一種高溫合金在輥式電磁攪拌裝置中的應用
2019-04-01 15:06:00汪晶
科技創新導報 2019年28期
汪晶

摘? ?要:基于國家建設的快速發展,對于高品質寬厚板坯的需求量激增。輥式電磁攪拌裝置作為板坯連鑄輔助工藝裝備,因其改善板坯芯部偏析、提高等軸晶的良好冶金效果得到廣泛應用。其主要關鍵零件——輥套的材料性能決定其使用壽命及使用效果。現有技術中,國產輥式電磁攪拌裝置的輥套,常采用兩種材料:離心鑄造的高溫耐磨耐腐蝕合金和鍛造的高溫合金GH2132。這些材料制作的輥套在高溫及高梯度溫差的應用環境中,有的因脆性而斷裂,有的產生表面裂紋。本文研究的一種高溫合金制作的輥套應用于輥式電磁攪拌裝置中,有效的解決了現有技術中存在的問題。
關鍵詞:輥式電磁攪拌裝置? 高溫合金? 高溫合金的應用
中圖分類號:TG292? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? 文獻標識碼:A? ? ? ? ? ? ? ? ? ? ? ? 文章編號:1674-098X(2019)10(a)-0087-04
輥式電磁攪拌裝置安裝在板坯連鑄線的二冷區、可替代自由支承輥、是具有特殊結構的電磁攪拌裝置(S-EMS)。其利用電磁能量傳輸的可控性和非接觸性,隔空對連鑄板坯內移動的金屬溶液進行攪拌,對連鑄板坯內的金屬溶液沒有污染也沒有消耗[2];輥式電磁攪拌裝置對寬厚板坯的中心質量改善明顯,已獲得應用驗證。
在寬厚板連鑄中,輥式電磁攪拌裝置的輥套材質的使用性能很大程度上制約了其應用的拓展,增加了其使用的維護成本。在寬厚板連鑄中提高輥式電磁攪拌裝置的輥套材質使用性能等級極其重要。筆者通過對輥式電磁攪拌裝置現有輥套所使用的材質深入研究,探索出一種新型高溫合金材料,將其制成輥套應用于輥式電磁攪拌裝置,其使用性能提高顯著。
1? 輥式電磁攪拌裝置現有的輥套材質
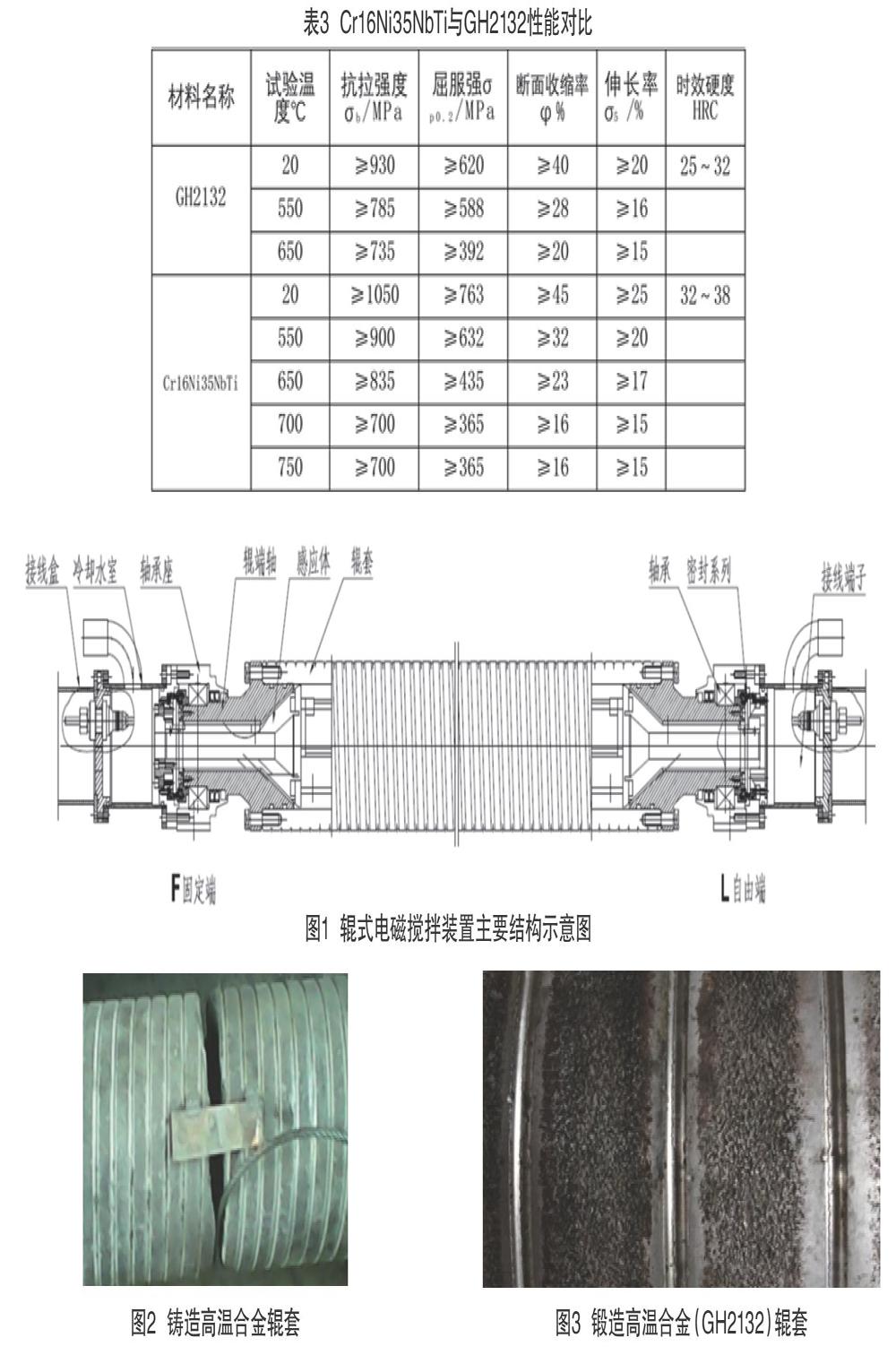
