某三廂汽車電動尾門關閉影響因素研究
2019-04-11 02:53:48楊虹
汽車實用技術 2019年6期
楊 虹
(上汽大眾汽車有限公司,上海 201805)
前言
近年來中、高級車廣泛采用了電動尾門,其優點是可以通過開關直接操作控制尾門的開啟和關閉,改變了傳統的人工機械式開關尾門的操作,為消費者如提重物等操作不便時開啟尾門提供了便利。但采用電動尾門的車型在項目起步過程中經常會遇到電動尾門無法關閉的情況,由于三廂車和兩廂車尾門造型及結構不同,其電動尾門無法關閉的原因及影響因素也存在差異。三廂車采用大鉸鏈、左右非對稱彈簧等結構,其復雜程度大于兩廂車型,本文主要以三廂車某車型為例對電動尾門無法關閉的問題進行詳細分析和總結,為后續車型提供參考。
1 電動尾門結構簡介
某車型電動尾門結構主要包括:彈簧、鉸鏈、密封條、鎖模塊、緩沖塊及鎖橫梁飾板。
1)電動彈簧既有機械彈簧的作用,在尾門關閉時又起到執行關閉尾門的功能,同時當尾門開啟時還具有緩沖作用。安裝時電動彈簧僅安裝在一側,另一側為普通機械彈簧。由于兩側彈簧不同造成的受力差異,會造成后蓋彈簧安裝后尺寸左右側不對稱。
2)由于尾門鉸鏈尺寸大,尾門動態關閉過程需要保證尾門所處的平面與關閉靜止狀態位于同一個平面,因此尾門鉸鏈尺寸對尾門開啟關閉過程存在影響。
3)尾門密封條主要起密封防水作用,安裝時通過滾壓槍進行安裝。尾門密封條其彈性性能是影響電動尾門關閉的重要因素之一,主要評判標準是密封條壓縮負荷和斷面投影是否符合要求。
4)某車型尾門鎖屬于機械式結構,其定位原理通過尾門上的螺栓直接安裝定位。尾門鎖鉤和電機集成為一個總成,分為1、2兩個擋位。當尾門可以正常關閉的情況下,尾門鎖和鎖鉤鎖緊,然后尾門鎖鉤電機工作,將尾門鎖拉至尾門鎖鉤2擋,尾門處于最終關閉狀態。當尾門無法正常關閉時,尾門會下降至鎖和鎖鉤接觸的臨界位置即會出現回彈現象。
5)緩沖塊的作用主要是為了避免路試過程中尾門異響問題,尾門關閉時當尾門鎖與尾門鎖鉤接觸臨界位置時緩沖塊并不起作用,不會對尾門無法關閉問題產生影響。但通常為了避免異響,安裝過程對緩沖塊位置有插拔力要求,根據以往項目經驗力控制范圍為20-40N。
6)鎖橫梁飾板通常是安裝在車身后圍板上,新車型通常做成易拆卸的形式,便于鎖鉤的返工調整,其對于尾門關閉的影響在于,鎖橫梁飾板的安裝通常是在總裝最后工段,但尾門調整通常是在前面工段完成,為此需要制作鎖橫梁飾板模擬塊如下圖所示,保證尾門調整匹配。
圖1 尾門鎖橫梁飾板模擬塊
2 電動尾門受力分析
對于整車機械結構而言,影響電動尾門關閉的主要原因是關閉過程中受到較大阻力,觸發電器系統的防夾功能,從而使得電動尾門無法關閉。電動尾門的動力包括尾門重力、電動彈簧的關閉動力,對于電動尾門所受阻力主要有機械/電動彈簧阻力、尾門密封條阻力、尾門鎖鉤撞擊阻力。
在尾門關閉過程中,尾門重力為恒定值,隨著尾門的關閉,彈簧阻力逐漸增大,在尾門未接觸到密封條前,為克服不斷增大的彈簧阻力,電動彈簧的關閉動力不斷增大。當尾門與密封條接觸時尾門密封條被壓縮,尾門關閉阻力顯著增加,因此為克服增加的阻力,電動彈簧的關閉動力也顯著增大。電動彈簧關閉動力及阻力的變化過程如圖2所示,狀態A為尾門與密封條接觸時,狀態B為尾門鎖卡入鎖鉤,之后鎖鉤電機進入工作狀態,將尾門拉至最終關閉狀態。

