航天先進輕合金材料及成形技術研究綜述
2019-05-08 06:36:06李中權李寶輝王先飛
上海航天 2019年2期
李中權,肖 旅,李寶輝,王先飛
(1. 上海航天精密機械研究所,上海 201600; 2. 上海金屬材料近凈成形工程技術研究中心,上海 201600)
0 引言
隨著我國航天事業的飛速發展,輕量化已成為航天制造業的主流。作為航天制造領域的基礎技術,輕合金材料及其成形的應用將越來越廣泛。國內外對高性能Al,Mg,Ti等輕合金材料研發的成熟度不斷提高,成形技術也正朝著大型化、整體化、復雜化和精密化的方向迅速發展。為推動先進輕合金材料及成形技術在航天領域的應用,本文綜述了高性能輕合金材料、鑄造、鈑金成形、增材制造等技術領域在基礎理論、工藝開發、裝備研制、工程應用等方面的發展現狀,介紹了高強耐熱鑄造鎂合金材料、高性能鈦鋁合金材料、高性能鎂合金熔模精密鑄造、數字化鑄造、旋壓成形、超塑成形、鈦/鋁合金電弧熔絲增材制造等相關技術的研究進展。
1 高性能輕合金材料技術
1.1 高性能鎂基材料技術
1.1.1 高強耐熱鎂合金
國外的鑄造鎂合金體系相對比較成熟。1950年前后,發展了Mg-Nd,Mg-Th系等含稀土鎂合金,并發現在Mg-RE合金中加入Zr元素可有效細化合金晶粒,加入Ag元素能改善其時效硬化特性,從而開發出EK系(Mg-RE-Zr)合金,其中EK30A是首個以稀土為主要合金元素的高溫鑄造鎂合金,在航空發動機上得到應用[1];同時,開發了ZE41A,QE22A等合金,QE22A合金被廣泛應用于飛機、導彈的優質鑄件,如美洲虎攻擊機的座艙蓋骨架等。1960—1980年,英國研究人員通過對Mg-Y-Nd基合金進行深入研究,開發出高強耐熱的WE43,WE54合金,并將其大量用于各類飛機的變速箱、齒輪箱[2]。為進一步提高鎂合金的強度和耐熱性,國外又發展了Mg-Nd-Y-Zr,Mg-Gd-Y-Zr,Mg-Gd-Y-Mn等稀土系高強耐熱鎂合金。
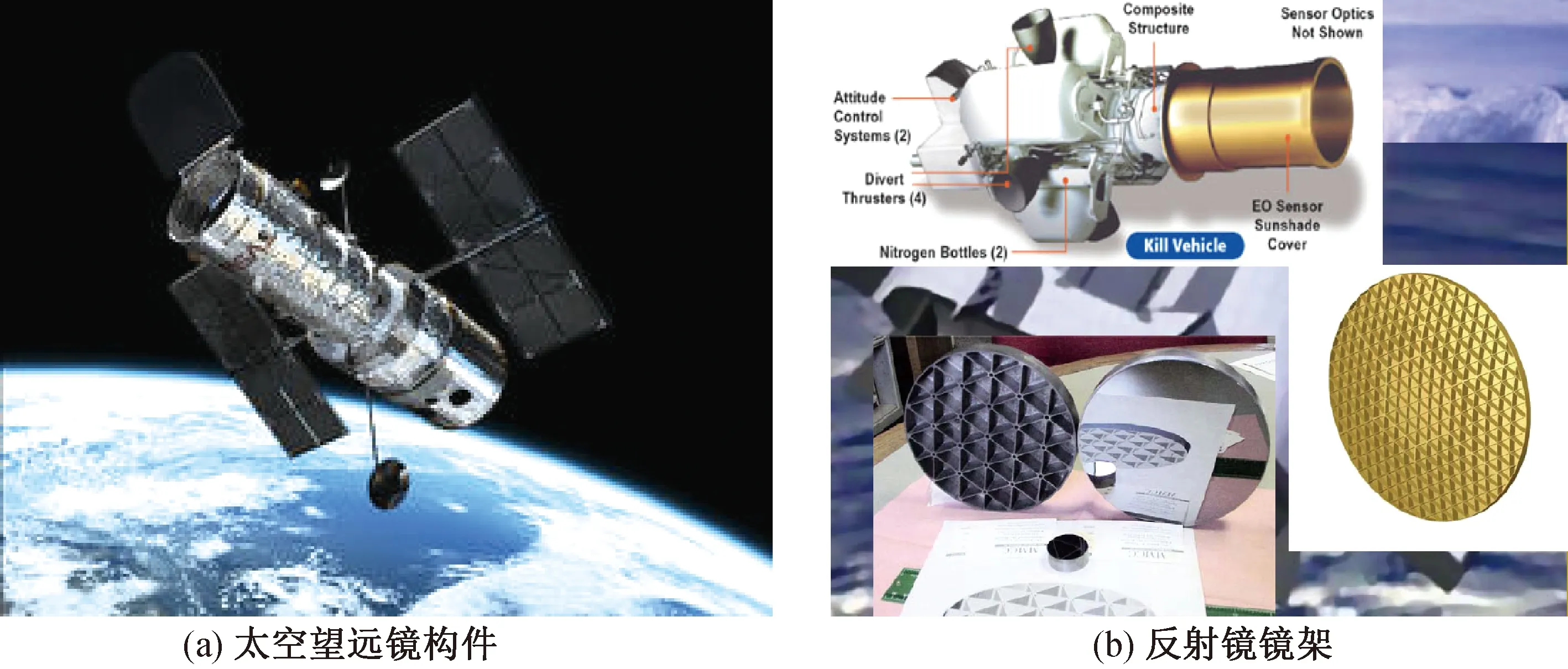
圖1 采用鎂基復合材料制備的部分航天結構件Fig.1 Spaceflight structural parts made with magnesium-based composite materials
我國是鎂資源和稀土資源都很豐富的國家,在含稀土高強耐熱鎂合金研究方面擁有獨特優勢。20世紀80年代初,我國已擁有ZM1,ZM5,ZM6等系列鑄造鎂合金[2]。20世紀90年代后期,上海交通大學研究了Mg-Gd,Mg-Gd-Y,Mg-Gd-Zn,Mg-Gd-Ag系合金,研發出4個JDM系列高性能稀土鎂合金[3]。近年來,重慶大學對變形鎂合金開展了大量研究,開發的VW92M合金抗拉強度大于350 MPa,屈服強度大于250 MPa,延伸率大于10%,較國外同類合金在相同強度下的延伸率提高近2倍[4]。上海航天精密機械研究所針對Mg-Gd-Y-Zr高強耐熱鑄造鎂合金開展了大量研究,已形成工程化應用能力,將其應用于飛行器彈體等主承力構件。
1.1.2 輕質高模量鎂基復合材料
國外已成功制備了輕質高模的碳纖維/石墨纖維增強鎂基復合材料,且在高精度航天結構件上實現了應用[5]。瑞士聯邦材料測試與開發研究所采用T300碳纖維增強鎂基復合材料,制造了哈勃太空望遠鏡部分構件,如圖1(a)所示。美國LLC公司開發了連續和非連續石墨纖維增強鎂基復合材料產品,采用壓力浸滲法制備出高模高強低膨脹鎂基復合材料,該材料彈性模量高達345 GPa,密度小于2.1 g/cm3,應用于大氣層外殺傷飛行器反射鏡鏡架和測量用構件,如圖1(b)所示。美國“海盜”號飛船的高增益天線采用蜂窩結構碳纖維增強鎂基復合材料,質量小于5 kg,同時滿足了信號高增益和在高真空與強輻射環境中能正常工作的要求。
