“華龍一號”示范工程主管道焊接準備
2019-05-24 03:20:20呂琛,吳佯,王勁
中國核電 2019年2期
呂 琛,吳 佯,王 勁
(1.福建福清核電有限公司,福建 福清 350318;2.環境保護部華東核與輻射安全監督站,上海 200233)
反應堆冷卻劑管道 (簡稱主管道)是核電廠最重要的設備之一,是壓力容器、蒸汽發生器和反應堆冷卻劑泵 (簡稱主泵)之間連接管道,是一回路壓力邊界的一部分。在壓力容器、蒸汽發生器、主泵泵殼吊裝就位后,將主管道管段引入預定位置,通過焊接的方式將主管道管段與上述三大主設備連接成為一個整體,構成反應堆冷卻劑系統主體。因此,主管道焊接是核電廠建設階段最重要的工作之一。
“華龍一號”示范工程福清核電站5號機組主管道焊接采用窄間隙氬弧脈沖自動焊焊接工藝,該工藝具有焊接效率高、焊接質量穩定、工藝成熟等優點。由于是首堆示范工程,主管道焊接的相關準備工作提前主管道焊接開始節點前一年啟動,在充分吸收福清核電1~4號機組主管道焊接經驗的基礎上,從 “人、機、料、法、環”五個方面進行了充分準備,保證了 “華龍一號”示范工程主管道焊接開始節點順利實現。
1 “華龍一號”主管道簡介
“華龍一號”每臺機組共有三個環路,每個環路的反應堆壓力容器、蒸汽發生器、主泵泵殼通過主管道熱段、主管道冷段和主管道過渡段連接,形成閉合環路。每個環路的主管道的冷段有2個焊口,熱段有2個焊口,過渡段有4個焊口,即每個環路共有8個焊口,三個環路共有24個焊口,焊口分布示意圖見圖1。
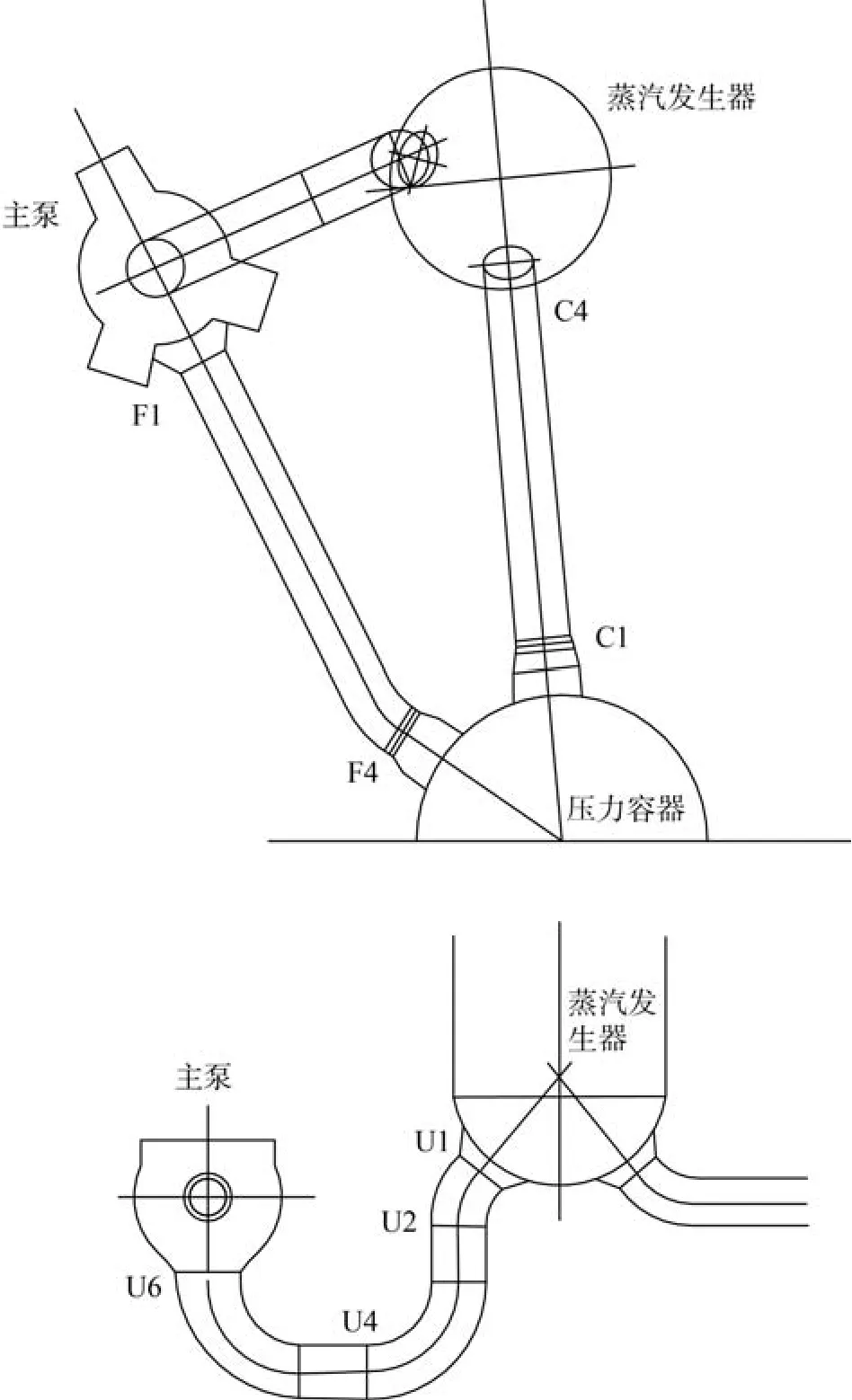
圖1 “華龍一號”主管道焊口分布示意圖Fig.1 Schematic of welded junctions of HPR1000 primary piping
“華龍一號”采用X2Cr NiMo18.12控氮不銹鋼材料整體鍛造制造主管道,彎頭和直管部分采用整體彎制,取消環焊縫,大的接管嘴采用整體鍛造方式,減少了焊縫數量,采用破前漏(Leakage Before Break,LBB)技術,防止發生雙端剪切斷裂事故,提高了安全性,將設計壽命延長到60年。[1]