圖2 尾門關閉動力及阻力變化過程
如果后蓋在關閉時阻力過大,在狀態B時尾門鎖未卡入鎖鉤,關閉阻力瞬間增大超過電動彈簧關閉動力,電動尾門會產生無法關閉的情況[1]。
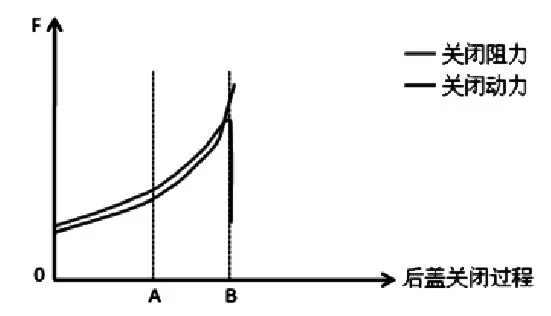
圖3 尾門鎖未卡入鎖鉤時力的變化過程
3 影響因素分析及措施
對于尾門即將關閉時關閉阻力的測量,現場通常是使用測力計對電動尾門的靜態壓入力進行測量。所謂靜態壓入力是指總裝零件對尾門的關閉阻力,即反作用力。也可以理解為整個尾門關閉系統在運行的最后階段,尾門鎖卡入鎖釘鉤瞬間的最大壓力值,其檢測方法如下圖。靜態壓入力的參考值通常由開發部門定義,同時有一版電動彈簧關閉動力參數與其對應。當靜態壓入力超過該版參數對應的電動彈簧關閉動力時,電動尾門將會無法關閉;相反靜態壓入力低于該關閉動力時,電動尾門可以正常關閉。

圖4 靜態壓入力測量方式
采用魚骨圖法對影響尾門關閉的因素從人、機、料、法、環五個方面進行分析,然后逐次尋找造成電動尾門無法關閉的主要原因。

圖5 魚骨圖方法分析問題
3.1 工人操作
經檢查工人操作和尺寸檢測方法均按照操作指導進行。
3.2 工裝夾具
經檢查車身及后蓋的安裝夾具能夠保證車身及后蓋的尺寸及安裝。
鎖鉤與鎖的 Y向對中度同樣對電動尾門關閉有很大影響,原因是傳統非電動尾門為保證尾門外匹配有時需要借助鎖鉤進行尾門與側圍Y向縫隙調整,但對于電動尾門而言,如果通過借助鎖鉤調整尾門極易出現尾門鎖被劃傷的情況,同時電動尾門在關閉時受到鎖鉤的額外阻力將會出現電動尾門無法關閉的情況,如下圖所示。
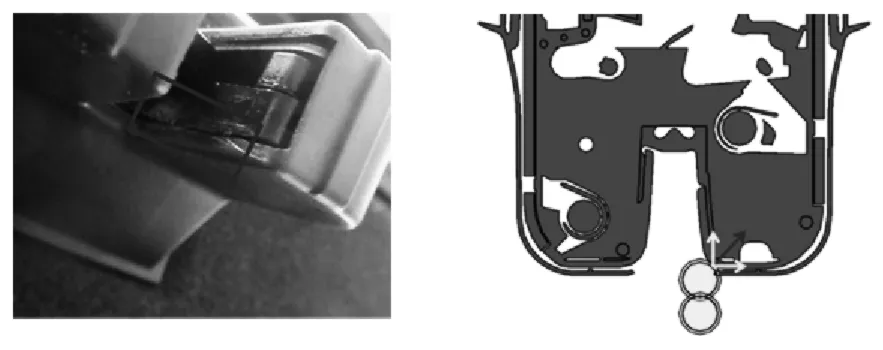
圖6 尾門鎖與鎖鉤不對中時受力分析
因此尾門鎖鉤的Y向居中程度是影響尾門關閉的主要因素之一,需要采用工裝夾具來保證。
3.3 零件問題
對于匹配類問題需要逐一檢查零件的尺寸和對問題的影響[2]以及零件在安裝過程中是否狀態發生變化,如變形等[3]。通常來說,除尾門鎖鉤Y向外,影響電動尾門關閉的主要影響因素還有密封間隙和電動尾門控制器參數(即電動彈簧關閉動力)。
(1)密封間隙對電動尾門各參數,如薄膜拔出力、靜態壓入力、漏水、路試異響、尾門關閉的影響如下表所示。