我國在輕質高模量鎂基復合材料領域的研究還處于初級階段[6]。上海交通大學、哈爾濱工業大學較早開展了連續增強和非連續增強鎂基復合材料方面的基礎研究,制備工藝主要為攪拌鑄造和低壓浸滲。內蒙古金屬材料研究所、西安交通大學采用粉末冶金法制備顆粒增強鎂基復合材料,并開發出復合材料彈托。總體來說,國內開發的碳化硅、氮化硼、硼酸鋁、碳納米管等增強體強化的鎂基復合材料,存在模量和強度較低等問題,大部分已開發的高體積分數鎂基復合材料密度大于2 g/cm3,彈性模量小于80 GPa,強度小于400 MPa。
1.2 高性能鈦基材料技術
1.2.1 高溫鈦合金
高溫鈦合金是伴隨航空、航天工業的發展而發展起來的。高溫鈦合金高溫強度和蠕變強度的提高主要依賴于Al,Sn,Zr等α穩定元素的固溶強化作用。使用溫度從早期Ti-6Al-4V(見圖2)的350 ℃到21世紀新型高溫鈦合金的650~700 ℃,平均10年才能將使用溫度提高60~70 ℃[7]。美國的Ti-6242S的使用溫度為520 ℃,Ti-1100的使用溫度為600 ℃。英國開發的IMI834的使用溫度為600 ℃。俄羅斯開發的BT8,BT25,BT18的使用溫度分別達到500,550,600 ℃。總體來說,國外使用溫度600 ℃以下的高溫鈦合金已基本成熟,正在開展更高使用溫度的鈦合金研制。在應用方面:美國TIMET公司研制成功的高溫鈦合金已用于PW4068發動機噴嘴;英國伯明翰大學、Rolls-Royce公司使用IMI834高溫鈦合金制成發動機壓氣機盤;德國Tital精鑄公司采用IMI834合金生產了燃氣渦輪航空發動機的零部件;俄羅斯成功研制的高溫鈦合金鑄件已在X-31反輻射導彈進氣道和油箱上得到應用[8-9]。

圖2 Ti-6Al-4V鈦合金鑄件Fig.2 Castings of Ti-6Al-4V alloy
我國的鑄造鈦合金牌號已有10多種[7]。隨著鑄鈦工藝的發展,鈦合金鑄件的應用范圍不斷擴大,鑄件結構日益大型化、復雜化,鑄件壁厚越來越薄。然而,目前國內應用最多的仍是Ti-6Al-4V合金,占鑄件總量的90%以上,其使用溫度較低。400~500 ℃使用的鈦合金近些年才得到應用,北京航空材料研究院研制的500 ℃長期使用的鑄造高溫鈦合金,將用于航空發動機壓氣機鑄件。
1.2.2 鈦基復合材料
國外鈦基復合材料技術已相當成熟,并已形成相關材料標準[10]。日本住友金屬工業公司開發的TiC顆粒增強Ti-5.7Al-3.5V-11.0Cr復合材料,被用作發動機進氣閥、造紙輥等。日本本田汽車研究中心利用粉末冶金法制備出TiB/Ti-4.3Fe-7.0Mo-1.4Al-1.4V復合材料,將其制成汽車發動機氣門閥等構件。英國伯明翰大學將大尺寸(100~300 μm)的Ti-6Al-4V粉與相對細小(5~50 μm)的TiB2粉混合,通過激光熔融混合粉末制備出TiB/Ti-6Al-4V復合材料,材料延伸率為6.6%,抗拉強度達到1 090 MPa。
