外箱包裝條碼符號質量控制研究
2019-05-23 14:54:22李慶岱
今日印刷 2019年5期
李慶岱
物流供應鏈中將基于全球統一編碼標識(GS1)的托盤條碼與商品條碼、箱碼、物流單元代碼關聯銜接,極大提高了物流效率,節約了企業的物流成本,做為物流鏈中數據載體的“箱碼”的編碼是否符合應用實際情況,印刷質量是否能達到標準規定的要求,就顯得尤為重要。做好“箱碼”的質量要從外箱的編碼質量、設計質量、印制質量入手,控制好每一個環節,才能使條碼符號達到標準規定的要求。
按照標準規定要求編碼,選擇合適的條碼符號
儲運包裝商品標識代碼主要采用GTIN-14代碼結構和GTIN-13代碼結構。GTIN-14代碼結構中的第一位數字為包裝指示符,用于指示儲運包裝商品的不同包裝級別,取范圍1~9,其中,1~8用于定量非零售商品,如定量包裝的整箱產品;外箱編碼2~13位應和箱內零售商品條碼的前12位相同;9用于變量的非零售商品,例如稱重商品等。當瓦楞紙箱內產品除作為物流外,還整箱銷售時,應當使用采用GTIN-13代碼結構,例如整箱銷售的酒類、奶制品、餅干等;使用GTIN-13代碼結構標識箱碼時,特別注意,外箱條碼和內裝物品條碼不能相同。
選用GTIN-14代碼結構,應當使用ITF-14條碼符號作為數據載體;選用GTIN-13代碼結構,應當使用EAN-13條碼符號作為數據載體(見表1)。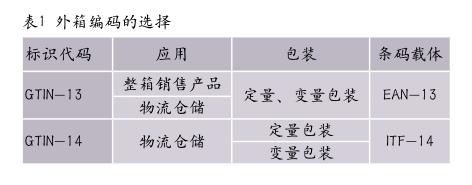
嚴格按標準規定要設計好條碼符號
1. 顏色搭配
瓦楞紙表面粗糙,不光滑,對光的反射率低。條碼符號印刷在此類型包裝上時,應當按照GB12904-2008標準規定的要求進行條、空搭配,條碼符號“條”使用冷色調、“空”使用暖色調,黑條白空搭配最好。當外箱上有其他版面字體或是圖案時,可以對根據版面整體版面風格選擇合適的條、空顏色搭配。當外箱碼使用ITF-14條碼符號作為載體時,可以直接印刷在該材質上,但是在日常抽檢中發現,ITF-14條碼符號直接印刷在瓦楞紙上,經常出現條碼符號質量等級達不到標準規定要求的情況,因此,在外箱上印刷ITF-14條碼符號時,應對條碼符號底色進行印刷。當使用GTIN-13條碼符號,使用EAN-13條碼符號作為數據載體時,顏色搭配要按照標準GB12904-2008標準中規定的條空顏色進行搭配。特別注意,金色、銀色、紅色不能作為條色,紅色可以做為底色,金色和銀色不可以做為底色。詳見表2條碼符號條、空顏色搭配參考表。
2. 符號大小
EAN-13條碼符號的尺寸是由放大系數決定的,條碼符號的放大系數在0.8~2,當條碼用于倉儲和物流時,掃描距離比較遠,應選擇放大系數稍大一些的條碼符號,但最大尺寸不大于74.58mm。
ITF-14條碼符號的放大系數為0.625~1.2,當放大系數為1時,條碼符號的長度為153.828mm,條碼符號的長度根據放大系數的不同而變化,條碼符號四周應設置保護框,保護框的線寬為4.8mm,線寬不受放大系數變化的影響。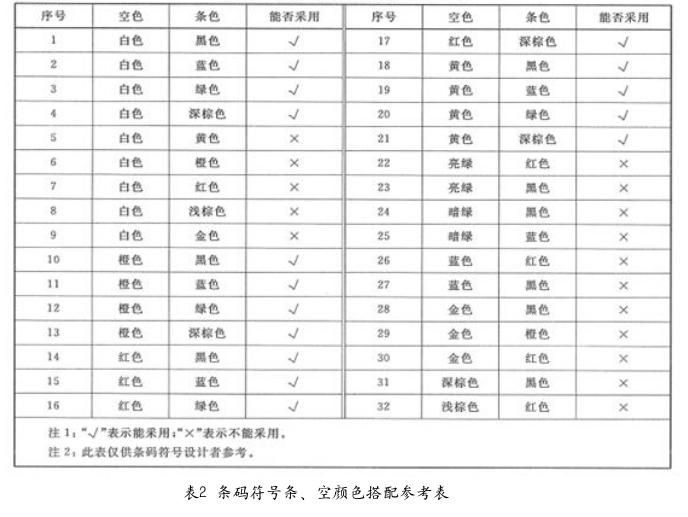
3. 符號位置
條碼符號位置應相對統一、符號不易變形、便于掃描識讀為準則,首選位置在商品包裝背面右下半區域內。EAN-13條碼符號與商品包裝鄰近邊緣的間距不應小于8mm或不大于100mm。對于體積大的或笨重的商品,條碼符號不應放置在商品包裝的底面。
ITF-14條碼符號下邊緣距印制面下邊緣的最小距離為32mm,條碼符號的第一個和最后一個條的邊緣距印制面垂直邊的最小距離為34mm,保護框外邊緣距垂直邊的最小距離為19mm。每個完整的非零售商品包裝上至少應有一個條碼符號,該條碼符號到任何一個直立邊的間距不小于50mm。物流過程中的包裝項目上最好使用兩個條碼符號,分別放置在相鄰的兩個面上的右側,在物流倉儲時可以保證包裝轉動時,總能看到其中的一個條碼符號。