表1 ZP5 密封間隙對電動尾門影響情況
從表中可以看出,密封間隙對開啟異響、漏水、路試異響等均有影響,因此不能簡單通過調整密封間隙來解決尾門關閉的問題,而是要將密封間隙控制在合理的范圍內。經檢查該車型密封間隙在1.5mm的公差范圍內。

圖7 尾門密封條安裝結構
(2)電動尾門控制器參數對電動尾門關閉情況的影響同時可以通過下表得出,使用第1版控制器參數時,電動尾門可以正常關閉,使用第2版控制器參數時出現了電動尾門無法關閉的情況,原因是第1版控制器參數對應的電動彈簧的關閉動力大于第2版,因此可以克服更大的尾門關閉阻力,由于控制器參數的切換造成尾門大批量出現關不上,證實尾門控制器參數是造成尾門關閉問題的主要因素之一。

表2 電動尾門控制器參數對電動尾門影響情況
(3)對于由零件帶來的關閉阻力,可以通過拆除零件的方法逐一測得每個零件的阻力。經過試驗,測得拆除尾門密封條后靜態壓入力下降30~70N,拆除機械彈簧和電動彈簧后靜態壓入力下降70~80N,拆除鎖橫梁飾板蓋板后靜態壓入力降低9N(高配)和5N(低配),拆除尾門鎖罩蓋后靜態壓入力幾乎不變。所以單個零件對尾門關閉系統的阻力值如表3。