國內對鈦基復合材料已開展多年研究[10-11]。西北有色金屬研究院對TiC進行預處理,使其在熔煉過程中均勻、彌散分布,并將其加工成飛機發動機葉片。上海交通大學采用熔鑄法制備原位生成鈦基復合材料,利用B4C石墨粉末作為反應劑,熔鑄后在較高溫度經過多道次熱鍛,加工成TiC+TiB/Ti6242復合材料棒材。但是,以工程尺度構件為對象進行的材料制備、性能優化與精密成形研究,在國內還未見系統報道。
1.3 高性能TiAl合金材料技術
國外對TiAl合金的研究始于20世紀50年代,早期研究側重于電子顯微結構。1974年,SHECHTMAN等[12]開始對TiAl合金的力學性能、變形機制等基礎理論展開研究。20世紀80年代起,商業TiAl合金和工藝開發研究逐步展開。TiAl合金商業應用最具里程碑意義的事件發生在2006年,GE公司宣布將在GEnx發動機上使用TiAl合金低壓渦輪葉片[13]。2011年,經過近60年的大量基礎和應用研究,TiAl合金正式在航空發動機上得到應用。在航天領域,為提高飛行器馬赫數,必須使用輕質高溫結構材料,TiAl合金是重要選項。國外已將TiAl合金成功應用于航天器先進推進系統、熱結構和熱保護系統[14]。1995年底,在德國超音速技術計劃框架內,Plansee公司鍛造出首塊Ti-48Al-2Cr薄板。TiAl合金還曾被美國國家航空航天局(NASA)列為各航空航天計劃的備選材料,主要包括圖3中的單級入軌載具(SSTO)、X-40太空機動載具(SMV)、X-38航天員救援載具、F-35聯合攻擊戰斗機和高速研究(HSR)計劃。
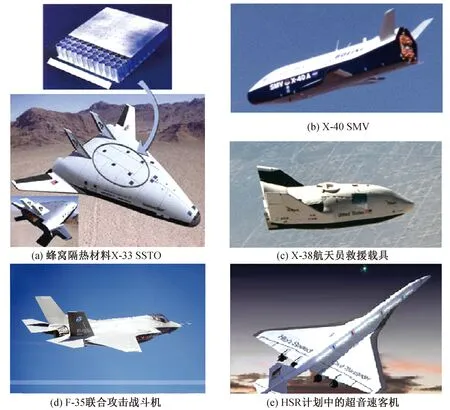
圖3 計劃應用TiAl合金的NASA項目Fig.3 NASA programs planning to use TiAl alloy
國內在TiAl合金研究方面,提出了界面各向異性調控晶體取向的新理論,發明了定向凝固與定向固態相變相結合調控片層取向的“雙控”技術[15]。平行片層取向的TiAl單晶具有強度與塑性的良好匹配,高溫性能亦有跨越式提升:室溫拉伸屈服強度高達709 MPa,延伸率高達6.9%;900 ℃拉伸屈服強度仍高達637 MPa,持久壽命和最小蠕變速率優于4822合金1~2個數量級。但國內對于TiAl合金的工程應用研究還相對較少。
2 高性能輕合金鑄造技術
2.1 高性能鎂合金熔模精密鑄造技術
20世紀50年代,發達國家已采用熔模精密鑄造技術制造出最大外廓尺寸在800~1 000 mm的大型電子設備框架、航天器鎂合金殼體等[16]。據報道,在B236轟炸機上,共使用8 600 kg的鎂,其中30%為鎂合金精密鑄件。美國Aristo Cast公司研制的阻燃鎂合金熔模精密鑄件,已應用于各類殼體、支架構件,顯著降低了鑄件重量,如圖4所示。目前,國外的鎂合金熔模鑄造已形成標準(ASTMB403-12),涵蓋各牌號鎂合金。該技術已成為制造高精度、復雜薄壁鎂合金鑄件的主流技術。

圖4 Aristo Cast公司生產的鎂合金熔模精密鑄件Fig.4 Precision investment castings of magnesium alloy made by Aristo Cast company
國內對鎂合金熔模鑄造技術的研究和應用起步較晚,主要集中在型殼材料的選擇、型殼制備等工藝基礎研究上[17]。研究認為,常用的氧化物陶瓷材料Al2O3和鋯英粉,可作為鎂合金熔模鑄造的面層材料。但國內仍在探索有效的鑄型材料,以防止鎂合金的燃燒。上海交通大學試驗了小型薄壁結構件的模殼制備工藝,測試了型殼性能,以及型殼與鎂合金的界面反應,開展了鎂合金鑄件精密鑄造,但未實現復雜薄壁鑄件的成形。