在寬厚板連鑄中,輥式電磁攪拌裝置常安裝連鑄線的1~3扇形段,長期工作在高溫、高水汽、高金屬粉塵、高載荷的“4高”環境中。連鑄板坯在連鑄線第2~3扇形段區域經強冷后表面溫度達500℃以上,在第1扇形段區域鋼坯表面溫度則高達700℃以上。輥式電磁攪拌裝置主要結構(如圖1所示),輥套兩端通過過度配合與法蘭分別連接兩端的輥端軸,兩端輥端軸經軸承將承載傳遞到軸承座,感應體懸空內置于輥套及輥端軸內。輥套直接與高溫板坯接觸,其承載高溫板坯經過時所需的支承載荷。為保證其正常使用,要求其材質滿足:耐高溫、熱強度高、無磁、高溫剛性好,高溫性能優越,可長期工作在650℃高溫環境中。
輥式電磁攪拌裝置技術源自法國Rotelec公司,武鋼將四煉鋼的Rotelec輥式電磁攪拌裝置的外殼國產化,指定湖北黃石的某材料廠家使用離心鑄造的高溫耐磨耐腐蝕合金(鑄造高溫合金)制作輥套,成功使用,但使用壽命不到1年,常有斷裂發生(如圖2所示)。離心鑄造的高溫耐磨耐腐蝕合金,雖能在450℃的高溫環境工作,但其高溫強度、高溫疲勞強度難以滿足輥式電磁攪拌裝置的高溫、高載荷的應用環境,且這種材料本身塑性不好比較脆,連續工作在高溫、高載荷的環境中易產生疲勞應力裂紋而斷裂。現在國內有能力成套設計與制造該裝置的廠商主要有2家:湖南中科和湖南科美達,他們的輥套材質均采用鍛造GH2132。其化學成分見表1所示。其熱處理工藝常采用:固溶980℃~1000℃,1~2h,油冷+時效700℃~720℃,12~16h,空冷。
我公司是湖南科美達輥套、輥端軸等材料及零件長期配套商。鍛造高溫合金(GH2132)合理固溶、時效處理后較鑄造高溫合金具有更高的使用溫度(650℃)、更高的熱強度、更高的高溫疲勞強度和更好的塑性,使用鍛造高溫合金(GH2132)制作輥套較使用鑄造高溫合金制作輥套在輥式電磁攪拌裝置中應用更為適宜、更為廣泛。但,使用鍛造高溫合金(GH2132)制作輥套的輥式電磁攪拌裝置安裝于環境溫度高于700°C的第1扇形段時,使用1年后在輥套表面溝槽處也有產生熱應力微裂紋的事例存在,如圖3所示。
2? 提高輥式攪拌裝置中輥套使用性能的解決方案
通過充分了解輥式電磁攪拌裝置應用的兩種材料制作的輥套在使用中存在的不同缺陷,對現有技術的輥套材料性能深入研究、經過多次試驗與測試,得出:鑄造高溫合金制作輥套應用于輥式電磁攪拌裝置并不適宜,本文公開的新型高溫合金材料是對現有GH2132材料的輥套使用性能的提升,其目的是解決現有輥式電磁攪拌裝置應用GH2132輥套技術在高于650°C高溫環境使用中存在的熱應力微裂紋問題。本方案提供的高溫合金材質的化學成分如表2所示,我公司將其冠名為Cr16Ni35NbTi。
