非織造布泡沫整理生產線工藝配置探討
2019-05-10 02:42:32王兵佳秦國偉趙艷利
紡織科學研究 2019年5期
王兵佳 秦國偉 趙艷利
恒天重工股份有限公司 鄭州 450001
上世紀70年代,為了應對能源危機,人們開始研究一種低給液降低所需原料、降低能源消耗的新型染整加工技術。其原理是將含有整理劑、表面活性劑等有關化學藥劑的液體和壓縮空氣,按工藝要求的混合比分別以定量連續的方式,經混合、剪切作用形成泡沫狀態,替代浸漬槽中的水,這樣氣泡部分替代了原來染液中的水分,使施加到織物上的水分大大降低,節省了烘燥時的能源消耗[1]。
2017年,恒天重工股份有限公司為墨西哥客戶提供了全套非織造布泡沫整理生產線,目前已成功開車,對非織造布泡沫整理生產線的工藝有了一定積累。下面對泡沫整理生產線的工藝配置做進一步的詳細介紹。
1 主要參數
1.產品方向:擦拭布
2.原料:滌綸,規格1.5~3.5tex,纖維長度38~51mm
3.成品幅寬:≤3200 mm
4.產品面密度:17~90 g/㎡
5.產品面密度偏差CV值:≤3%
6.卷繞速度:60Hz對應50 m/min

2 非織造布泡沫整理生產線工藝流程配置與應用
2.1 主要工藝參數及流程配置
整個生產線工藝流程如下:

喂棉稱量機×3→混棉簾子開棉機→橋式吸鐵→金屬火星重雜物三合一探除器→大倉混棉機→精開棉機→末道喂棉開棉機→輸棉風機→橋式吸鐵→氣壓棉箱喂棉機→梳理機→泡沫發生器+泡沫整理機→烘筒烘燥機→上色印花機→烘筒烘燥機→圓網烘燥機→在線檢測裝置→自動卷繞機。
設備排布如圖1所示,此流程可分開清、梳理、泡沫發生及整理、烘干卷繞四大部分。
2.2 開清設備配置及特點
本流程中依次配置自動稱量機、預開松機、大倉混棉機、精開松機、末道棉箱,纖維在得到充分均勻混合后,達到開松要求的同時盡可能保護纖維不受打手、刺輥等的損傷,通過過棉通道穩定連續地喂入下一機臺。
2.3 梳理設備配置及特點
氣壓棉箱由上下兩個棉箱組成,棉箱中均設有壓力傳感器,檢測棉道及棉箱的壓力,根據壓力設定值,PID控制給棉速度的快慢來調整壓力波動,保證了棉箱內壓力恒定從而實現連續喂棉。形成均勻筵棉通過下輸網簾經喂棉羅拉、刺輥進到預梳理區,再經轉移輥完全轉移到主梳理區域。梳理好的纖維通過道夫、凝聚輥形成具有一定縱橫向強度的纖網后落到上、下出網簾,合網后送給后方機臺。給棉羅拉喂入方式采用上置給棉板結構,對纖維的握持力較好,分梳效果好;專門選用的特殊齒形針布,能夠增強對纖維的控制能力,分梳效果好,減少飛花;采用抗靜電性好的PVC席面花紋出網簾,在設備高速運轉時,纖網不會打皺飄移。高精度的鋁合金漏底、弧板的加工,利于對隔距的調整,能夠有效控制高速梳理時產生的氣流,保證輸出纖網的CV值≤2.5%。
2.4 泡沫發生及整理設備配置及特點
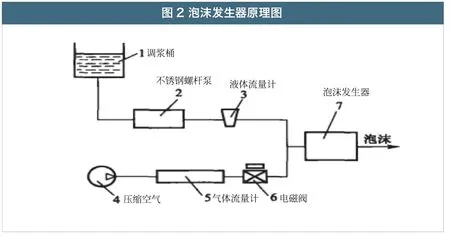
發泡設備是將整理劑和助劑的液體通過機械作用產生泡沫的設備。要求所產生的泡沫有一定的發泡倍率,并在接觸織物之前保持均勻穩定,沒有初見液出現;但在施加到織物表面后卻能迅速破裂向織物內部滲透。發泡設備的工作實質是將有輸送泵輸送的含有整理劑、表面活性劑等有關化學藥劑的液體和壓縮空氣,按工藝要求的混合比分別以定量連續的方式通過泡沫發生器,經混合、剪切作用而形成泡沫狀態。如圖2所示[2]。
恒天重工股份有限公司所供的發泡設備能夠達到泡沫比1:15,泡沫粘度:1000~2000cps,泡沫密度40~200g/l,能夠實現泡沫產量1500kg/h。
泡沫整理機是將發泡設備輸送出的泡沫狀態整理劑施加到織物上的設備。按照工藝規定的泡沫量連續均勻地施加泡沫到棉網上,因而該機性能對泡沫整理效果有著顯著影響。本次所供泡沫施加量由刻花輥控制,刻花輥上面有均布凹槽,通過凹槽攜帶泡沫在兩個輥子相交時轉移到棉網上面,所以凹槽的深度和密度對泡沫施加量起到了決定作用。整理機上配有沿幅寬方向往復運動的泡沫噴頭管,三個泡沫噴頭管沿幅寬方向均勻分布,減少運動時間,能夠及時補充泡沫供應。泡沫整理機自帶泡沫回收系統,落在漿槽里的泡沫還可以通過管路回收。
2.5 烘干卷繞設備配置及特點
浸有泡沫的濕纖網進入烘筒烘燥機前強度較低,容易斷裂,需在烘房內停留一定的時間,去除一定的水分,達到足夠的強力之后,才能纏繞在烘筒上面。通過直接接觸烘筒并烘干以后,強力能夠滿足使用要求。通過上色印花設備,可以染出不同花型不同顏色的圖案,使產品更加美觀。經過圓網烘燥設備,通過非接觸式的熱風穿透技術,使產品更加蓬松,改善產品表面質量,提高產品的舒適度。自動卷繞機已經達到了很高的自動化水準,通過多個位置傳感器的檢測,采用PLC和變頻的集中控制技術,可以滿足產品的自動生頭、切斷、換卷、落卷等連續在線生產要求。
3 結束語
泡沫整理技術在實際的應用過程中,具有泡沫分布均勻的特性,使產品具有良好的多孔性,蓬松性和柔軟性。提高粘合劑溶液的濃度,不僅減小了粘合劑在烘燥過程中泳移的可能性,還有利于降低烘燥過程中的能耗,達到了節水、節能、節約化學藥品的效果。生產線的成品多用于家用揩布及醫療和衛生用品,雖然用這種方法生產的非織造布強力較低,但他們具有紡織品的手感和更好的吸收性。
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
經濟技術協作信息(2018年22期)2019-01-19 03:00:18
電子制作(2018年11期)2018-08-04 03:26:08
工業設計(2016年12期)2016-04-16 02:52:00
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
設備管理與維修(2015年12期)2015-04-09 06:57:00
消費者報道(2014年7期)2014-07-31 11:23:57