選煤廠煤泥水處理系統藥劑箱結構及控制系統軟硬件設計
2019-05-07 11:04:44張克彬
山東煤炭科技 2019年4期
關鍵詞:設計
張克彬
(陽泉煤業集團新景礦洗煤廠,山西 陽泉 045000)
選煤廠處理煤泥水不僅可以提高選煤廠經濟效益,還有利于減少對環境的污染[1]。煤泥水含有較多的煤泥顆粒、重金屬元素及其他藥劑,若直接排放,必然造成水資源、土壤污染。煤泥水處理需要藥劑箱和控制系統來實現,選煤廠的處理能力與效果受處理工藝影響,設計煤泥水系統藥劑箱和自動控制系統的軟硬件結構,來實現選煤廠處理煤泥水的先進工藝[2],對選煤廠處理煤泥水具有重要意義。
1 處理煤泥水藥劑添加系統
壓縮和壓濾過程是煤泥水處理系統關鍵流程。主洗車間處理的煤泥水排入濃縮池,在入料管添加白藥絮凝劑對煤泥水進行首次處理,處理后的液體被送入洗選,而濃縮池中剩余的煤泥水被輸送到壓濾車間,在壓濾車間黃藥助濾劑和煤泥水進行混合,隨后被壓濾機壓濾成餅。
煤泥水被濃縮需要凝聚劑與絮凝劑兩種藥劑[3]助力,在處理煤泥水過程通過藥劑添加既能保障煤泥水處理效果,提高循環水質量,還有效減輕工人勞動強度,整個系統穩定可靠。藥劑添加系統的相關設施如圖1所示。

圖1 藥劑添加系統設備
2 藥劑箱結構設計
2.1 藥劑箱尺寸設計
藥劑添加系統供藥能力大小受藥劑箱尺寸影響,處理能力受藥劑箱體積決定。收集選煤廠采購的PAC藥劑和經處理后達標循環水,分別作為溶液溶質和溶劑。在大燒杯中倒入量取的1000mL循環水,設置十組試驗觀察不同質量溶質溶解效果。在每個燒杯加入不同質量PAC固體顆粒,立即不停攪拌10min后,隨即觀察溶解效果,詳見表1。
