)時(shí)作為推出機(jī)構(gòu),因此降低了模具加工難度,制造和維修方便,且保證順利開模。
(3)在較狹小的動(dòng)模板的側(cè)抽安裝腔內(nèi)實(shí)現(xiàn)穩(wěn)固側(cè)抽,保證塑件的成型和質(zhì)量。由于塑件支撐體B內(nèi)側(cè)面抽芯機(jī)構(gòu)包括楔形側(cè)推部件,因此可以在推件過(guò)程中控制內(nèi)側(cè)型芯9平移側(cè)抽,進(jìn)而實(shí)現(xiàn)在較狹小的動(dòng)模板31的側(cè)抽安裝腔內(nèi)實(shí)現(xiàn)側(cè)抽、保證塑件的成型和質(zhì)量,結(jié)構(gòu)緊湊、制造方便,
能夠?qū)A斜設(shè)置的塑件階梯安裝板D和傾斜安裝孔實(shí)現(xiàn)穩(wěn)固斜抽、對(duì)塑件支撐體B內(nèi)側(cè)面實(shí)現(xiàn)穩(wěn)固側(cè)抽,進(jìn)而實(shí)現(xiàn)保證小型汽車空調(diào)器支架塑件的精度。
2.2 模具工作原理
在合模狀態(tài)時(shí)進(jìn)行注塑,帶有壓力的注塑料經(jīng)澆口套16被擠壓入模具內(nèi),此時(shí)在斜導(dǎo)柱10的支撐作用和楔頂支撐板7的限位作用下,外側(cè)型芯4抵抗住注塑壓力保持在定位狀態(tài);在塑件支撐體B內(nèi)側(cè)面抽芯機(jī)構(gòu)的推件部件和楔形側(cè)推部件楔形配合面的支撐作用下,推件頂板23的上平面和內(nèi)側(cè)型芯9的面向塑件支撐體B內(nèi)側(cè)面的一端抵抗住注塑壓力保持在定位狀態(tài);在齒條推桿43的支撐作用下,斜型芯44抵抗住注塑壓力保持在定位狀態(tài);待注塑壓力達(dá)到設(shè)定壓力時(shí)即停止泵壓;型腔13內(nèi)部的冷卻水隨即循環(huán)對(duì)型腔13進(jìn)行快速降溫,形體容納空腔內(nèi)的注塑料即迅速凝固成型。
待注塑料凝固成型后進(jìn)行開模取料:開動(dòng)注塑機(jī)使機(jī)床動(dòng)模板下移開模,帶動(dòng)動(dòng)模組件、外側(cè)向抽芯機(jī)構(gòu)和塑件支撐體B內(nèi)側(cè)面抽芯機(jī)構(gòu)整體向下移動(dòng);與此同時(shí),處于壓縮狀態(tài)的頂出彈簧33釋放彈力使整體定模組件與定模支撐板38分離并跟隨動(dòng)模組件下移,直至限距拉桿34下端的限位凸臺(tái)頂靠在整體定模組件的下端面上后整體定模組件停止下移,即如圖2所示的Ⅰ-Ⅰ分型面首先分型,澆口套16內(nèi)的凝料即被整體定模組件拉出。
機(jī)床動(dòng)模板繼續(xù)下移帶動(dòng)動(dòng)模組件繼續(xù)下移使動(dòng)模組件與整體定模組件分離,即如圖2所示的Ⅱ-Ⅱ分型面分型,型芯從型腔內(nèi)部脫離,成型塑件跟隨動(dòng)模組件繼續(xù)下移。
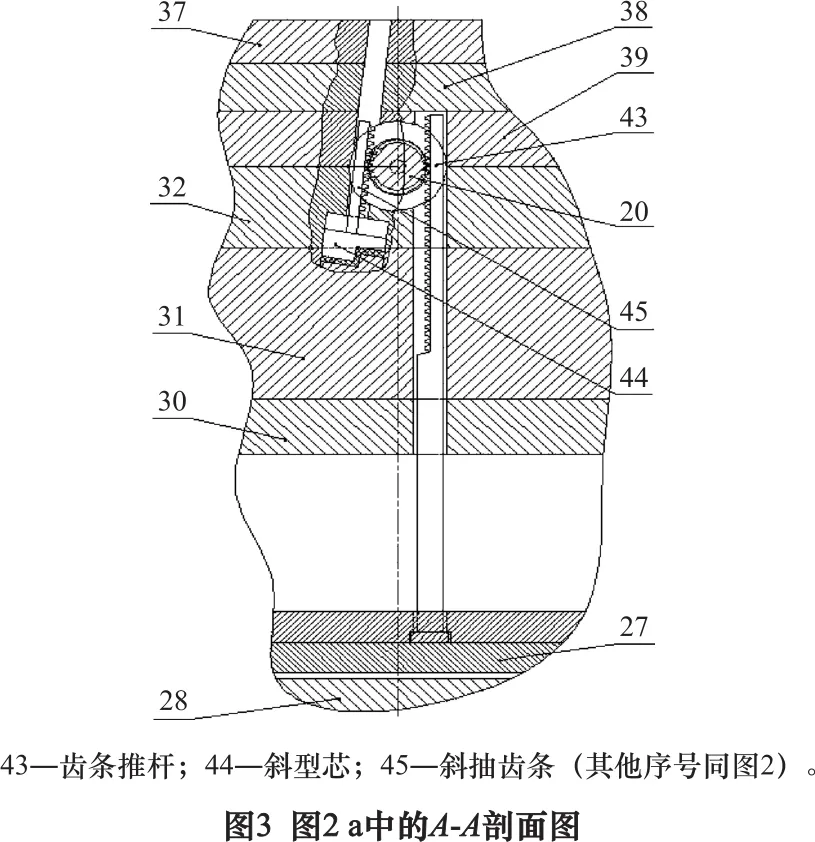
