工藝參數對鋁合金微槽道擠壓成形的影響
2019-04-17 02:54:58陳澤中李文傳
有色金屬材料與工程 2019年1期
陳澤中, 李文傳, 李 響, 李 鑫
(上海理工大學 材料科學與工程學院,上海 200093)
隨著半導體的不斷發展,電子元件得到了越來越廣泛的應用。而隨著電子元件體型越做越小,其中能耗增大和散熱困難已成為核心問題[1]。有研究表明,一些軍事用途的電子器件,每平方厘米每秒產生1 kJ的熱量,甚至更高[2]。Mithal[3]研究發現,電子元件的溫度在超出規定工作溫度10~20 ℃時,電子元件的故障率會急速上升。為了能及時散熱,很多人采用肋片、微型風扇等空氣冷卻方式,但散熱效率很低,無法滿足發熱量很高的電子元件的散熱需求。在此背景下,用微槽道制成的散熱器因其具有高表體比以及良好的散熱效率,在對散熱量要求大和空間要求苛刻的場合得到了廣泛的應用[4]。此類微槽道尺寸很小,只有幾十至幾百微米,目前這種微型零件的制造方法有:超精密機械加工、微細加工、微放電加工以及連續擠壓加工等。但是這些加工方法由于存在著成本高、選材苛刻、生產效率低等缺點,難以廣泛應用。而微成形技術具有生產效率高、成形精度高、成形成本低、成形性能好等優點,已經有越來越多的研究者將其應用于微槽道的制造之中[5-6]。方文利等[7]研究發現微槽道的結構尺寸較小,在微成形過程中存在尺寸效應。Xu等[8]在研究晶粒尺寸和試樣尺寸對高純鋁微成形的影響時發現,隨著試樣尺寸的增大以及晶粒尺寸的減小,材料的流動應力呈降低趨勢。由于微槽道要求成形后具有較低的殘余應力,如果采用平時工業上常用的冷擠壓,所需成形力大,成形較為困難。而如果采用等溫成形的方式,所得零件幾乎無殘余應力,微觀組織均勻,表面質量好,成形精度高,而且還有利于延長模具壽命[9-10]。廖國防等[11]在研究航空接頭鍛件等溫鍛壓成形工藝時發現,與常規鍛造相比,等溫鍛造工藝大幅度降低了鍛件的變形抗力,提高了鍛件的流動性和成形性能,從而有效提高了鍛件變形的均勻性,減少了應力集中,獲得了晶粒細小、力學性能優良的成形件。
