某型中速船用柴油機氣缸套拉缸的原因分析及解決措施
2019-04-09 07:54:04葉啟華鄒世順
廣東造船 2019年1期
葉啟華,鄒世順
(廣州柴油機廠股份有限公司,廣州510371)
1 引言
某型中速船用柴油機氣缸套容易出現拉缸現象,對該型柴油機的正常裝機、試驗、交貨造成較大影響,因而引起廠家技術部門的高度重視。經過詳細的技術分析,決定通過對發生缸套拉缸的柴油機進行拆檢、改進再試驗等方式查找出問題根源,最終解決了該型柴油機氣缸套拉缸的問題。
2 拉缸問題簡介
該型柴油機配置的氣缸套分別由兩條生產線生產供應,兩條生產線共用一套缸套外形尺寸圖紙。其中一條生產線(生產線A)生產的缸套一直使用良好,未曾出現大范圍拉缸現象;而另一條生產線(生產線B)生產的缸套,經常在柴油機磨合階段就出現大范圍拉缸的異常磨損情況。
為加以區分,將由生產線A 和生產線B 生產加工的缸套分別稱為缸套A 和缸套B。
缸套B 發生拉缸后的狀況見圖1。從圖片觀察,異常磨損類型為擦傷型的粘著磨損。
參考柴油機拉缸相關處理經驗和結合實際情況分析,導致該型柴油機缸套發生拉缸現象有如下可能性原因:
(1)設計和裝配因素
① 活塞環和缸套配合間隙過小、活塞環開口過小、活塞環張力過大;
② 活塞和缸套配合間隙不合理;
③ 活塞銷竄出拉傷缸套;
④ 缸套尺寸不符合要求、內壁網紋設置不當影響潤滑;
(2)管理和使用因素
① 燃油品質差、燃燒碳粒過多加重磨損;
② 滑油品質差或滑油量過少造成潤滑不良;
③ 缸套磨合不足情況下高負荷運行;
④ 缸套冷卻不良造成缸套和活塞局部溫度過高。
3 拉缸原因的分析
下面對上述可能造成拉缸的原因進行分析。
(1)設計和裝配因素
① 對發生拉缸的零部件進行拆檢,測量缸套、活塞、活塞環均符合圖紙要求,自然配合間隙也在設定范圍內。可初步判斷各零部件設計合理,不存在摩擦副配合尺寸不適而造成拉缸的情況;
② 經過測量和計算,活塞環開口尺寸裕度足夠,不存在高溫膨脹后油環與缸套卡死的情況;檢查活塞銷也未發生竄出等異常現象;
③ 對于缸套內壁網紋和活塞油環張力的影響,將在下面作詳細分析。
(2)管理和使用
① 拉缸異常磨損發生在出廠試驗磨合階段。出廠試驗使用標準0#柴油,入庫的每批次柴油均經過檢驗并帶合格證書,柴油質量有保障;該型柴油機經過多年的使用驗證,燃燒系統的性能一直十分穩定,燃燒質量也有保證;同時通過相關拆檢,未發現缸套、活塞或缸頭有大量積碳現象。因此可排除燃油和燃燒質量差的因素;
② 柴油機在臺架進行正式出廠試驗前,嚴格按照要求先對整機進行一定時間的熱磨合運轉,所以缸套不存在磨合不足就帶高負荷運行的情況;
③ 出廠試驗過程嚴格按照試驗流程,逐步暖車和增加負荷,不存在運行中冷卻水溫過低現象;查閱試驗記錄,發生異常磨損時,冷卻水溫正常(進機約65 ℃,出機<85 ℃);對發生磨損的缸套拆卸后檢查冷卻水腔,符合設計要求;
檢查發生缸套異常磨損對應的活塞(見圖2),未發現有發藍或者明顯燒灼現象;在其余條件相同的情況下,只有缸套B 發生異常磨損情況。上述這些可初步排除缸套冷卻不足的因素。
(3)缸套內壁網紋和活塞油環張力因素
柴油機工作過程中,缸套和活塞環摩擦負荷極大,因此要求缸套內壁具有良好的貯存潤滑油和油膜分布能力。在設計中,把缸套內壁珩磨成平臺網紋,即表面加工成一種溝槽和小平臺均勻相間的交叉網紋,用于儲油和建立油膜。
為了分析缸套平臺網紋和活塞油環張力對磨損的影響,將通過以下試驗來分析和驗證。
4 試驗過程及結果分析
4.1 試驗配置
對發生拉缸后的缸套B 進行內壁的微觀測量,發現缸套B 的內壁網紋輪廓芯部高度Rk和芯部以上峰頂高度Rpk較大,且輪廓算術平均偏差Ra較大(粗糙度高)。缸套在與活塞環配合形成摩擦副時,其網紋波峰與活塞環接觸面積較大,有效油膜的面積則較小,存在導致潤滑失效形成拉缸異常磨損的可能性;同時,缸套B 的內表面網紋芯部以下峰谷深度Rvk 也較大,溝槽內儲油量有可能過多,造成滑油消耗量增大;圖3 為發生拉缸的缸套B 的平臺網紋微觀圖。