控制好印刷控制工藝流程 提高條碼符號質量
1.根據條碼符號特點拼版
條碼符號的識讀是通過入射光照射到條碼符號上,條碼符號條、空寬窄不同,形成不同的反射光,反射光通過識讀設備轉化為強弱不同的電流,進而進行譯碼的過程。條碼符號對條、空尺寸精度要求比較嚴格,因此在制作條碼符號印版時,要考慮印刷方向和條碼符號印刷版的方向,應將印刷方向與條碼符號條的方向調整為相同方向。通過專門的實驗。在相同的印刷條件下,印刷方向順著條碼符號比印刷方向垂直印刷方向,條碼符號質量等級能高出一個質量等級。
2.條碼底色進行托色
2018年,隨機從30家瓦楞紙箱印刷企業抽取60批次條碼符號樣品,55批次條碼符號印刷品都是直接印刷在外箱上,沒有對底色進行處理,外箱條碼合格率不足五成。我們聯系印刷企業,將不合格原因通知相關企業,并分析條碼符號質量等級不合格原因,所有不合格條碼符號進行了底色印刷,在印刷方式、印刷壓力不變的情況下,條碼符號均達到標準規定的最低質量等級。
3.過程控制
一般情況下,柔性印版在制版完成時,整個的印版厚度誤差應該掌握在0.015~0.02mm。印刷時壓力大些,印版轉移到承印物上的油墨就多些。所以,為了保障整個圖案部分既能均勻著墨,又不致產生發毛、糊版等現象,應嚴格控制印刷壓力。壓力過大,文字圖像會出現壓潰、網點變形且互相連接,容易出現不實或圖案邊緣印不上等問題。由于網點層次發生變化,會嚴重偏色,以致整個畫面看上去層次不明、不清晰,細微層次出不來,立體感不強;中間層次偏多,會使畫面偏暗,色彩還原不佳,欠鮮艷等問題,嚴重影響產品質量。因此、印刷過程中,要嚴格控制條碼符號印刷壓力,只有控制好壓力,才能避免出現條碼符號脫墨、污點、不清晰等問題的發生。
4. 油墨的選擇
正確使用油墨,實際上就是要控制好油墨的質量。柔性版印刷主要有溶劑型油墨、水性油墨和UV油墨三大類。油墨要選擇細度好,填料顆粒細,顯色效果好,印刷時油墨的相對涂布量少,就可以獲得較滿意的色彩效果;黏度適中,黏度也是水性油墨的主要指標之一,對印刷產品的質量的影響很大,若黏度太高,油墨的流平性不好,影響油墨的均勻涂布,并容易出現版臟、糊版等弊病,條碼符號容易出現條空不直,條碼符號變形等問題,反之,若黏度過低,印刷色彩的質量效果不好,條碼符號條色出現虛印,脫墨,條碼符號條的反射率低的問題。
綜上所述,外箱碼的使用,應根據不同的需求,選擇不同的編碼結構,嚴格按照標準規定的要求設計條碼符號,控制好印刷工藝流程,就能得到高質量的條碼符號。
作者單位:河北省標準化研究院
猜你喜歡
中學生數理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
幼兒園(2021年6期)2021-07-28 07:42:14
中學生數理化·中考版(2020年10期)2020-11-27 01:59:48
小學生學習指導(低年級)(2019年11期)2019-11-25 07:31:48
物流技術與應用(2019年8期)2019-09-04 03:29:56
中國生殖健康(2019年2期)2019-08-23 08:12:08
汽車觀察(2018年12期)2018-12-26 01:05:44
小學生導刊(2017年13期)2017-06-15 20:29:38
汽車觀察(2016年3期)2016-02-28 13:16:26
天津科技大學學報(2015年4期)2015-04-16 04:55:11