本文以某款筆記本電腦冷卻系統中的微槽道為研究對象,首先對1050鋁合金拉伸試樣進行退火處理,測得1050鋁合金試樣在不同溫度下的真實應力-應變曲線。將鋁合金矩形微槽道三維模型導入Deform-3D軟件中進行仿真模擬分析,研究摩擦因數、擠壓速度以及槽道寬高比這些關鍵工藝參數對微槽道等溫擠壓成形的影響,為鋁合金矩形微槽道擠壓工藝和模具優化設計提供了理論參考。
1 真實應力-應變曲線
采用導熱性、可加工性以及耐腐蝕性優異的1050鋁合金進行高溫拉伸試驗,其化學成分如表1所示,根據GB/T 228.2—2015金屬材料高溫拉伸試驗標準設計拉伸試樣,并使用線切割機切出6個拉伸試樣以備試驗所需。為獲得比較細小的等軸晶粒,同時避免拉伸過程中出現的變形不均勻,在做高溫拉伸試驗前先對拉伸試樣進行熱處理:將試樣在箱式電阻爐中加熱到390 ℃,保溫1 h,隨爐冷卻至室溫。隨后使用Zwick100 kN高溫材料試驗機進行等溫拉伸試驗,應變速率為0.01 s-1,溫度分別為450,400和350 ℃,所得材料真實應力-應變曲線如圖1所示。
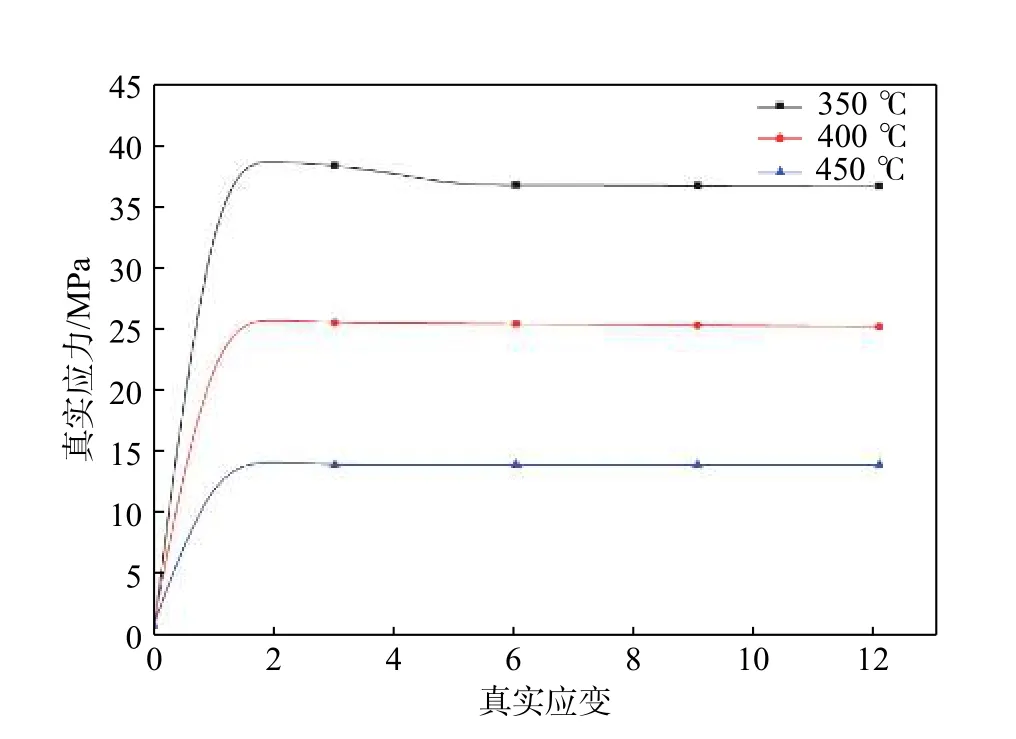
圖1 1050鋁合金不同溫度下的真實應力-應變曲線Fig.1 True stress-strain curves of 1050 aluminium alloy at different temperatures
2 微擠壓模型