2 “華龍一號”主管道焊接準備
2.1 主管道焊機準備
“華龍一號”示范工程主管道焊接使用的是加拿大Liburdi公司的GOLD TRACK-VI型的自動焊機。自動焊機分為機柜和機頭兩部分,圖2為 “華龍一號”主管道自動焊機。

圖2 “華龍一號”主管道自動焊機Fig.2 Automatic welding machine of HPR1000 primary piping
在主管道焊接開始前,焊接操作工依據焊接數據包,將焊接參數輸入焊機。在自動焊機的參數設置中,焊接前送氬氣時間、起弧時間、熄弧時間、滯后送氣時間、機頭連續行走速度、AVC模式、脈沖電流的類型等參數為焊接過程中的不變參數,焊接操作工設置好后在焊接過程中保持不變,無需再調整。焊接電流、焊接線性速度、焊絲速度、峰值電壓為焊接中的變參數,隨著焊縫深度和焊縫寬度的不同,焊接操作工按照焊接數據包中對應的參數值輸入自動焊機,因此,每道焊縫焊接完成后,必須將焊縫收縮量、焊縫根部寬度、焊縫剩余深度進行測量并記錄,為焊接操作工選擇下道焊縫焊接的參數提供依據。
在自動焊機機頭焊槍的前、后位置各有1個攝像頭,可以全程監控鎢極位置及焊縫熔池的成形過程,焊接操作工通過控制系統精確調整鎢極在焊縫中的位置。焊接前準備工作完成后,啟動焊接程序,充氬、起弧、焊接、熄弧、停止充氬等步驟均按照設定的程序自動進行。在焊接過程中,一名焊接操作工位于焊機機柜位置,負責焊接參數輸入及對焊接過程進行監控,另一名焊接操作工位于焊機機頭位置,負責操縱機頭、觀察焊縫成型等工作。另外,為確保焊接氬氣供應正常,再安排1名培訓合格的氬氣流量監控人員對高純氬氣瓶的氬氣流量進行全程監控。
主管道自動焊機的應用,相比較傳統手工焊焊接工藝大幅減少了焊工技能水平、人員疲勞等因素對焊接質量的影響,減少了焊工的工作量,縮短了焊接工期,焊接質量穩定可靠。
2.2 主管道焊接人員準備
主管道焊工及焊接操作工的人員資質應滿足《HAF603民用核安全設備焊工焊接操作工資格管理規定》的相關要求,在焊接前必須經過焊工考試,取得國家核安全局頒發的焊接操作工授權證書。考慮到主管道焊工考試報名、參加理論考試、實操考試、公示等流程需要較長時間,相關工作應提前規劃和準備。