本方案的新型高溫合金材料Cr16Ni35NbTi與GH2132材料主要差異在于:降低了P、S含量,提高了材料的塑性性能;大幅提升了Ni的含量,Ni和Fe無限固溶,使奧氏體區更穩定,有效提高了合金鋼的強度、疲勞強度和高溫強度,改善了材料的韌性和塑性,提高了材料的綜合力學性能和使用性能;Cr、Mo元素含量的小幅提升,有利于提高合金材料的高溫抗氧化性、高溫強度,有利于改善材料的韌性和耐磨性;小幅提升元素Ti的含量,好的效果在于Ti與C能形成穩定的TiC,能有效阻止合金鋼晶粒長大粗化,使晶粒粗化溫度上升到1000°C以上,有效的提高了合金材料的高溫穩定性,提高了材料的高溫強度;添加了微量的Nb元素,Nb與C形成穩定的化合物,有利于細化晶粒,提高合金材料的屈服強度和沖擊韌性。通過改變合金材料的化學成分及含量,得到的高溫合金Cr16Ni35NbTi,經測試,其高溫性能較高溫合金GH2132有了明顯的提升,表3是這兩種高溫合金材料性能的對比。
2.1 新型高溫合金材料Cr16Ni35NbTi的工藝過程
冶煉工藝:真空熔煉+真空自耗。真空熔煉是在1450度的真空環境高溫下將合金加入爐中加熱將合金元素熔成鋼水,可防止合金元素的燒損和氧化,提供一定強度電磁力對熔池中液態合金施行電磁攪拌,可促進合金鋼液成分和溫度均勻化。但,真空熔煉鋼液中夾雜物合并長大,硫,磷等有害元素和非金屬夾雜物無法清除和脫除,導致后期材料鍛造、軋制出現裂紋和內部缺陷,產品的成材率和產品的合格率大大降低,產品質量極其不穩定,同時熔煉出的鋼錠無法滿足我公司對熱膨脹系數、磁性能、力學性能的要求。真空自耗是一種利用電弧作熱源,在真空條件下熔煉金屬的真空熔煉技術。在無渣及真空條件下,利用直流電源在金屬電極與銅坩堝底板之間產生電弧,電弧產生高熱熔化電極,在水冷銅坩堝內形成熔池,熔化的金屬完成速凝、結晶、成錠。當液態金屬以薄層形式形成熔滴通過近5000K的電弧區域向結晶器中過渡以及在結晶器中保持和凝固的過程中,發生一系列的物理化學反應,使金屬得到精煉,從而達到凈化金屬、改善結晶結構、提高性能的目的。