基于Edgecam的智能化車削編程技術研究
2019-03-28 09:10:20
制造業自動化 2019年3期
(安慶職業技術學院 機電工程系,安慶 246003)
0 引言
傳統的CAM軟件大多采用對話式編程,要求編程人員手工設置加工環境、設置刀具、切削參數等操作,不同的零件需要重復設置,編程耗時耗力且容易出錯。Edgecam軟件提供的智能編程功能,可實現自動設置坐標原點;自動查找出所需加工的特征類型;為零件的每個加工特征逐個應用加工策略;按工藝邏輯自動生成刀具路徑。通過智能化編程可以有效減少生成刀具路徑時額外的輸入操作,不同零件無需重復設置,可實現“一鍵”編程,縮短編程時間,提高編程效率。
1 Edgecam智能化編程的介紹
Edgecam智能化編程可去除編程過程中的人工操作,改由軟件自動生成。其編程流程如圖1所示。
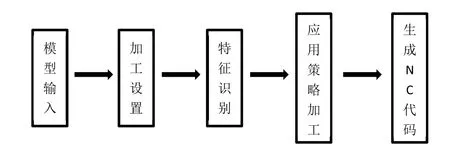
圖1 智能化的編程流程
Edgecam支持從UG、Solidworks、Pro/E等主流CAD軟件中讀入零件模型。模型輸入后,利用Edgecam強大的特征查找工具,可按照工藝順序自動查找出所需加工的特征類型,對于自動查找出來的特征應用加工策略。Edgecam策略管理器是一個非常易于使用的、類似于流程圖的工藝定制工具,把加工工藝參數融入其中。Edgecam自定義策略加工可為實體模型提供快速可靠的編程,從而提高生產效率。該方式可有效避免編程時的重復性工作,使編程工作達到一致性和自動化。
2 具體應用案例
圖2所示零件圖為項目研發過程中風機設備上的一個關鍵部件,由于處在研發階段,需要根據設計方案的不同,試制不同規格的零件,以測試效果,同時需要隨時對零件尺寸進行修改。從圖中可以看出,不同型號的試制零件的基本外形大致相同,均為球形,只是在外徑、長度、孔徑和有無凸緣幾個方面有所不同。利用Edgecam的智能編程功能,可以在導入不同型號的零件模型后自動生成刀具路徑和NC代碼,省去了傳統CAM編程軟件中重復輸入毛坯尺寸、刀具數據、加工工藝參數等繁瑣的工作。

圖2 四種規格球形零件圖
3 工藝分析
以圖2中(c)型零件的加工為例,零件外形為球形,中間有通孔且有公差要求,毛坯為圓鋼鋸床下料,材料為20CrMnTi,具體工藝如下:1)先加工零件右半部分:在數控車床上用U鉆鉆孔,車右端面,粗車右半邊半球外形,留0.5mm余量,粗鏜精鏜內孔至公差。2)再加工零件左半部分:掉頭安裝,數控車床上安裝內漲芯軸利用加工好的內孔和右端面定位裝夾,車左端面保證零件總長至公差,內孔倒角。粗車左半邊半球外形,留0.5mm余量,精車外形球輪廓至公差。
4 智能編程流程
4.1 特征識別
針對零件右半部分的加工,Edgecam自動識別需要加工的車削特征和孔特征。在自動查找車削特征時,選擇只查找前端面特征,軟件就會自動識別出右半部分需要加工的特征。如圖4所示,軟件自動查找出四個特征:通孔、前端面、正向車削、正向鏜削,并且按照工藝先后順序排列。
4.2 策略定制
Edgecam軟件內置了部分制定好的策略文件,可以直接調用,但是一個策略只能加工一種特征。針對本案例,希望利用一個策略加工四種不同的特征,因此就需要自定義一個策略文件,針對自動識別出的四種特征均可調用,實現自動編程的功能。具體的右半部分加工自定義策略流程如圖3所示,圖中標出了各個節點的定義