本文研究的矩形微槽道涉及到的基本尺寸參數如下:槽寬0.4 mm,槽高0.4 mm,槽道總長8.0 mm,筋寬0.4 mm,槽道數14。使用UG NX10.0軟件建立微槽道的三維模型,如圖2(a)所示。將拉伸試驗獲得的1050鋁合金流動真應力-應變曲線以及材料基本參數輸入到Deform-3D軟件的材料特性中,建立本構模型[12]。1050鋁合金微槽道擠壓成形模擬的有限元模型如圖2(b)所示。在擠壓成形模擬中,不考慮模具的變形,模具材料屬性設為剛體,成形溫度設為450 ℃。
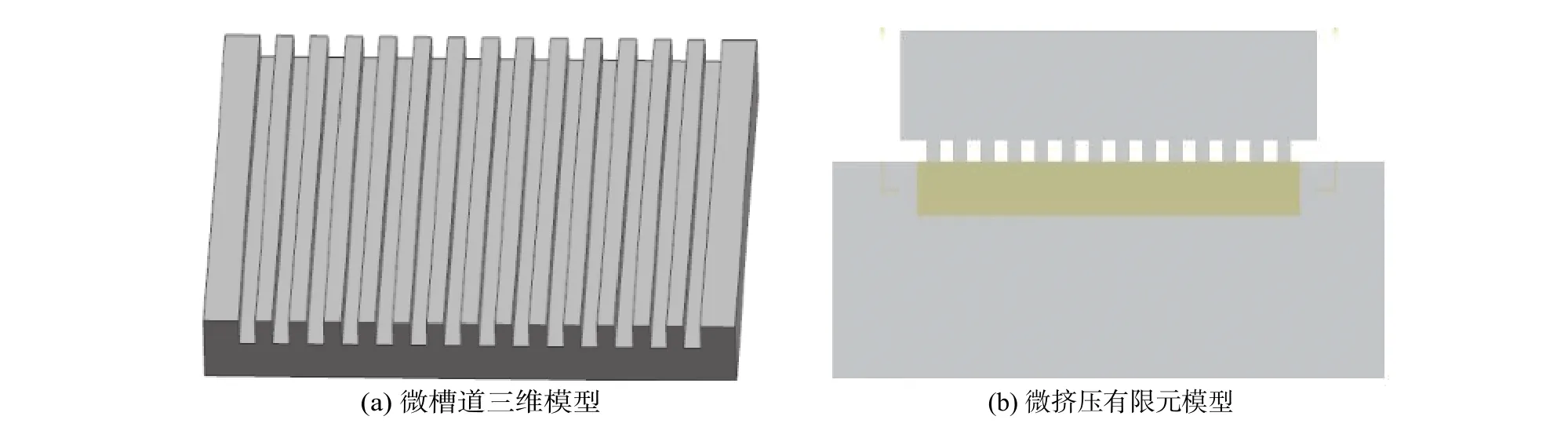
圖2 1050鋁合金零件三維模型以及等溫微擠壓有限元模型Fig.2 3D-model of 1050 aluminium alloy part and finite element model of isothermal micro-extrusion
3 模擬結果分析
3.1 擠壓速度對擠壓成形的影響
圖3為矩形微槽道在不同擠壓速度下的等效應力和應變云圖。從圖3(a)中可以看出,當擠壓速度為0.01 mm/s時,矩形微槽道的等效應變大部分區域達到了2.25左右,最大值為6.74,矩形微槽道變形充分且較均勻。從圖3(b)中可以看出,當擠壓速度增加至0.1 mm/s時,矩形槽道的等效應變大部分區域達到了4.39左右,最大值為13.2。在矩形槽道的邊緣及板筋處,等效應變達到了8.78以上。由此可見隨著擠壓速度的增大,等效應變變大,變形的不均勻性增加。從圖3(c)中可以看出,當擠壓速度為0.1 mm/s時,等效應力大部分區域為13.0 MPa左右,最大等效應力為28.0 MPa。從圖3(d)中可以看出,當擠壓速度為0.1 mm/s時,等效應力大部分集中在30 MPa左右,板筋和邊緣處等效應力達到了40.5 MPa以上,最大等效應力高達60.7 MPa。可見隨著擠壓速度的增大,等效應力顯著增加,應力集中更為明顯,成形質量下降。究其原因,主要是由于當擠壓速度增大時,材料沒有足夠的時間進行動態回復,材料變形抗力增大,應變增大,成形不均勻性增加。