在低壓真空環境下熔煉,不僅杜絕了外界空氣對合金的玷污,還大大降低合金中氣體含量和低熔點有害雜質,從而提高合金純潔度,對于活性元素鋁、鈦燒損少,合金的化學成分控制較為穩定。由于真空自耗熔煉是在無渣、無耐火材料的環境下進行的,從而杜絕或減輕了外界夾雜物對合金的玷污,提高了合金的綜合質量。真空自耗熔煉時快速和定向的結晶過程,改善了夾雜物的類型和分布狀態,通過對合金凝固結晶過程的合理控制,可以得到偏析低、致密度高、內裂紋和皮下起泡少、縮孔淺的優質鋼錠,該熔煉方法可將鋼液中的有害元素硫,磷及非金屬夾雜上升到表面進行排除,可顯著提高鑄錠的潔凈度、均勻度、抗疲勞和斷裂韌性、抗拉強度、屈服強度、高溫綜合性能從而達到高溫環境下使用性能的要求。
鍛打工藝:將Cr16Ni35NbTi真空熔煉+真空自耗的φ550的鋼錠加熱到1080℃~1150℃,保溫3h后出爐進行墩粗、拔長至輥套所需的毛坯尺寸,鍛比不少于3:1,為了確保鍛件的心部均熱,加熱采用三段式保溫加熱。
固溶處理:將Cr16Ni35NbTi材料制作的圓棒置于臺車熱處理爐中,以不200℃/min的速率升溫至1020℃~1050℃,保溫60min,水冷。
將固溶處理后的Cr16Ni35NbTi材料按輥套施工圖進行初加工和半精加工后作時效處理,即將半精加工好的輥套在時效爐中經6h均勻升溫至760℃~780℃并保溫12h,再以120~140℃/h的冷卻速率隨爐冷卻至630℃~650℃并保溫20h,然后隨爐冷卻至200℃,空冷。即能獲得表3所示用機械性能。
2.2 高溫合金材料在輥式攪拌裝置中應用的小竅門
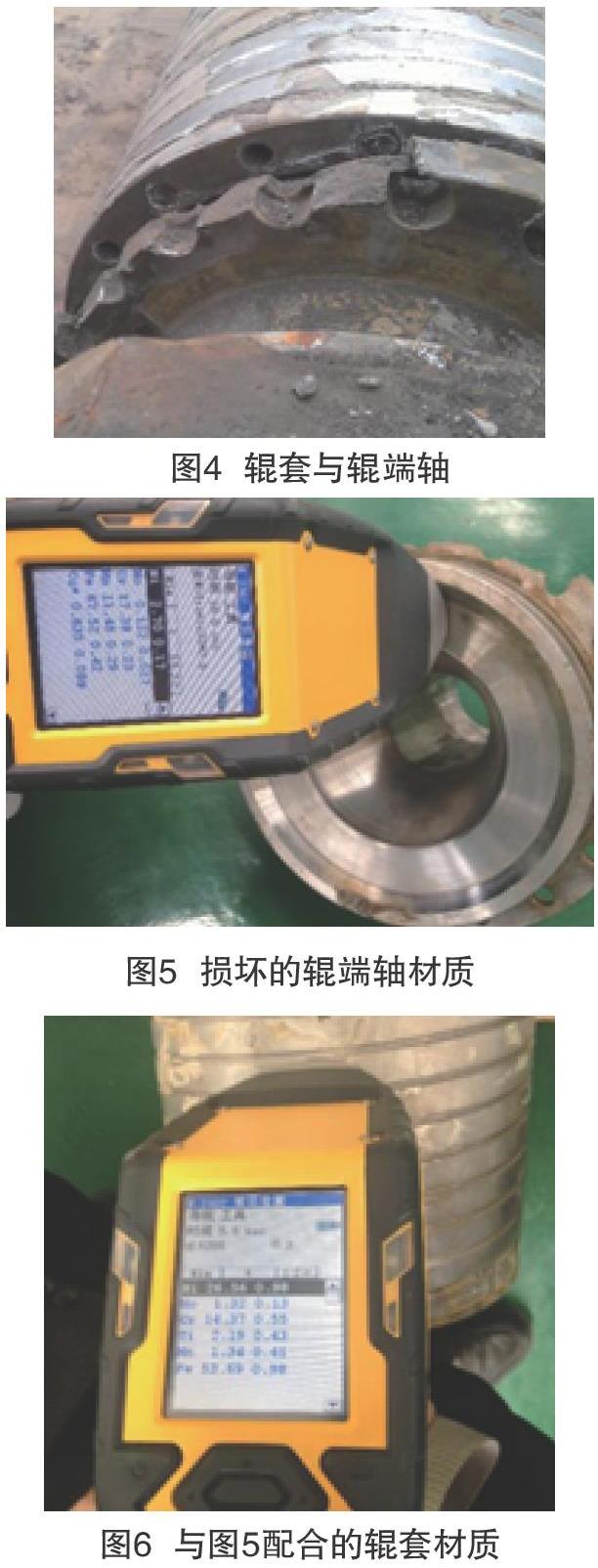
輥式電磁攪拌裝置在板坯連鑄線上使用時,輥套直接與高溫板坯接觸,輥套及與其兩端配合相連接的輥端軸形成的整體共同承載高溫板坯經過時所需的支承載荷。輥式電磁攪拌裝置在變化的高溫環境工作過程中保持輥套與兩端輥端軸配合狀態非常重要,即輥套與兩端輥端軸使用同一批次的相同材質制作是最佳方案,不同材質的需要保持配合狀態兩零件在同溫度環境中因各自的熱伸縮率不同不能保證其配合狀態,輥式電磁攪拌裝置中的輥套與輥端軸也一樣。