圖3 車削策略流程
在Global(全局變量)中自定義一個全局變量,名稱“featuretype”,屬性類型為字符串。在數據節點“特征判斷”中,設定以下判斷條件:
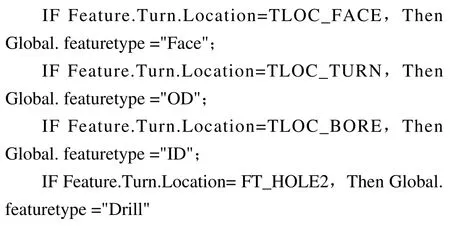
“Feature.Turn.Location”為edgecam中系統定義的特征變量名,屬性類型為“enumeration”,用以區分不同的特征。“特征判斷”節點就是根據四種不同特征的“Feature.Turn.Location”變量類型,給“featuretype”進行賦值。例如:當特征為前端面車削時,Feature.Turn.Location=TLOC_FACE,那么featuretype ="Face"。Featuretype的值用來決定后面流程圖的走向。通過“鉆孔?”“端面?”“外圓?”“鏜孔?”四個判斷節點,來判斷當前是哪個特征,該調用哪種子策略進行加工。
例如在判斷節點“鉆孔?”中,判斷Global.featuretype ="Drill"是否為真,如果為真,表明該特征為通孔特征,這時執行“鉆孔”子策略。如果不為真,則繼續往下判斷是否為其他特征類型。子策略鉆孔定義流程圖如圖4所示。
由于零件的孔徑各不相同,在實際加工中,需要Edgecam能夠根據孔徑的大小智能選擇對應直徑的鉆頭。在刀具庫中已經建立了20mm、25mm、30mm、35mm等規格的U鉆,通過數據節點“根據孔徑選擇鉆頭” 進行智能調用。

圖4 鉆孔子策略流程
在Global(全局變量)中自定義一個全局變量,名稱“tooldrill”,屬性類型為字符串。通過判斷孔特征參數 “Feature.Hole2.Diameter”孔徑的大小,給“tooldrill”賦值,值為對應的刀具名稱。設定以下判斷條件。

即當自動查找出的特征孔直徑在20.5~25.5mm之間時,自動調用刀具庫中名稱為“20.0 mm U-Drill”的這把U鉆。從而實現智能選擇刀具。在進程節點“鉆孔”中,預設好詳細的鉆孔指令,包括edgecam軟件中鉆孔命令的各個工藝參數,這樣在策略中可以自動調用。
以此類推,分別定制車端面,車外圓,鏜孔子策略。子策略中依據零件的加工工藝設定編程參數,例如刀具、轉速、進給、背吃刀量等。無論零件怎么變化,調用這些子策略,就可以直接套用工藝經驗,無需再重復設置參數。通過自動特征識別后,應用定制的策略自動加工零件右半部分的數控程序編制時間只需10秒。

圖5 特征識別結果及自動生成刀路
5 結束語
Edgecam智能化編程技術改變了傳統的CAM軟件的交互式編程方式,策略加工可為實體模型提供快速可靠的編程,從而提高生產效率。根據實際的加工情況定制加工策略,實現編程過程自動化,從而適應制造業的智能發展的需求。
猜你喜歡
中學生數理化(高中版.高考理化)(2020年2期)2020-04-21 05:32:50
山東冶金(2019年6期)2020-01-06 07:45:54
瘋狂英語·新策略(2019年10期)2019-12-13 08:43:28
小學生作文(低年級適用)(2019年9期)2019-10-08 08:37:10
世界農藥(2019年2期)2019-07-13 05:55:12
當代陜西(2019年10期)2019-06-03 10:12:04
數學大世界(2018年1期)2018-04-12 05:39:14
數學小靈通·3-4年級(2017年9期)2017-10-13 08:10:54
銅業工程(2015年4期)2015-12-29 02:48:39
時代英語·高三(2014年5期)2014-08-26 02:49:51