如圖3所示,動(dòng)模組件整體下移過(guò)程中,齒條推桿43跟隨推板27下移使齒條推桿43頂部的齒條結(jié)構(gòu)下移帶動(dòng)驅(qū)動(dòng)齒輪20旋轉(zhuǎn),同時(shí)驅(qū)動(dòng)齒輪20旋轉(zhuǎn)帶動(dòng)斜抽齒條45沿斜抽直通道上移,斜抽齒條45即帶動(dòng)斜型芯44完成斜抽芯動(dòng)作。動(dòng)模組件繼續(xù)下移時(shí)齒條推桿43頂部的齒條結(jié)構(gòu)即脫離驅(qū)動(dòng)齒輪20。動(dòng)模組件整體下移過(guò)程中,側(cè)滑塊8脫離楔頂支撐板7并在斜導(dǎo)柱10的導(dǎo)向作用下同時(shí)向背離成型塑件的方向移動(dòng)完成外側(cè)向抽芯動(dòng)作。當(dāng)注塑機(jī)動(dòng)模板下移至設(shè)定距離后注塑機(jī)頂桿自機(jī)床動(dòng)模板上頂出,穿過(guò)注塑機(jī)頂桿通孔頂靠在頂模裝置的推板27上,注塑機(jī)頂桿繼續(xù)頂出,推板27帶動(dòng)頂桿24、復(fù)位桿25分別自頂桿通孔頂出,將成型塑件向上頂出脫離型芯。
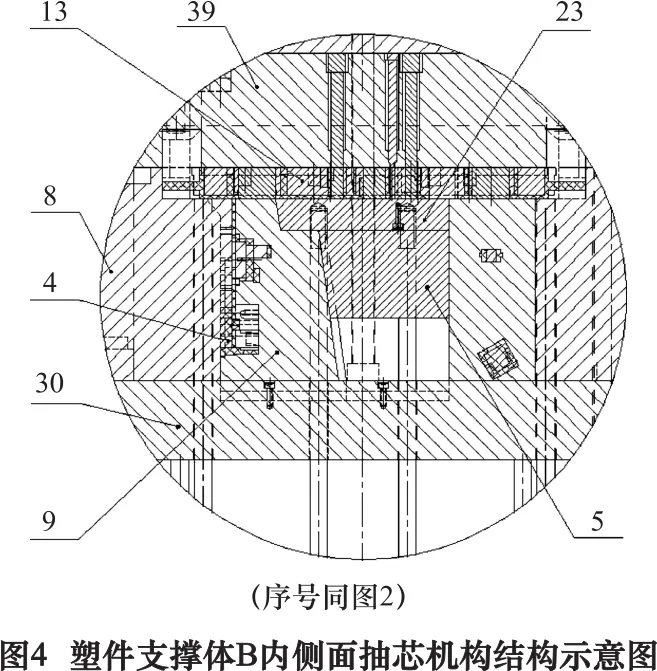
同時(shí)如圖4所示,推板上移過(guò)程中推件部件帶動(dòng)推件頂板23使推件頂板23的上表面將成型塑件推出,同時(shí),在楔形側(cè)推部件的楔形配合面的作用下內(nèi)側(cè)型芯9向背離塑件的側(cè)抽方向平移完成塑件支撐體B內(nèi)側(cè)面的側(cè)向抽芯動(dòng)作。
當(dāng)注塑機(jī)頂桿上移至設(shè)定距離后成型塑件被頂桿24和推件頂板23完全推出,完成頂模動(dòng)作。
取下成型塑件后再次合模時(shí),注塑機(jī)頂桿先縮入機(jī)床內(nèi),然后機(jī)床動(dòng)模板上移使動(dòng)模組件與定模組件貼合即可,合模過(guò)程中復(fù)位桿25帶動(dòng)推板27被整體定模組件同步推回至初始狀態(tài)。
3 結(jié)語(yǔ)
(1)采用組合型芯,共同圍成小型汽車空調(diào)器支架塑件的形體容納空間,各抽芯在其抽芯方向上可與型腔分離,避免了型芯結(jié)構(gòu)的互相干涉,進(jìn)而保證塑件的質(zhì)量。
(2)由于塑件支撐體B內(nèi)側(cè)面抽芯機(jī)構(gòu)設(shè)置在動(dòng)模板的側(cè)抽安裝腔內(nèi)部,推件頂板既能在合模狀態(tài)時(shí)形成塑件的局部形狀,又能在開模狀態(tài)時(shí)作為推出機(jī)構(gòu),因此降低了模具加工難度,制造和維修方便,且保證順利開模。
