基于Calypso的三坐標測量機精度校準
2019-05-19 06:35:12趙慶嶸
城市建設理論研究(電子版) 2019年34期
趙慶嶸
南通市計量檢定測試所 江蘇 南通 226011
前言
三坐標測量機是基于坐標測量的集光、機、電一體的數字化測量儀器。它可以對復雜零部件的幾何尺寸、形狀位置公差、曲線曲面等進行高精度、高效率的測量與評定,主要由測量機主機、控制系統、測頭測座系統及計算機(測量軟件)等幾部分組成。根據結構形式的不同,坐標測量機可分為:移動橋式、固定橋式、龍門式、L型橋式、懸臂式、便攜式關節臂等。根據測量精度的不同,可分為:高精度、普通型和經濟型。目前廣泛應用于機床、機械制造業、航空航天和電子工業等領域。
為確保零件的尺寸和技術性能符合要求,三坐標測量機必須處于一個良好、穩定的狀態。通過對坐標測量機校準結果的分析,既給用戶提供了可靠的測量依據,同時也檢查了機器的工作狀態,從而保證測量數據的準確可靠。根據JJF1064-2010《坐標測量機校準規范》的規定,對使用接觸式探測系統的坐標測量機,采用量塊或步距規作為尺寸實物標準器,本文以量塊作為尺寸實物標準器,基于Calypso軟件對蔡司三坐標(測量范圍:X:500mm;Y:500mm;Z:500mm)的尺寸測量示值誤差進行校準。
一、準備工作
開機:依次打開氣源、電源、控制柜電源、驅動、計算機。啟動Calypso軟件,測量機移動至其零點位置。
探針選擇:φ3mm的測針,依次校準A0B0、A0B90、A45B45、A-45B45、A135B45、A-135B45測針角度。
探針校準:先校準主探針,再校準工作探針。Calypso用參考球來校準探針,參考球作為主探針和工作探針之間的聯系和紐帶,參考球用主探針定位,然后工作探針用參考球來校準。
裝夾量塊:每個方向用5塊量塊,最大長度不小于測量空間對角線長度的66%,最小長度不大于30mm,其他量塊長度間隔基本均勻。7個不同方向,至少包含四個空間對角線方向。
二、測量方法
以校準該測量機X軸為例,測針角度選擇A0B0。
1、建立基礎坐標系:用3-2-1法則,通過上平面的3點計算出平面base,并將其設置為空間旋轉方向,同時Z方向零點也在上表面上;將前面的2點計算為直線base,并將其設置為平面旋轉方向,同時X方向零點也在該直線上;將側面的1點base作為Y-原點。
2、編輯測量任務:按照基礎坐標系的方法在量塊1建立輔助坐標系1。具體設置如下:
(1)在量塊1的上平面測量平面1(4個測量點),在元素中設置“長度1”的名義值為400.0000(量塊1標稱值),設置“長度2”的名義值為:7.7000(量塊間距值),打開策略窗口,點擊“測量點”,用公式法編輯測量點③、測量點④的X-坐標:getNominal(“平面1”).len-5。測量點位置見圖1。
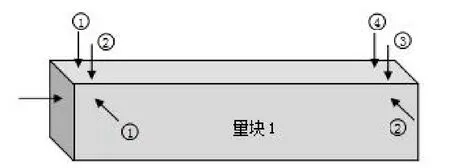
圖1 量塊測量點位置示意圖
(2)在量塊1前面測量2-D直線1(2個測量點),用公式法在元素中設置”長度”的名義值為:getNominal(“平面1”).len。打開策略窗口,用公式法編輯測量點②的X-坐標:getNominal(“平面1”).len-5。測量點位置見圖1。
(3)在量塊1側面測量點1,打開策略窗口,點擊“測量點”,設置測量點1的X-坐標、Y-坐標、Z-坐標為適當的數值。測量點位置見圖1。
(4)在量塊1的兩工作面分別測量點1-1、點1-2,用公式法將點1-1“X”的名義值設置為:getActual(“點1”).x,“Y”的名義值設置為:getActual(“點1”).y。將點1-2“X”的名義值編輯為:getActual(“點1”).x+getNominal(“平面1”).len,“Y”的名義值編輯為:getActual(“點1”).y。
(5)評價測量點1-1、點1-2的綜合距離。按照校準規范要求,每個點需測量3次,評價3個尺寸。
(6)重復上述步驟,依次測量量塊2~5。
3、定義安全平面,并設置安全距離、回退距離、探針選擇、元素手動CNC模式。
4、保存測量程序,啟動CNC程序。
5、分析結果報告。如果測量后機器精度在最大允許誤差范圍內,則符合要求,否則應根據用戶的使用情況和零部件的公差要求,建議用戶把機器的精度進行補償。
三、注意事項
1、校準前,要用無塵布清潔參考球、測針和量塊。
2、開機時要檢查環境溫度、濕度和氣壓,環境溫度控制在(20±2)℃,濕度:40%~60%,氣壓:(0.48~0.6)MPa。
3、CNC程序中的安全平面、安全距離、回退距離、測針的選擇和方向設置要合適,以確保設備測針安全平穩運行。可適當增加中間點,中間點僅在測量元素中可用。
4、校準時,要保證量塊牢固穩定、不晃動,量塊之間的間隙要基本一致。當量塊大于100mm時,量塊的支撐點要在艾利點位置。
結束語
坐標測量機的校準工作是一個長期積累和學習的過程,本文提出的方法簡單、直觀、便于操作,能夠高效率、智能化的完成坐標測量機的精度校準,希望對大家有所幫助和啟發。
猜你喜歡
少先隊活動(2021年4期)2021-07-23 01:46:22
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
攝影之友(影像視覺)(2019年3期)2019-03-30 01:36:50
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21
沈陽醫學院學報(2015年1期)2015-12-27 13:44:40
醫學教育管理(2015年3期)2015-12-01 06:43:16
中國艦船研究(2014年5期)2014-05-14 06:43:09