2.2 輕合金數字化鑄造技術
2.2.1 鑄造過程數值模擬仿真技術
鑄造模擬仿真技術是傳統鑄造與計算數字化高新技術相結合的典范,可實現鑄件制造過程工藝優化,顯著縮短產品研發周期[18]。歐美發達國家對鑄造模擬技術進行了大量研發,從最開始的凝固過程溫度場模擬、基于解析法的組織模擬,發展到流動場模擬、應力應變模擬,以及基于相場法、元胞自動機法的組織模擬。隨著計算機軟硬件技術的發展,商品化軟件系統已在很多重要的工礦企業得到應用。著名的軟件系統有德國的MAGMASOFT、法國的PROCAST等[19]。近20年來,鑄造過程全流程模擬仿真技術已成為該領域的前沿技術,英國羅羅公司、美國通用汽車等著名企業均已展開相關研究,并初現成效。
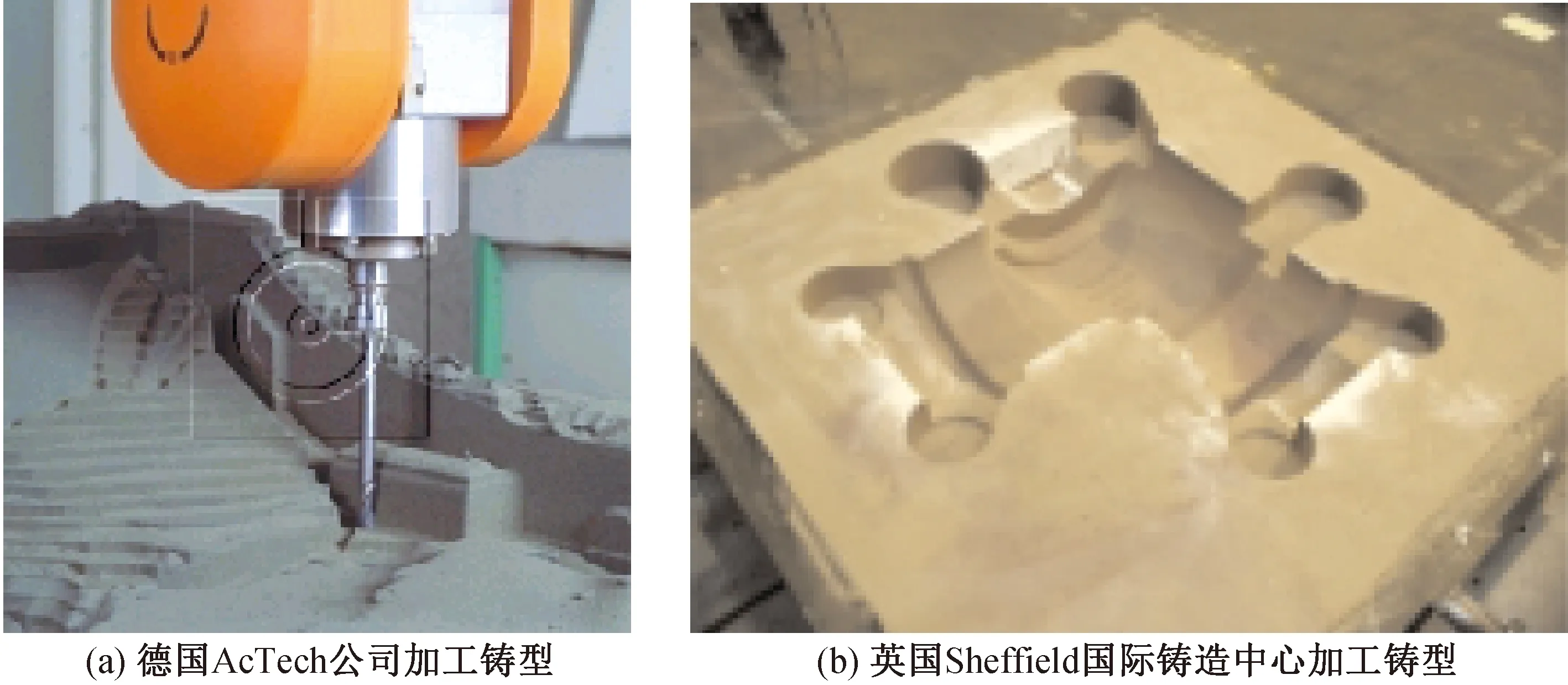
圖5 采用無模技術加工鑄型Fig.5 Sand moulds made by pattern-less making process
國內的鑄造數值模擬研究始于20世紀70年代,沈陽鑄造研究所、清華大學、華中科技大學等先后開展了卓有成效的研究。一些商品化軟件已在實
際生產中發揮作用,如清華大學的鑄造之星/FT-Star、華中科技大學的華鑄CAE/InteCAST等[20]。近幾年,清華大學針對汽車、軍工等行業對高性能輕合金構件鑄造成形技術的需求,圍繞鑄造鋁、鎂合金“工藝-組織-性能”建模與數值模擬等進行了深入研究,建立了鋁、鎂合金壓鑄鑄造成形實驗基地。
2.2.2 無模砂型加工技術
數字化無模砂型加工技術,通過編制程序實現不同砂型、砂芯的快速加工,產品尺寸精度高、表面質量好[21-22]。德國AcTech公司研發出用于切削砂型的機床,如圖5(a)所示,機床最大加工行程達到2.4 m,可在3周時間內為顧客提供1~5個砂型。英國Sheffield鑄造開發中心開發出用于砂型切削的五軸數控設備,成功實現閥門、泵殼等鑄件砂型的生產,如圖5(b)所示,鑄件砂型制造周期由原來的3周縮減到1周,鑄型表面質量好,最大成形尺寸達到2.6 m。
國內,機械科學研究總院自主開發研制出的系列化三軸、五軸數字化無模鑄造精密成形機,適用于樹脂砂、水玻璃砂、覆膜砂、陶瓷等多種材質砂型/芯制造,最大成形范圍為10 000 mm×3 000 mm×2 000 mm,實現了鋁合金、鎂合金等材質大型復雜薄壁鑄件的快速制造[23]。大型殼體砂型及鑄件如圖6所示。
3 高性能輕合金鈑金成形技術
3.1 充液拉深成形技術
1958年,春日保男等[24]最先提出充液拉深成形技術,將液體直接作用在板材上進行拉深成形,該技術在日本得到了較為廣泛的應用。目前,世界發達國家對充液拉深技術的研究和應用已相當成熟。該技術主要應用于航空、航天等領域,涉及的輕合金構件厚度在0.2~3.2 mm[25]。德國Schuler公司為滿足大尺寸板材零件成形的需要,研制出10 000 t立式四柱液壓成形設備,如圖7(a)所示,將其用于大型高精度零件流體高壓成形。美國國防部將充液拉深成形技術應用于飛機唇口[26],傳統工藝需要經過20多道拉深成形工序,采用充液拉深成形技術僅需1道工序完成,大幅提升成形效率,如圖7(b)所示。