3.2 摩擦因數對擠壓成形的影響
圖4為在450 ℃,擠壓速度為0.01 mm/s,不同摩擦因數下等效應變和等效應力云圖。從圖4(a)中可以看出,當摩擦因數為0.1時,大部分區域等效應變在 1.56~3.12,最大應變為 4.68。從圖 4(b)中可以看出,當摩擦因數增大到0.2時,大部分區域等效應變在3.31~6.63,最大等效應變達到了9.94,是摩擦因數為0.1時的兩倍多。可見隨著摩擦因數的增大,等效應變顯著增大,變形的不均性增加。從圖4(c)中可以看出,當摩擦因數為0.1時,大部分區域的等效應力為9.0 MPa左右,最大等效應力為27.1 MPa。從圖4(d)中可以看出,當摩擦因數為0.2時,大部分區域的等效應力為13.0 MPa左右,最大等效應力為39.1 MPa。隨著摩擦因數的增大,等效應力增大,成形質量下降。
上述模擬試驗結果表明,隨著摩擦因數的增大,材料成形時的等效應變和等效應力都有所增大。因此在對1050鋁合金微槽道進行微擠壓時,要使用適當的潤滑劑以降低凸凹模與坯料之間的摩擦力,從而得到表面精度比較高的零件,還可以延長模具的使用壽命。
3.3 槽道寬高比對擠壓成形的影響
有研究表明,微槽道的寬高比越大,換熱性能越好[13],但關于不同寬高比對微擠壓成形影響的研究并不多。本文在不考慮體積影響的情況下,設計了3組不同寬高比的矩形微槽道擠壓試驗見表2,模擬結果見圖5。隨著寬高比的增大,等效應力和等效應變整體呈現增大的趨勢。當寬高比為4時,板筋處出現了比較明顯的應力集中顯現,致使所得零件出現了開裂現象。因此在進行1050鋁合金矩形微槽道微擠壓成形時應選取適當的寬高比。
3.4 最優參數組合模擬試驗驗證