為驗證以上的可能性,針對缸套B 平臺網紋的上述缺陷對其作優化設計,將原平臺網紋的缸套B 和改進平臺網紋的缸套B 分別搭配原活塞油環和較低張力規格活塞油環同時進行試驗驗證。
經技術分析,決定對缸套B 和活塞油環作以下調整(表1):
(1)對缸套B 進行改進,原網紋用金剛油石條珩磨,現改用碳化硅油石條珩磨(網紋Rk相對較小,網紋也更均勻);
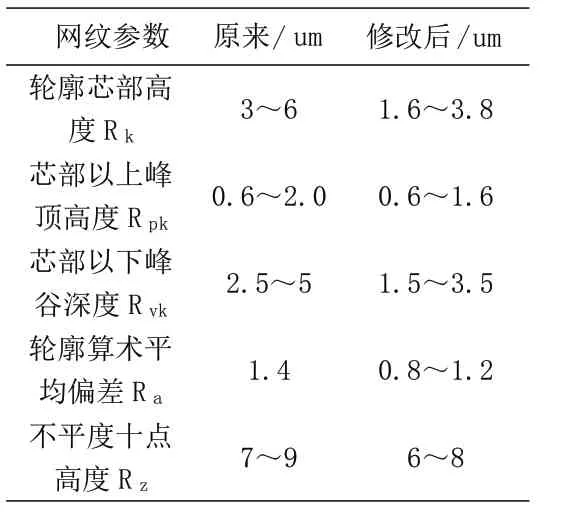
表1 缸套B 內壁網紋規格修改
(2)減小活塞油環的張力,把標稱值F 分別減小40 N 和減小70 N。
本次試驗在一臺6 缸柴油機上進行,該柴油機裝配有原缸套B 和修改的缸套B(下文分別簡稱“原缸套”和“改進缸套”),并分別搭配不同張力油環作比對試驗。
4.2 試驗過程
(1)磨合
在磨合運行約四小時后,用反光鏡照缸檢查,發現第三缸出現拉缸(擦傷粘著磨損)情況,其余各缸檢查正常。
(2)重新磨合和出廠試驗
為驗證網紋對潤滑和磨損的影響,對出現拉缸的第三缸,更換上新修復的缸套B,同時搭配張力為原標稱值F 的活塞油環。
更換后重新磨合,照缸套檢查無異常;然后按常規流程作出廠試驗;出廠試驗完成后,拆卸缸蓋、活塞檢查,情況如下:
① 各個缸套工作表面經磨合后加工痕跡消除;缸套工作表面大部分呈現光滑、潔凈和明亮,無傷損或變色(見圖5);
② 各個缸套在上止點往下附近的位置,有高約40 mm 的明顯泛黃痕跡,痕跡區域沿缸套圓周呈環形分布(見圖4);
③ 在各個活塞第一道環往上附近區域,有明顯泛黃痕跡,且存在一定燒結積碳,其中油環張力較大的第3 缸泛黃痕跡和積碳相對較少(見圖5)。
(3)調整配置后復試
出廠試驗過程中,第三缸的使用效果顯示,網紋經優化設計的缸套B 搭配原來張力較大的活塞油環使用時,運行和磨合情況正常。為進一步驗證,將其余各缸的活塞油環均更換成原標稱值F 的統一規格,同時把第一缸缸套更換成改進后的缸套B。
更換配件后重做試驗。試驗完成后拆卸第2、6 號氣缸進行檢查,缸套在上止點往下附近位置呈圓周分布的泛黃痕跡顏色變淺,其他無明顯變化。
4.3 試驗結果和分析
最終拆檢結果經質檢部門確認,氣缸套、活塞油環和活塞的磨損為正常磨合后的狀況,符合出廠要求。至此,本臺柴油機所有磨合和出廠試驗順利完成,關于缸套B 和油環的試驗項目也順利結束。
本次試驗結果分析如下:
(1)原缸套B 內表面網紋輪廓芯部高度Rk 和芯部以上峰頂高度Rpk較大,在運行過程中缸套尖峰部位將直接與活塞環接觸,其余部位才是通過油膜間接接觸(微觀圖見圖6)。當尖峰接觸部位多時油膜接觸部分必然減小,缸套和活塞環處于干摩擦的面積就大,極易造成拉缸。尤其搭配大張力油環時,拉缸的趨勢更大;
(2)缸套B 搭配小張力規格的活塞油環時能勉強使用,但會因油環刮油力不足造成缸套內壁殘留滑油較多,最終導致滑油消耗和燃燒積碳增多;
(3)改進后的缸套B 通過調整網紋輪廓芯部高度Rk 和芯部以上峰頂高度Rpk,使網紋尖峰高度降低、尖峰數量減小,從而減小甚至消除了尖峰與活塞環直接接觸的區域、增加油膜接觸的范圍;同時在精磨網紋過程中,控制降低缸套內表面粗糙度,潤滑效果得到較大提高,此時的缸套B 可適應原款大張力油環,運行中不再產生拉缸的異常磨損情況。圖7 為改進后的缸套內壁網紋微觀圖。
5 結論
通過對各種可能引起缸套異常磨損原因的排查和試驗驗證,最終找出了缸套B 發生異常磨損的原因:具有強刮油能力的大張力油環,搭配原款網紋的缸套,不能建立有效的潤滑油膜,滿足不了缸套潤滑的要求。
綜上所述,造成缸套B 拉缸的原因為缸套內壁網紋設置不合理,導致油膜分布不足、缸套潤滑不良。對此,綜合考慮潤滑油消耗以及摩擦副的磨損極限和壽命,保持油環張力不變的情況下,修改缸套B 的內表面網紋珩磨工藝為本次缸套異常磨損的最優解決方案。