20世紀80年代,我國部分高校開始對液壓成形技術進行研究[25]。哈爾濱工業大學基于通用單動和雙動液壓機,研制了充液拉深設備,通過充液拉深技術成形了復雜型面的鋁合金件,如圖8(a)所示,并通過徑向加壓充液拉深技術,獲得了極限拉深比為2.8的5A06鋁合金球底筒形件。近年來,哈爾濱工業大學針對運載火箭輕量化研制需求,開發出世界上最大的總噸位為15 000 t的流體高壓成形機,如圖8(b)所示。該裝備高壓液體容積為5 m3,工作臺面尺寸為4.5 m×4.5 m,專門用于制造航天大型薄壁整體構件,已成功用于貯箱箱底成形。
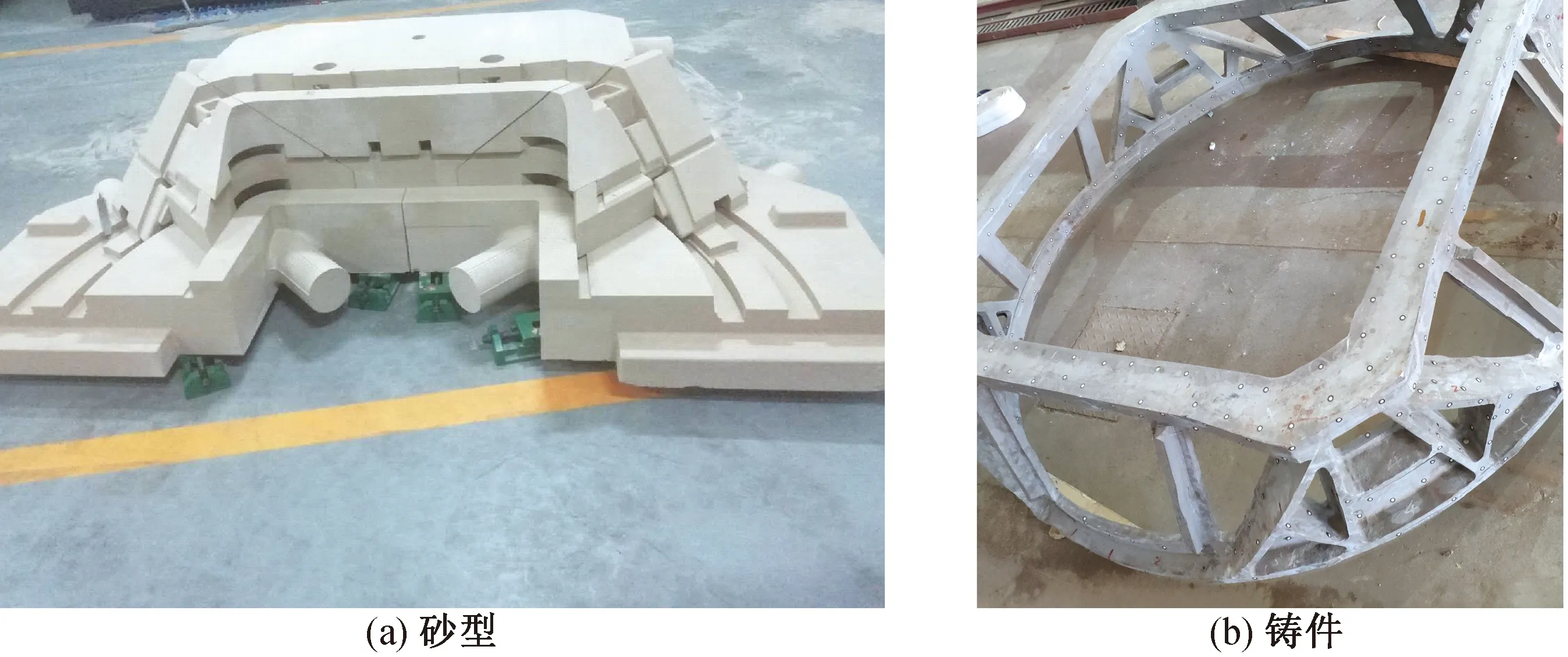
圖6 大型殼體砂型及鑄件Fig.6 Sand moulds made by pattern-less making process and castings
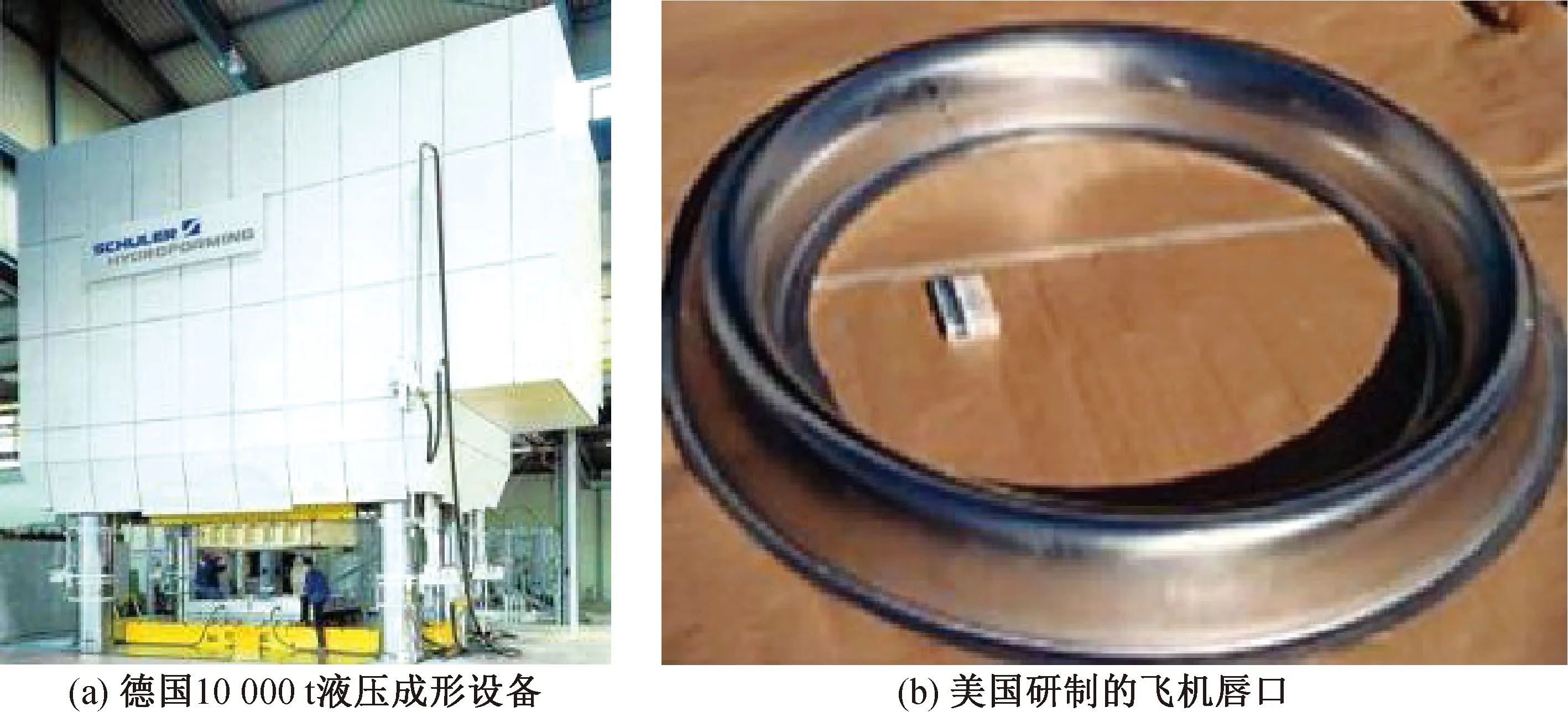
圖7 國外液壓成形設備和成形構件Fig.7 Hydroforming equipment and parts made by hydroforming technology
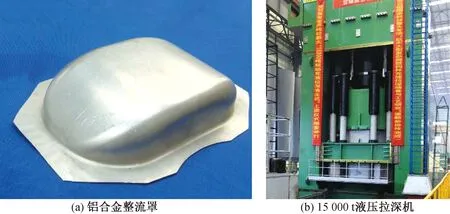
圖8 充液拉深成形構件與液壓拉深機Fig.8 Parts made by hydromechanical deep drawing technology and hydroforming equipment
3.2 內高壓成形技術
內高壓成形技術的發展最早可追溯到20世紀40年代。國外,GREY等[27]首次利用內壓力和軸向推力成形了T形銅管。MORI等[28]通過試驗對內高壓成形過程中的摩擦進行了研究,發現在發生脹形的地方摩擦系數要高,且其大小隨潤滑油黏度的提高而減小。隨著超高壓液壓系統的實現,德國在20世紀90年代率先實現內高壓成形技術在汽車工業中的應用[29]。
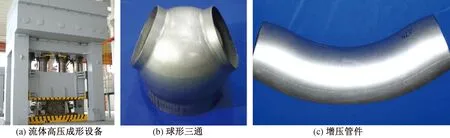
圖9 國產5 500 t流體高壓成形設備和內高壓成形航天結構件Fig.9 Domestic internal high pressure forming equipment of 5 500 t and spaceflight structural parts
國內,北京航空航天大學、上海寶鋼集團等在流體高壓成形理論、工藝、模具和裝備方面進行了系統研究。王仲仁等[30]首創了成本低、周期短的球形容器無模液壓脹形工藝。溫華典等[31]以多支管件為研究對象,提出在其內高壓成形過程中添加芯軸,通過調整芯軸參數,提高零件的成形質量。哈爾濱工業大學經過多年的技術積累,開發出總噸位為5 500 t、成形壓力為400 MPa的流體高壓成形裝備,并實現了三通管、三通球形接頭、五通球形接頭等結構件的整體制造和型號應用,如圖9所示[32]。
3.3 旋壓成形技術
旋壓成形技術是利用旋輪對坯料施加壓力,使之產生連續、逐點的塑性變形,從而獲得各種母線形狀的空心旋轉體零件的塑性加工方法。JOSEPH等[33]研究發現,毛坯厚度、進給比、減薄率、主軸轉速和熱處理工藝對工件成形質量均有重要影響。PARK等[34]采用上限法進行旋壓力計算,通過計算變形過程中消耗的總功率、切向力獲得球形和梯形速度場。在工程應用方面[35],美國的“戰斧”巡航導彈的戰斗部艙、“民兵”洲際導彈艙段及喉型火箭內襯、“毒刺”導彈殼體,俄羅斯的“白楊”洲際導彈艙段等都大量采用旋壓成形技術。