根據之前的模擬結果及分析,選取以下參數組合:擠壓速度為0.01 mm/s,摩擦因數為0.1,寬高比為1(寬和高均為0.4 mm),進行1050鋁合金微槽道擠壓成形模擬試驗,模擬結果如圖6所示。大部分區域等效應變為0.283,最大的等效應變為0.848,大部分等效應力為6.82 MPa,整個槽道的平均填充率達到了98%以上,擠壓力也很小(最大330 N)。相比之前的幾組模擬試驗,本次微擠壓成形過程中材料變形的均勻性顯著增加,成形過程更加穩定,零件成形質量顯著提高。
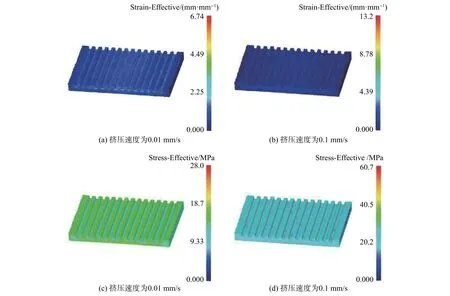
圖3 矩形微槽道在不同擠壓速度下的等效應力和等效應變云圖Fig.3 Equivalent stress and strain cloud pictures of rectangular microchannels at different extrusion speeds
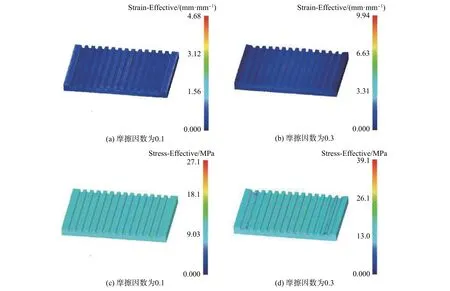
圖4 在450 ℃,擠壓速度為0.01 mm/s時,不同摩擦因數下等效應力和等效應變云圖Fig.4 Equivalent stress and strain cloud pictures obtained at 450 °C, extrusion speed of 0.01 mm/s and different friction coefficients
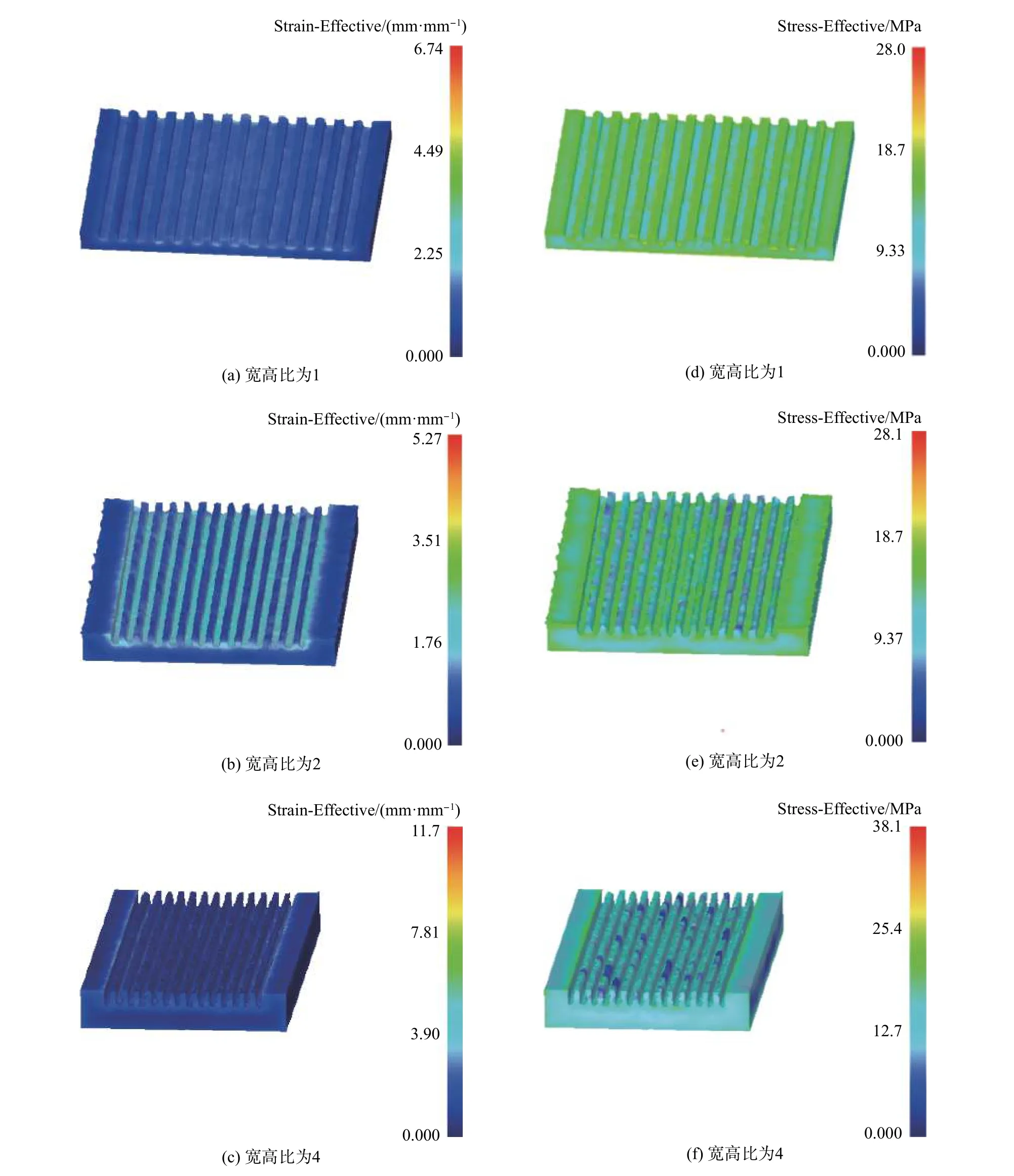
圖5 不同寬高比下等效應力和等效應變云圖Fig.5 Equivalent stress and strain cloud pictures at different width-height ratios
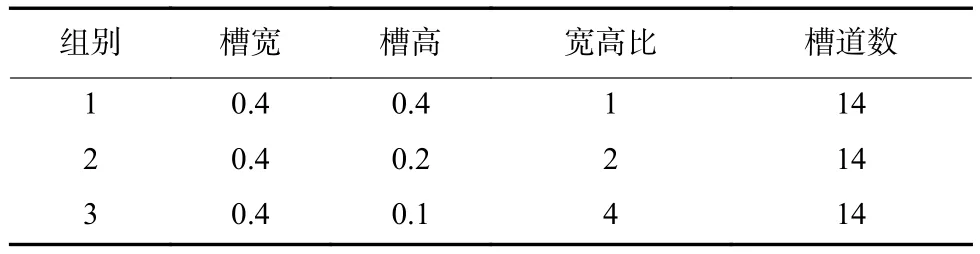
表2 3組不同槽道寬高比數據Tab.2 Three groups of different width-height ratios