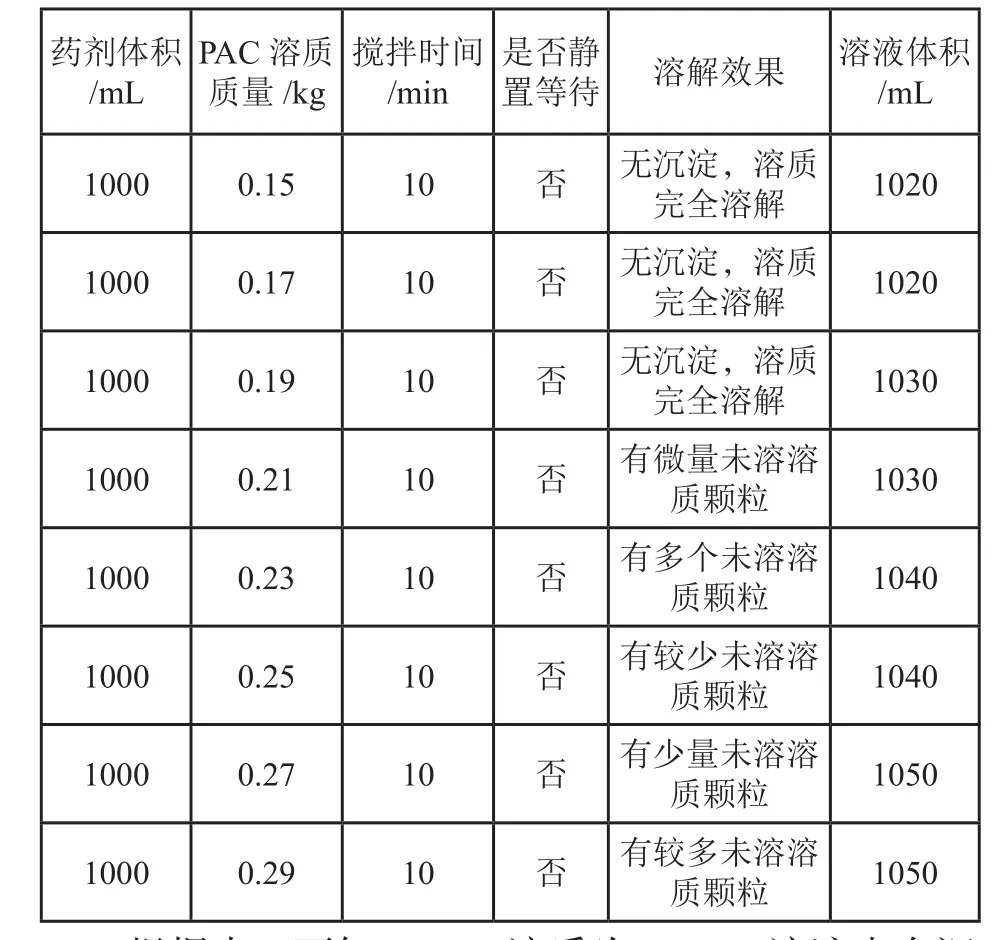
表1 不同質量PAC在溶劑中溶解效果
根據表1可知,PAC溶質為0.19kg溶液未有沉淀,而溶質為0.21kg時有沉淀生成,故可認為0.2kg為一個分界點,視為在0.2kg以下時溶質完全溶解。考慮到攪拌機發熱、壽命等問題,在使用過程不可能一直處于攪拌,因此雖然確定了PAC溶質溶解度,還需要清楚了解攪拌機停止攪拌多長時間后會有沉淀。PAC溶質質量為0.2kg,除靜置時間不同外,其余均控制相同條件下進行試驗,分別觀察這五組沉淀情況,溶解結果見表2。
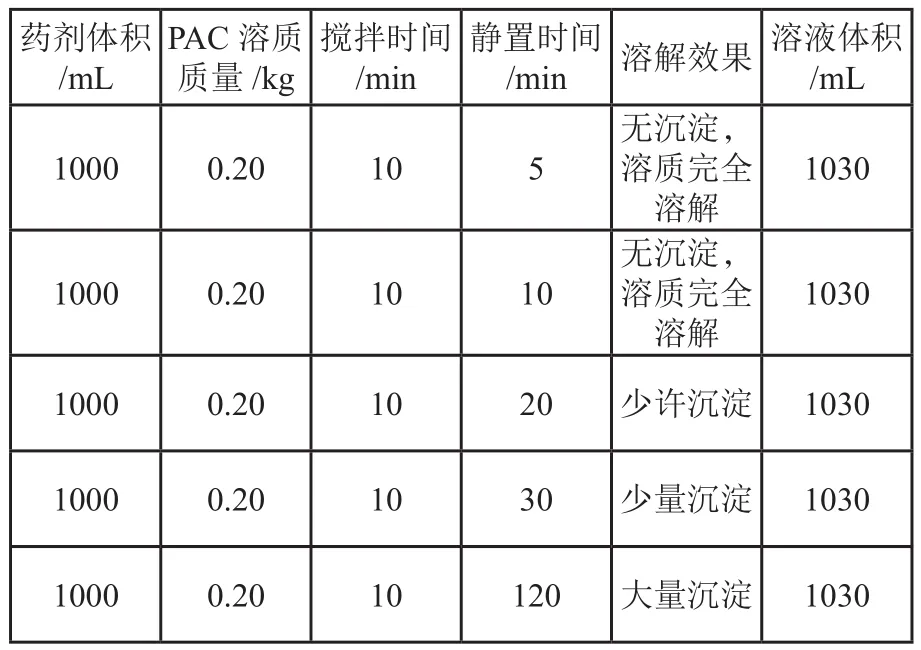
表2 不同靜置時間溶質在溶劑中溶解效果
從表2得出10min以內溶液未生成沉淀,在20min有少許沉淀,在30min沉淀比20min略多,并隨著時間延長沉淀越多。選煤廠每班平均PAC藥劑消耗約為2t,根據實際情況,此次計算藥劑濃度取155g/L。還要考慮到藥液膨脹效果,75袋藥劑完成配制后,體積大約為13.5m3,那么藥劑添加箱體積必須大于13.5m3。設計需給壓濾車間與主洗車間作業空間,壓濾車間藥劑添加箱設計體積為17.7m3,主洗車間藥劑添加箱體積設計為18m3。
2.2 藥劑箱結構選型設計
設計的藥劑箱不僅具有溶解藥劑的功能,而且還具有存儲的功能。藥劑箱結構主要包括攪拌器、加水閥、管道泵、液位變送器、浮球閥。
根據主洗車間、壓濾車間不同藥箱尺寸,分別設計不同功率、尺寸的攪拌器。加水閥型號采用D941X型,其為電動蝶閥,相應電壓220V,兩路進水。管道泵型號選擇ISWH型,其為臥式化工泵。液位變送器選用CYB-36SB型,其為法蘭式壓力變送器,能夠實現實時采集藥劑箱中液體位置。選擇UQK-01型的浮球閥能夠實現快速關閉。