國內研究旋壓成形技術的單位主要有西北工業大學、哈爾濱工業大學和航空航天科研院所等。航天材料及工藝研究所、北京航空制造工程研究所、長春設備工藝研究所等單位根據自己的產品需求開展了旋壓成形技術研發[36],如采用反旋工藝加工導彈發動機殼體,采用內旋壓工藝加工導彈帶橫內加強筋的艙段。西安航天動力機械廠采用旋壓工藝開展了曲母線形薄壁零件的研制和生產。
3.4 超塑成形技術
1945年,季霍諾夫等[37]在研究Zn-Al共晶合金高溫拉伸實驗時,得到異常高的延伸率,并首次提出了“超塑性”這一概念。20世紀70年代早期,美國洛克威爾公司首先將該技術應用于飛機結構件制造中[38]。隨后,美國在F-15戰斗機后機身、B-1B大型轟炸機壁板艙門等重要構件中大量采用了超塑成形(SPF)和超塑成形/擴散連接組合工藝。在航天領域,美國愛德華空軍基地的火箭推進研究所進行了超塑成形推進劑貯箱的研制,制造了Ti6Al4V半球形殼體,如圖10所示;日本ISAS和MHI兩家公司從1981年開始采用超塑成形技術制造衛星貯箱,先將2塊Ti6Al4V薄板焊接上,再通過SPF吹脹成半球形。
在國內,航天材料及工藝研究所、首都航天機械公司、北京航星機器制造公司、北京航空制造工程研究所、北京航空材料研究院等單位均開展了超塑成形技術的應用研究[38]。以航天材料及工藝研究所為代表的航天制造企業引進了多臺超塑成形設備,最大尺寸為3 000 mm×2 000 mm×1 000 mm,成功研制出鈦合金球形氣瓶和環形氣瓶等產品。以北京航空制造工程研究所為代表的航空制造企業通過設備改造或自主研發,開發的鈦合金口蓋(2層)、腹鰭(4層)等輕量化整體結構已得到應用,如圖11所示,并積極開展了鈦合金寬弦空心風扇葉片、可調葉片、衛星貯箱等超塑整體構件的成形工藝試驗和應用研究。
4 高性能輕合金增材制造技術
4.1 高強鋁合金激光選區熔化成形技術
近幾年,高強鋁合金的激光選區熔化(SLM)技術在國內外得到了廣泛重視。德國埃爾朗根-紐倫堡大學分別在2015年和2017年報道了SLM成形的EN-AW-2618和AW-2219鋁合金的力學性能,兩者極限抗拉強度和延伸率分別達到400 MPa,25%[39]和384 MPa,23%[40]。MARTIN等[41]通過靜電組裝技術,實現了納米ZrH2顆粒在Al7075粉末表面的均勻分布,實現了高性能Al7075合金成形,T6態力學性能達到抗拉強度383~417 MPa、屈服強度325~373 MPa、延伸率3.8%~5.4%。
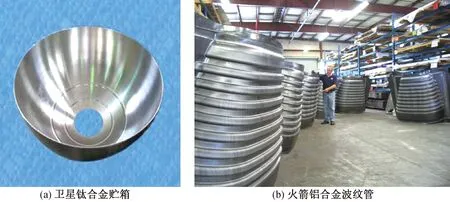
圖10 國外超塑成形結構件Fig.10 Structural parts made by superplastic forming technology abroad

圖11 鈦合金超塑成形結構件Fig.11 Structural parts of titanium alloy made by superplastic forming technology
華中科技大學從2014年起開展了SLM成形AW-2024鋁合金研究,通過采用低的掃描速率獲得了無裂紋的致密鋁合金,致密度高達99.9%,熱處理后的極限抗拉強度和延伸率分別高達532 MPa和13.8%[42]。為了拓寬工藝區間,還進行了Zr元素添加對SLM成形2系鋁合金影響的研究,發現添加Zr元素能抑制成形過程中的熱裂紋。由于鋁合金具有對激光反射率高、易被氧化等特點,因此其SLM成形難度較大[43]。目前只有AlSi10Mg,AlSi7Mg,Al-12Si等Al-Si系鋁合金SLM成形工藝較成熟,實現了一定程度的應用,如圖12所示。