表3 各零件關閉阻力測量結果
通過大量的數據采集及對外購零件的性能檢測,我們發現鎖橫梁蓋板和機械彈簧的阻力值相對穩定,并且技術參數都能達到圖紙要求。而后蓋密封條在后蓋關閉時對后蓋的阻力波動范圍很大,那么降低密封條帶來的阻力是比較可行也容易實現,并且在短時間內可以體現效果的手段。
通常我們通過投影的方法檢查密封條的截面輪廓是否符合圖紙要求,這是因為在后蓋關閉時對密封條的擠壓會使密封條壓縮變形,而如果截面輪廓偏差,會導致密封條受壓時變形方向改變,從而導致密封效果不佳及反彈阻力變化。我們挑選了兩根生產批次分別為 a=10mm F=20N/200mm與a=10mm F=26N/200mm(a為密封條壓縮量)的密封條,在同一臺車上進行測試,實際結果顯示在實車上的靜態壓入力值有30N的改變,證實尾門密封條壓縮負荷是尾門關不上的主要因素之一。
3.4 安裝方法
從車身至總裝的零件安裝逐一進行排查,確認零件的安裝都有安裝指導,但是車身預調并未提及尾門的預調。
尾門預調量是指總裝零件安裝后,尾門與車身的外匹配狀態會發生變化,為保證尾門與車身外匹配處于良好的狀態,一種方式可以在設計時考慮到尾門的變形[4],同時在車身調整時對尾門進行相應的反向調整,使安裝完總裝零件后尾門與車身外匹配處于良好狀態,車身調整型對尾門所做的調整預留量即為尾門預調量。該車型電動尾門一側安裝的是電動彈簧,而另一側為機械彈簧,兩個彈簧具有非對稱性,在尾門預調時尾門拳頭位置與側圍X向平整度也需考慮根據實際情況為非對稱的。同時考慮到尾門和車身左右形狀均為相同的,而左右側拳頭位置X向平整度預調量是不同的,因此在做車身預調量時需考慮左右側縫隙同時存在非對稱性,車身預調也是影響尾門正常關閉的因素之一,車身預調量試驗通常需要在試制樣車進行試驗給出初步的預調量參考值,由于零件質量及車身尺寸的改善,在項目起步生產階段隨著項目車數量的增加可以根據此值進行優化改進,進而對車身尾門安裝預調進行指導。
3.5 環境因素
經排查,零件安裝時前后順序及工位并未對關閉力產生影響。
4 措施
經過分析檢查,引起電動尾門關閉問題的主要因素為尾門密封條壓縮負荷、電動尾門控制器參數及尾門鎖鉤Y向對中,其次尾門預調量也存在一定的影響。因此制定措施如下:
(1)換用壓縮負荷在下公差a=10mm F=20N/200mm(a為密封條壓縮量)的密封條,將批次車輛靜態壓力值整體下調(需要注意的是,密封條對尾門漏水及異響等關鍵屬性起到重要所用,因此密封條必須通過試裝驗證不會產生其他問題后才可以批量更換[5])。
(2)經尾門控制器參數調整,將關閉動力值調整提高20N,尾門正常關閉的比例從50%提升至80%以上。
(3)為保證尾門鎖與鎖鉤的 Y向對中,某車型設計了一款能將尾門鎖鉤與尾門鎖進行居中的工裝,如圖8所示。
該工裝的其主要目的是鎖鉤可以根據尾門鎖的位置來定位,避免出現鎖鉤與鎖不居中的情況,前提條件是除鎖鉤外總裝零件裝配后,尾門與車身的縫隙、平整度匹配完全靠零件尺寸、車身尺寸、尾門調整保證,不允許通過借助鎖鉤對尾門進行縫隙調整。工裝上有兩根拉繩,拉其中一根拉繩時,鎖在工裝上Y/Z向將處于自由狀態,其Y/Z向位置完全由尾門鎖決定,拉另外一根拉繩將鎖鉤鎖止在工裝上;最后開啟尾門將鎖鉤打緊在車身上。這樣鎖鉤的Y/Z向完全根據尾門的外匹配情況決定鎖鉤的位置,將汽車尾門鎖鉤安裝調整的尺寸鏈縮短[6],同時能保證鎖鉤和尾門鎖的Y向對中,避免尾門關閉時尾門鎖與鎖鉤不對中,產生碰撞帶來的電動尾門無法關閉的情況。
(4)由于左右側電彈簧和機械彈簧的差異帶來的左右側受力不對稱的情況,最終確認在車身預調時尾門左右側預調X向存在0.5mm差異,并將建議預調量寫入操作指導中。
5 結論
綜上所述,針對電動尾門無法關閉的情況,需要首先對下線車子進行電動尾門關閉測試,以同一臺車子為例,連續關閉5次,如果出現1次尾門無法關閉的情況則為不合格。然后對該車進行靜態壓入力檢測,建議測量3次取其平均值,如果出現靜態壓入力低于規定參考值,需要邀請開發一起進行問題分析,排查電動尾門控制器參數是否發生變化,是否出現電流異常等電器功能障礙導致電動尾門無法關閉;而對于靜態壓入力大于參考值出現的電動尾門無法關閉的情況,根據魚骨圖對各影響因素進行排查,其中對密封間隙、尾門鎖鉤Y向對中度進行重點排查,原因是兩者對靜態壓入力有較大影響,其中一個因素波動都會引起電動尾門無法關閉。
對于電動尾門的工作原理可以歸納為,當電動尾門關閉時,從尾門接觸密封條到尾門鎖卡入尾門鎖鉤一擋位置時,如果尾門關閉阻力很大,超過了電動彈簧的關閉動力則會導致尾門出現回彈,通過調整尾門關閉阻力或提高電動彈簧關閉動力,當關閉阻力小于電動彈簧的關閉動力時,即可避免尾門回彈現象的產生。