3 控制系統軟硬件設計
3.1 藥劑控制系統硬件組成
選煤廠處理煤泥水自動添加藥劑的整個系統中,PLC是核心控制主件,能夠采樣、執行、輸出,控制的基礎全靠PLC實現。PLC主要依據IO點、信號、編程三大特性,作為控制器。設計的控制器PLC選擇Micro850 2080-LC50-48QWB型,PLC控制器結構如圖2,數字代表各個接出線口,PLC控制器內嵌組塊型號、參數詳見表3。
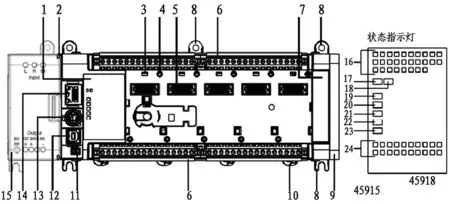
圖2 PLC控制器
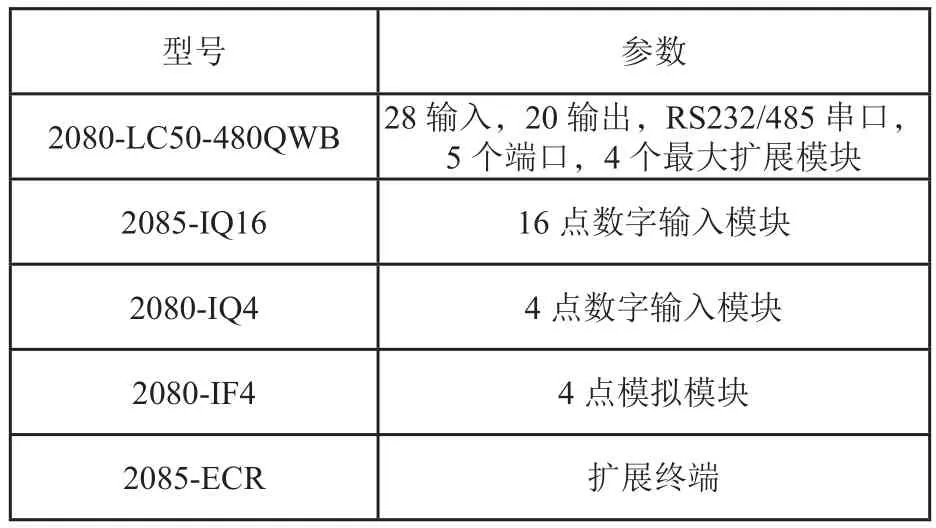
表3 PLC控制器參數
3.2 藥劑控制機系統軟件組成
在處理煤泥水過程中,為實現藥劑自動控制,需要軟件和硬件相互協作。設計中PLC編程環境運用CCW,MCGS軟件編程構成下位機觸摸屏組態,Factory Talk View 9.0組態軟件是上位機的組態實現的載體,設計時還考慮了調用和存儲數據情況,運行時調用與存儲的數據庫采用SQLServer 2008操作系統。那么CCW編程、MCGSE昆侖通態、FTView上位機及SQLServer 2008界面就組成了整個煤泥水處理過程藥劑自動添加過程的控制軟件。
3.3 自主添加藥劑控制系統
工控機、PLC控制器、傳感器、執行機構共同構成處理煤泥水藥劑自動控制系統。攪拌器在未達到設定的液位最低值時,處于關閉狀態,只有液體在設定液位時,攪拌器自動開啟,雖然溶質和水同時進行添加,但因為量不同,溶質添加先行完成,繼續添加水,當整個液體液位達到設定的位置后,加水系統檢測到預設狀態,閥門自動停止加水,這個過程控制溶質添加的質量根據公式(1)計算而得[4]。