4.2 鈦合金激光選區熔化成形技術
鈦合金激光選區熔化成形工藝比較成熟,主要以TC4鈦合金為主。近年來,國外對該技術的研究主要集中在表面粗糙度改善、后處理工藝對性能影響、成形效率提高等方面。ALRBAEY等[44]采用統計學方法研究發現,激光重熔(LR)技術作為SLM后處理技術能極大改善SLM件的表面質量。CAIN等[45]研究了SLM成形TC4件的拉伸裂紋擴展速率和斷裂韌性,發現熱處理后SLM件的裂紋擴展速率降低,斷裂韌性提高。目前,該技術在國外已得到工程化應用。GE公司研制的航空發動機燃油噴嘴,將18個零件整體設計為1個零件,如圖13(a)所示,實現減重25%,發動機的散熱性能提升5倍,該噴嘴已實現量產。鈦合金液體發動機推力室頭部內部為復雜變直徑雙流道,最小處直徑為0.9 mm,某公司采用激光選區熔化技術成形該構件,已通過點火試驗考核,零部件數量減少40%,如圖13(b)所示。
在國內,SHI等[46]采用200 μm的鋪粉厚度和低成本的TC4粗粉(53~106 μm),研究發現鋪粉厚度對表面粗糙度影響最大,對拉伸性能影響較小。YANG等[47]研究發現隨著掃描速度、激光功率和掃描層厚度的變化,熔池從V形的深熔模式逐漸過渡到U形的導熔模式。2種模式下SLM件的顯微硬度約為400 HV,拉伸和屈服強度分別為1 300 MPa和1 100 MPa。航天應用方面,上海航天精密機械研究所研制的鈦合金天線支架(見圖14(a))在“浦江一號”衛星上正常工作至今,并實現了5類支架類產品(見圖14(b))近百件的小批量生產。
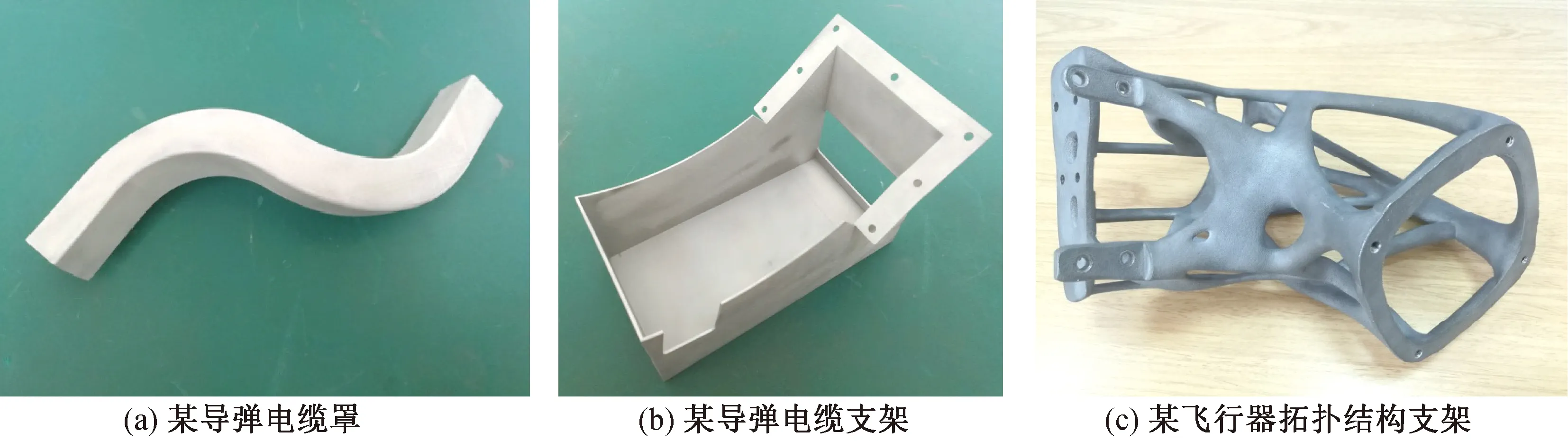
圖12 SLM成形AlSi10Mg鋁合金零件Fig.12 Parts of AlSi10Mg alloy made by SLM

圖13 SLM成形TC4鈦合金零件Fig.13 Parts of TC4 alloy made by SLM
4.3 鈦/鋁合金電弧熔絲增材制造技術
電弧熔絲增材制造(WAAM)技術具有柔性、高效、低成本的優點,特別適合小批量、多批次的航天型號大型構件制造。相比于鋁合金,國外研究機構對鈦合金WAAM技術研究更多[48]。比利時魯汶大學和英國克蘭菲爾德大學自2010年開始相繼開展鈦合金WAAM技術的研究,早期均以鎢極保護焊(TIG)作為熔化焊絲的熱源。2012年,克蘭菲爾德大學開始研究基于等離子弧的鈦合金WAAM技術,與TIG相比,等離子弧沉積效率更高、控制更為方便。在應用研究方面,英國克蘭菲爾德大學與歐洲空間局、洛克希德·馬丁公司和龐巴迪公司合作,成功制造出鈦合金飛機機翼翼梁和起落架支撐外翼肋,如圖15(a)所示。此外,還試制了諸多鋁合金零件,2219,2024鋁合金試件在經T6熱處理后,力學性能均超過同成分的鍛件,處于國際領先水平。挪威Norsk Titanium公司已開發出商業化WAAM裝備,如圖15(b)所示,最大成形尺寸接近1 m,采用雙等離子弧工藝,鈦合金最大沉積效率達到10 kg/h。