輥套與輥端軸使用不同材質的輥式電磁攪拌裝置在高溫環境工作時,輥套與輥端軸的配合公差帶發生改變不能滿足設計要求,極易出現質量事故。我公司在維修國內某公司制作的此類輥式電磁攪拌裝置時碰到過,如圖4、圖5、圖6所示,輥套與兩端輥端軸為降低成本使用了不同材料在使用中發生了質量事故。輥套與兩端輥端軸使用相同材質制作是高溫合金材料在輥式攪拌裝置中應用的一個小竅門。
2.3 新型高溫合金Cr16Ni35NbTi在輥式攪拌裝置中應用實例
2015年我公司為湖南科美達公司配套8根輥套,16件輥端軸供臺灣某鋼鐵廠不銹鋼板坯連鑄線扇形1段上使用,采用新型高溫合金Cr16Ni35NbTi制作。2015年10月安裝完成投入使用并一次性通過驗收,并一直正常使用至今未出過質量問題(我公司從未接到過質量問題信息反饋)。圖7為新型高溫合金Cr16Ni35NbTi制作的輥套和輥端軸應用輥式電磁攪拌裝置在臺灣某鋼鐵廠不銹鋼板坯連鑄線扇形1段上使用的現場照片,圖8為該輥式電磁攪拌裝置使用6個月后下線檢測的實物照,經使用方檢測,未發現變形、未發現明顯磨損痕跡、未發現表面微裂紋,可繼續正常使用。
3? 結語
通過深入研究提高輥式電磁攪拌裝置中輥套材質的現有技術,本文提出了一種新型高溫合金材料制作輥套應用于輥式電磁攪拌裝置的技術,給出了新型高溫合金的具體成分含量,及其工藝方法。該新型高溫合金制作的輥套有效的提升了輥式電磁攪拌裝置的使用壽命,顯著降低了輥式電磁攪拌裝置在寬厚板連鑄中的使用維護成本。使用實例證明新型的高溫合金材料制作輥套應用于輥式電磁攪拌裝置在寬厚板連鑄線使用,能充分發揮輥式電磁攪拌裝置改善連鑄板坯芯部品質的優勢,延長其使用壽命,有效的降低了其使用成本,滿足工業使用要求。當輥套與輥端軸使用同種材質時,輥式電磁攪拌裝置的使用壽命更長。
參考文獻
[1] 喬志洪.一種輥式電磁攪拌裝置新型支承托輥結構的研究[J] 機電產品開發與創新,2019(4):5-10.
[2] 金百剛,王強,田勇,等.電磁連鑄冶金技術及應用現狀[J].冶金設備,2009(2):5-10.
[3] 《中國航空材料手冊》編輯委員會.中國航空材料手冊 第2卷[M].北京:中國標準出版社,2001.8.
[4] 成大先.機械設計手冊[M].北京:化學工業出版社, 2002.
