提高2.5 MN鈦合金熱壓床生產效率的方案
2019-05-15 09:56:06張銀菊周青梅余丹華徐正倫
設備管理與維修 2019年3期
張銀菊,周青梅,余丹華,徐正倫
(江西昌河航空工業有限公司,江西景德鎮 333002)
0 引言
飛機防火墻部分復雜件熱壓成型是目前影響某車間完成生產任務的主要瓶頸之一,生產設備為2.5 MN鈦合金熱壓床,目前生產效率低。2.5 MN鈦合金熱壓床零件壓制主要過程如下。
(1)升溫過程。熱壓床及模具從室溫到工作溫度650℃,需要14 h。
(2)零件壓制過程。每個零件壓制僅需(2~3)min。
(3)降溫過程。從650℃需降溫至200℃以下,降溫大約需16 h。
(4)取模及放入模具。各30 min左右(根據難易程度時間不一)。
從上述過程中可以看出影響熱壓床生產效率的主要因素:模具隨熱壓床升溫及降溫過程中,因熱壓床本身升溫及降溫速率不可改變,這就需要增加1個爐子用來同時加熱下一批零件所需的模具。此時問題的焦點就集中在如何進行熱壓床的高溫換模,原先人工+電動叉車的模式就不再適用。為此,提出設計1臺高溫快速換模裝置。
1 原換模過程
在設計高溫快速換模裝置的計劃階段,需對裝置的需求情況做充分調查研究和分析,團隊成員現場跟蹤并作了詳細記載,模具與熱壓床的連接如圖1所示。
1.1 取模過程
(1)操作“頂桿”上升,使下模具上升頂住上模具。
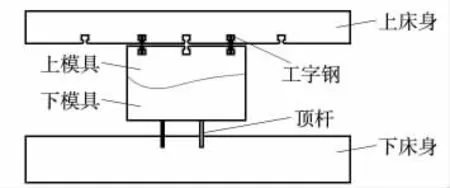
圖1 模具與熱壓床的連接
(2)人工手動敲打取下上模具與設備固定連接的工字鋼。
(3)取下的工字鋼墊在下模具下面(放在工作平臺上)。
(4)操作頂桿“下降”到位,下模具落在工字鋼上面。
(5)用鏟車鏟走模具。
1.2 裝模過程
(1)用鏟車將模具(包括上模具及下模具)放入熱壓床工作臺面,底下墊1根圓形的棒,便于模具左右移動調整。
(2)人工左右挪動,使模具與上定位孔對準.
(3)操作頂桿上升,使上下模具同時頂住上工作臺面,人工將定位固定工字鋼塞入。
(4)操作頂桿下降,將模具降至下工作臺面。
2 高溫快速換模裝置總體構思
機器的主要組成如圖2所示。本文重點研究高溫快速換模裝置的傳動部分,以此作為設計核心展開設計,高溫換模裝置動作分解結構說明如下。
(1)車體在地軌上左右移動。采用電機+減速機+鏈傳動+導向輪的結構形式。
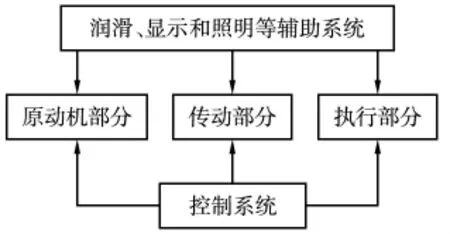
圖2 機器組成
(2) 貨叉上下移動。貨叉安裝在平臺上,通過平臺上下運動帶動貨叉上下移動,平臺上下運動采用螺旋傳動,工作臺上下行程為750 mm。
(3)貨叉前后移動(伸縮)。采用雙鏈傳動,二級貨叉模式。
(4)推進機構前后移動。推進機構的端頭結構,一側為板式結構,另一側為鉤式結構,兩端根據工作性質進行翻轉,翻轉機構采用鏈傳動的模式。推進工字鋼時使用板式結構進行助推,取出工字鋼時使用板式結構進行助推,取出工字鋼時使用鉤式結構進行助拉。前后移動跟隨貨叉的伸縮機構。
(5)特殊貨叉。將推進機構與貨叉設計成一體的結構形式。高溫換模裝置的總體結構以實現上面動作作為設計原則。結構簡圖及現場布置如圖3所示。
3 高溫快速換模裝置的換模過程
3.1 裝模過程
(1)使用吊車將模具吊至取模車上,通過定位裝置使模具上的槽與上壓板的槽保持平行;

圖3 結構簡圖及現場布置
(2)操作熱壓床“頂桿”上升;通過換模車微調整模具(主要是貨叉的上下調整,水平方向通過(1)過程保證,最終實現模具T形槽與熱壓床上壓板T形槽準確對齊),伸出貨叉將模具放置頂桿上,貨叉下降,收回貨叉。
(3)上床身下降,兩槽對準。將工字鋼放置在貨叉上,使用推進機構將工字鋼推進槽中。
(4)收回貨叉及推進機構,操作“頂桿”下降,保溫一段時間,待溫度達到650℃,壓制零件。
3.2 取模過程
(1)操作“頂桿”上升,將貨叉伸進床身,推進機構與工字鋼對接,貨叉及推進機構推出取出工字鋼。
(2)將貨叉伸進床身,取出模具。
4 部分關鍵步驟說明
高溫快速換模裝置中模具對中是一個關鍵的步驟,具體作法如下。
(1)小車軌道安裝在地面,注意地面要與壓機的工作臺找平,從而才能保證小車放模具面與工作臺平行,小車裝在軌道上,通過接近開關保證小車上模具對中塊的中心線與壓機工作臺中間槽的中心線共線。
(2)用吊車將模具吊到模具對中塊上(此時盡量將模具中間的槽中心線與對中塊上的中心線接近),設備上有4個手搖絲桿作為微調機構,人手搖手柄,對模具中間的槽中心線與對中塊上的中心線精確對準。對中操作見圖4。
熱膨脹系數不影響取模難度。升溫后,工字鋼與槽同時變大。考慮到熱壓床工作溫度高,裝模和取模時周邊溫度會很高,所以小車的內部機箱均采用隔熱的保護棉(高效環保鋁箔橡塑隔熱棉)。電器快插四周用保護棉包住。電線采用云母高溫線(800℃鍍鎳云母線)。
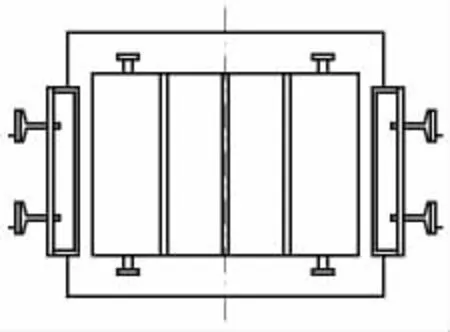
圖4 對中
5 結語
通過對高溫換模裝置的研究與探討,若能實現,生產效率會有質的提升,受限于學識及財力,本文僅是提出了一些構想。