近年來,華中科技大學、首都航天機械有限公司、北京航星機器制造公司等國內單位陸續開展了鋁合金WAAM技術研究。首都航天機械有限公司于2013年開始研究基于變極性TIG工藝的ZL114A鋁合金WAAM技術,成形試件經T6熱處理后,力學性能基本無方向性,接近鑄件1級水平[49]。隨后,開展了基于CMT工藝的WAAM技術研究,成形的ZL114A試件經T6熱處理后,力學性能達到鑄件2級水平[49]。BAI等[50]研究了WAAM成形2219鋁合金的力學行為,發現層間密集分布的氣孔及較嚴重的共晶偏析是導致各向異性的原因。針對航天領域的鋁合金支座、艙段、框梁、網格等典型結構,首都航天機械有限公司等單位分別開展了應用試制,如圖16所示,目前均處在工程應用研究階段。國內對于鈦合金WAAM技術的研究還相對較少,也尚未見工程應用的相關報道。
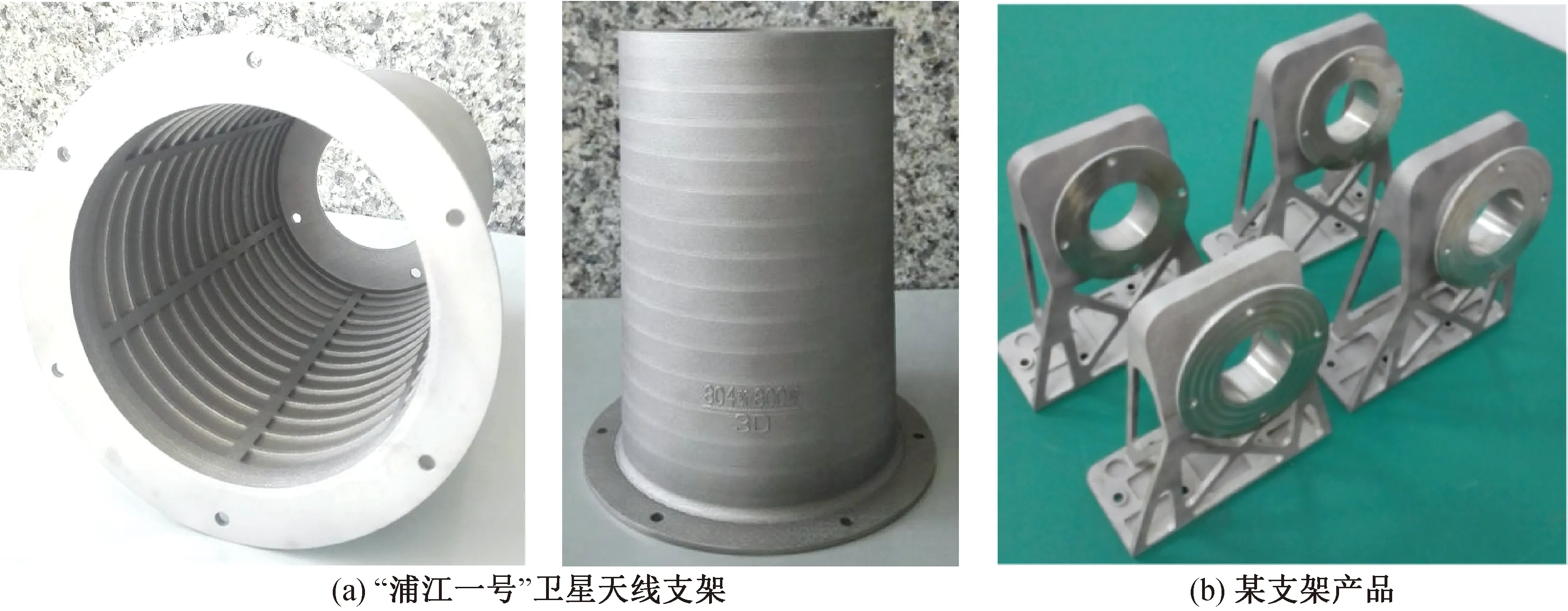
圖14 SLM成形TC4鈦合金支架類產品Fig.14 Bracket parts of TC4 alloy made by SLM
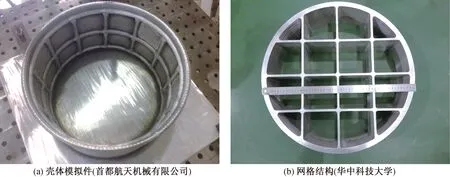
圖16 國內電弧熔絲增材制造零件Fig.16 Domestic parts made by WAAM
5 結束語
近年來,隨著航天事業的快速發展,輕合金材料及其成形技術水平大幅提升,并出現了以下新的研究重點和主要發展方向:
一是高性能輕合金材料技術。國內對于鎂基復合材料的研究還處于起步階段,尚未掌握制備工藝基礎和相關規律;耐高溫鈦合金、鈦基復合材料技術仍不成熟,且鈦鋁合金的工程應用研究還相對較少。后續將深挖上述材料的潛力,重視發展性能和成形能力兼顧的輕合金材料,并加強工程應用研究。
二是高性能輕合金鑄造技術。國內缺乏高精度、近凈形鑄造工藝,熔模鑄造精度仍然不高;鑄件成形及質量控制以經驗工藝設計、手工操作為主,自動化裝備應用不足,降低了研制生產效率。后續需重視發展熔模鑄造技術,提高產品精度;以造型、精整等關鍵工序為切入點,研制專用裝備,提高自動化效率,進一步實現數字化鑄造。
三是高性能輕合金鈑金成形技術。國內現有成形設備以彎曲、拉深、滾彎等常規設備為主,多品種、小批量異形小鈑金件機械化成形程度低;大直徑、薄壁整體旋壓成形工藝尚無工程應用。后續將重點開展充液拉深、內高壓、旋壓和超塑成形技術研究,實現小鈑金構件機械化成形;提高大型薄壁結構件整體成形精度,抑制超塑成形材料晶粒長大,提高產品性能;研制具有自主知識產權的鈑金成形設備,提升成形自動化水平。
四是高性能輕合金增材制造技術。高性能輕合金精密結構件的增材制造以激光選區熔化成形技術為主,可實現復雜結構件一體化制造。后續需重視提高鈦合金激光選區熔化成形構件表面粗糙度、成形效率等;加強2系和7系高強鋁合金的成形工藝研究;對電弧熔絲成形合金材料、應力、變形控制等共性問題開展深入研究,并開發成熟的商業化設備,推動航天大型構件制造技術的變革。
猜你喜歡
體育科技文獻通報(2022年3期)2022-05-23 13:46:54
建材發展導向(2021年14期)2021-08-23 00:56:16
天津外國語大學學報(2021年3期)2021-08-13 08:32:18
遼金歷史與考古(2021年0期)2021-07-29 01:06:54
紡織科技進展(2021年3期)2021-06-09 08:07:14
科技傳播(2019年22期)2020-01-14 03:06:54
民用飛機設計與研究(2019年4期)2019-05-21 07:21:24
纖維復合材料(2018年3期)2018-04-25 07:22:58
電子測試(2017年11期)2017-12-15 08:57:13
汽車工程學報(2017年2期)2017-07-05 08:13:02