式中:
m-藥劑添加質量,kg;
L-溶液在藥劑箱的最大位置,m;
l-溶液在藥劑箱的當前位置,m;
S-藥劑箱底面面積,m2;
c藥-溶液濃度,g/L。
藥劑被添加時,傳感器收集的數據需要PLC優化計算,藥劑添加在主洗車間是一個連續的動態過程,變頻泵輸出藥劑量的泵頻率;藥劑添加在壓濾車間則是一個間斷性的過程,工頻大流量泵輸出加藥時間,就需要以下公式轉換。

式中:
P頻-泵運行頻率,Hz;
C入-入料煤泥水濃度,g/L;
Q入-入料流量,m3/h;
b1-凝聚劑添加量,kg/t;
c藥-藥液濃度,g/L;
Q藥-泵額定流量,m3/h。

式中:
b2-絮凝劑添加量,kg/t。

式中:
t泵-泵運轉加藥時間,s;
C煤-壓濾車間入料煤泥水濃度,g/L;
Q煤-壓濾車間入料流量,m3/h;
b3-助濾劑添加量,kg/t;
t1-入料時間,s。
4 添加藥劑處理煤泥水效果分析
采用先進數據采集傳感器和藥劑箱,利用matlab軟件就處理煤泥水參數來預測藥劑量及自動控制程度。為了分析和評估添加藥劑后煤泥水處理效果,把PAC藥劑添加前與添加后的煤泥水溢流水濁度進行對比。圖3為藥劑添加之前的溢流水濁度,圖4為PAC藥劑添加后溢流水濁度。
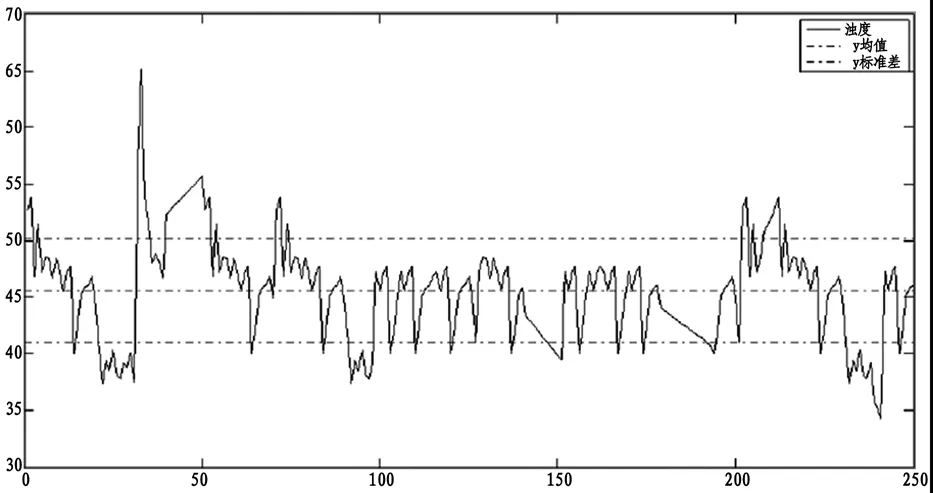
圖3 PAC藥劑添加前溢流水濁度
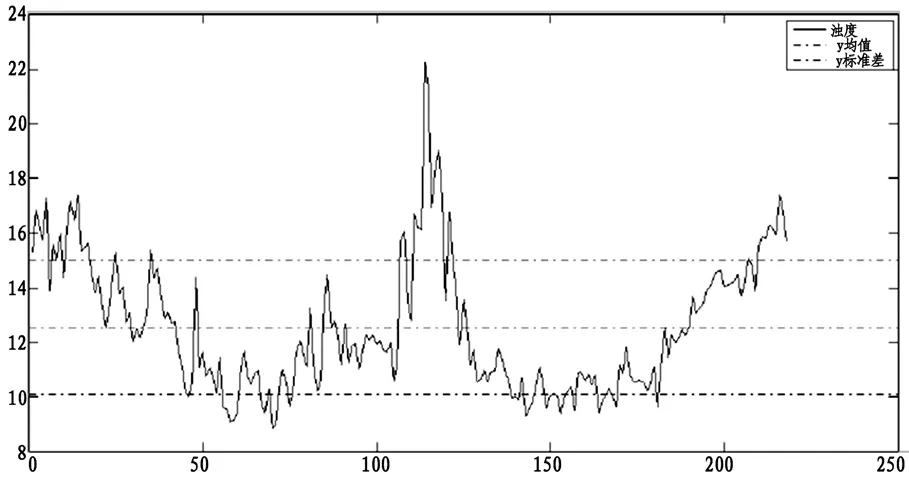
圖4 PAC藥劑添加后溢流水濁度