根據自動焊機操作需求,并考慮到施工高峰期焊接操作工人力資源緊張,應合理安排主管道焊接人員,“華龍一號”示范工程主管道焊接每個焊口安排2名焊接操作工,其中1人位于焊機機柜位置,另1人位于焊機機頭位置。通過對主管道焊接施工邏輯順序進行分析,在主管道焊接高峰期,最多可能出現冷、熱段12道焊口同時具備焊接工作面的情況,此時應需要24名焊接操作工。為保證主管道焊接施工進度,且考慮到焊工休假、生病等各種情況,現場應配備足夠數量的焊接操作工,建議不少于24人。此外,還需要配備若干名起重工、鉗工配合進行主管道就位和組對,若干名無損檢測人員實施液體滲透檢測、射線檢測、超聲檢測等無損檢測工作,以保證主管道安裝、焊接的順利進行。
2.3 主管道焊接工藝準備
“華龍一號”主管道焊接采用窄間隙氬弧脈沖自動焊焊接工藝 (簡稱TOCE)[2],該焊接工藝使用Liburdi GOLD TRACK-VI型自動焊機進行焊接。在 “華龍一號”主管道焊接工藝評定規劃階段,充分考慮了現場施工過程中可能出現的各種情況,共制作了7項焊接工藝評定[3],詳見表1所示。

表1 “華龍一號”主管道焊接工藝評定Table 1 Welding procedure qualification of HPR1000 primary piping
在主管道安裝階段,通過調整主管道位置,初步對焊口進行組對,適當移動主泵泵殼或蒸汽發生器位置 (此時主泵泵殼和蒸汽發生器未最終固定),精確組對焊口,使主管道坡口組對間隙和內徑內錯邊量滿足TOCE工藝的要求,即坡口組對間隙0~1 mm(目標值是0 mm)[4],內錯邊量≤1.5 mm,詳見圖3所示,此時使用TOCE工藝進行主管道焊接[5]。
考慮到主設備管嘴制造精度公差和現場主設備安裝精度公差,主管道坡口組對間隙可能出現超出1 mm的情況,將無法使用TOCE工藝進行主管道根部焊道的焊接。但是如果能夠控制組對間隙在1~4 mm范圍,就可以由焊工使用手工鎢極氬弧焊工藝 (TIG)先從焊縫背面進行根部打底焊道的焊接,然后再由自動焊機使用TOCE工藝從焊縫正面進行根部支撐焊道、填充焊道、填充末期焊道和蓋面焊道的焊接,即TIG+TOCE焊接工藝。