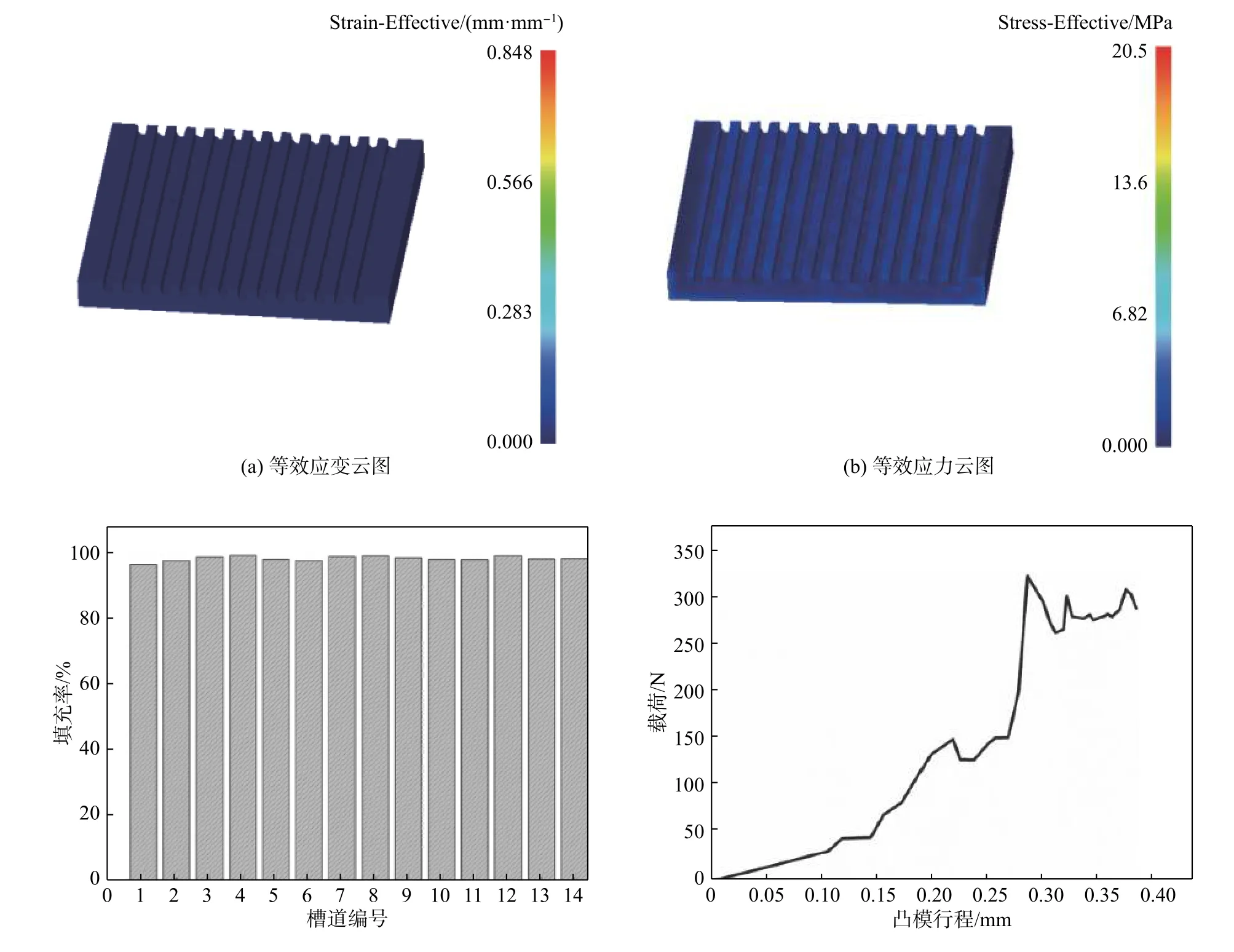
圖6 最優參數下等效應力和應變云圖、槽道填充率以及凸模行程-載荷圖Fig.6 Equivalent stress and strain cloud picture, channel filling rate and punch travel-load diagram
4 結 論
(1)隨著擠壓速度的增大,等效應變增大,等效應力顯著增大,應力集中現象明顯,成形質量下降。隨著摩擦因數的增大,等效應力增大,等效應變顯著增大。而隨著槽道寬高比的增大,等效應變和等效應力都呈現增大的趨勢,同時板筋處出現了比較明顯的應力集中顯現,所得零件表面精度降低。
(2)根據模擬結果分析選取了最優參數組合(擠壓速度為0.01 mm/s,摩擦因數為0.1,寬高比為1)進行1050鋁合金微槽道擠壓模擬試驗,模擬結果如下:材料的等效應變和等效應力都明顯小于之前的模擬結果,材料的流動均勻性更好,同時矩形微槽道的填充率達到了98%以上,零件表面精度提高。
猜你喜歡
核科學與工程(2021年4期)2022-01-12 06:30:26
今日農業(2020年19期)2020-12-14 14:16:52
小學生必讀(中年級版)(2020年9期)2020-12-04 02:07:22
中華詩詞(2020年1期)2020-09-21 09:24:52
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
中學物理·高中(2016年12期)2017-04-22 11:53:03
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
小櫻桃·童年閱讀(2014年11期)2014-12-01 22:21:30