未添加PAC藥劑時,從圖3計算出處理煤泥水后的平均溢流水濁度約為45NTU;在處理煤泥水時添加PAC藥劑后,從圖4計算出處理煤泥水后的平均溢流水濁度約為12NTU。模擬說明添加了PAC藥劑能夠有效增高濃縮池溢流水清澈度,從而可以判定PAC藥劑、藥劑箱、控制系統在濃縮過程中意義重大。
5 結 論
針對選煤廠處理煤泥水污染環境、水資源浪費和工藝困難等情況,對煤泥水處理環節的藥劑箱結構和自動添加藥劑控制系統進行軟硬件設計,得出以下結論:
(1)根據PAC在溶劑中溶解效果,分別對壓濾車間和主洗車間藥劑添加箱設計了體積尺寸。并對藥劑箱的攪拌器、加水閥、管道泵、液位變送器、浮球閥等組件進行了選型、配套。
(2)控制系統軟件采用CCW編程、MCGSE昆侖通態、FTView上位機及 SQLServer 2008等組態,工控機、PLC 控制器、傳感器、執行機構共同構成藥劑處理煤泥水控制系統。
(3)PAC藥劑添加后溢流水濁度明顯比未添加效果好,煤泥水處理過程在藥劑箱和自動添加控制下,不僅提高了資源回收率,還節約了水資源,有利于生態環境。
猜你喜歡
河北畫報(2020年8期)2020-10-27 02:54:06
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
電子制作(2019年19期)2019-11-23 08:41:36
電子制作(2019年15期)2019-08-27 01:11:50
電子制作(2019年7期)2019-04-25 13:18:16
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
商周刊(2017年26期)2017-04-25 08:13:04