(3)由于塑件支撐體B內(nèi)側(cè)面抽芯機(jī)構(gòu)包括楔形側(cè)推部件,因此可以在推件過(guò)程中控制內(nèi)側(cè)型芯平移側(cè)抽,進(jìn)而實(shí)現(xiàn)在較狹小的動(dòng)模板的側(cè)抽安裝腔內(nèi)實(shí)現(xiàn)側(cè)抽、保證塑件的成型和質(zhì)量,結(jié)構(gòu)緊湊、制造方便,能夠?qū)A斜設(shè)置的塑件階梯安裝板D和傾斜安裝孔實(shí)現(xiàn)穩(wěn)固斜抽、對(duì)塑件支撐體B內(nèi)側(cè)面實(shí)現(xiàn)穩(wěn)固側(cè)抽,進(jìn)而實(shí)現(xiàn)保證小型汽車空調(diào)器支架塑件的精度。
.知識(shí)窗.
全員參加的生產(chǎn)維修制(total production maintes-ance system)日本國(guó)根據(jù)本國(guó)特點(diǎn)吸取外國(guó)經(jīng)驗(yàn)于1971年提倡的一種設(shè)備維修制度。它包含五個(gè)方面的內(nèi)容:(1)把設(shè)備效率提到最高程度(綜合效率或全效率)為目標(biāo);(2)建立以設(shè)備一生為對(duì)象的生產(chǎn)維修系統(tǒng);(3)涉及到設(shè)備的計(jì)劃、使用、保養(yǎng)等所有部門;(4)從最高領(lǐng)導(dǎo)到第一線,全體成員都參加;(5)加強(qiáng)思想教育,開展生產(chǎn)維修小組活動(dòng),推進(jìn)生產(chǎn)維修。
動(dòng)摩擦系數(shù)(coefficient of kinetic friction)兩接觸物體間的動(dòng)摩擦力F與法向反力N的比值,即f′=F/N。通常動(dòng)摩擦系數(shù)f′小于靜摩擦系數(shù)f,但在交際應(yīng)用中,可取f′≈f。
動(dòng)臂起重機(jī)(luffing crane)具有擺動(dòng)臂架,以臂架俯仰來(lái)實(shí)現(xiàn)變幅運(yùn)動(dòng)的起重機(jī)。
猜你喜歡
保健醫(yī)苑(2022年5期)2022-06-10 07:46:12
小哥白尼(趣味科學(xué))(2021年8期)2021-11-20 06:08:04
少先隊(duì)活動(dòng)(2021年4期)2021-07-23 01:46:22
中國(guó)生物醫(yī)學(xué)工程學(xué)報(bào)(2019年4期)2019-07-16 08:04:16
模具制造(2019年3期)2019-06-06 02:10:54
攝影之友(影像視覺)(2019年3期)2019-03-30 01:36:50
沈陽(yáng)醫(yī)學(xué)院學(xué)報(bào)(2015年1期)2015-12-27 13:44:40
醫(yī)學(xué)教育管理(2015年3期)2015-12-01 06:43:16
沈陽(yáng)醫(yī)學(xué)院學(xué)報(bào)(2014年4期)2014-12-27 13:44:20
中國(guó)艦船研究(2014年5期)2014-05-14 06:43:09