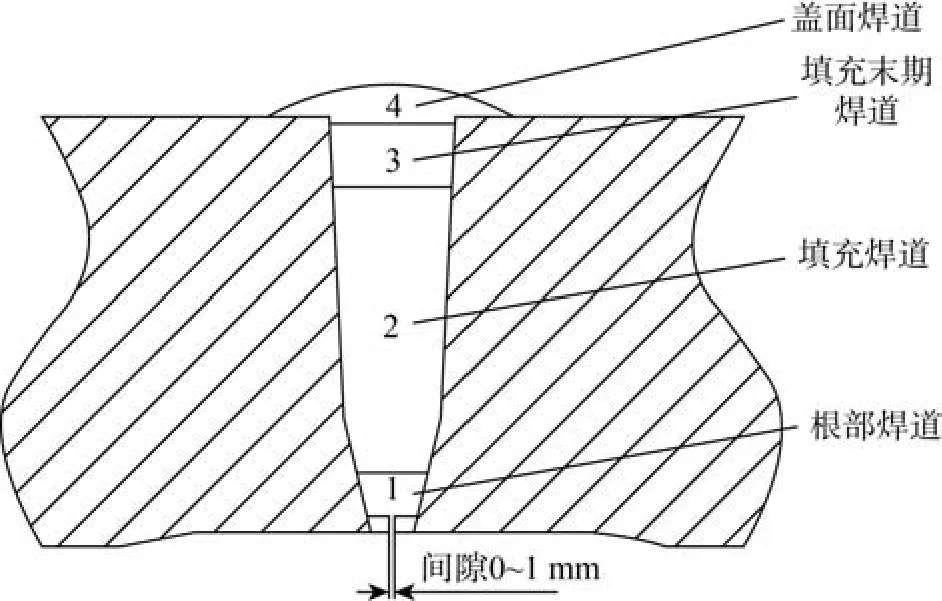
圖3 TOCE工藝坡口形式Fig.3 Welding groove of TOCE procedure
在主管道焊接時有可能出現焊接缺陷,因此必須考慮出現焊接缺陷后進行返修的焊接工藝,主管道返修焊接工藝考慮了兩種情況:局部返修的焊接工藝評定和整圈返修的焊接工藝評定。
當主管道整圈焊縫只有局部區域出現焊接缺陷時,例如主管道最終RT檢驗結果顯示10張底片中有2張底片存在焊接缺陷,缺陷深度在50%厚度至100%厚度之間,此情況下沒有必要對整圈焊縫進行打磨去除,只需要根據底片中缺陷位置的標記,僅對缺陷位置進行打磨,確定缺陷去除干凈后,由焊工使用手工電弧焊SMAW工藝進行填充,即主管道SMAW手工返修焊接工藝評定。
當主管道的整圈焊縫都出現焊接缺陷時,例如主管道50%厚度RT檢驗結果顯示10張RT底片中有8張底片都存在焊接缺陷,缺陷深度在15 mm厚度至50%厚度之間,此情況下應對焊縫整圈進行打磨,確定缺陷去除干凈后,由自動焊機使用TOCE工藝進行填充,根據技術規格書要求,需制作一個TOCE工藝模擬補焊工藝評定。
“華龍一號”示范工程福清核電5號機組主管道焊接工藝評定工作前后歷時約一年,7項焊接工藝評定全面考慮了主管道焊接及返修過程中可能遇到的各種情況,能夠滿足主管道焊接和返修的焊接工藝需求。
2.4 主管道焊接材料準備
“華龍一號”示范工程主管道窄間隙氬弧脈沖自動焊工藝 (TOCE)使用的焊接材料是ER316Lφ0.8 mm和ER316LSiφ1.0 mm兩種型號焊絲,焊絲為盤狀,使用時架設在焊機機頭位置,由機頭的送絲機構按照設定的送絲速度自動送絲。其中ER316Lφ0.8 mm的焊絲用于根部焊道的焊接,ER316LSiφ1.0 mm的焊絲用于填充焊道、填充末期焊道和蓋面焊道的焊接,ER316LSi焊絲比ER316L焊絲的Si含量有所提高,可以在一定程度上增強熔池金屬的流動性,從而保證焊縫側壁充分熔合,兩種焊絲的化學成分見表2。
考慮到可能使用手工焊打底的TIG+TOCE焊接工藝,需準備一定數量的ER316Lφ1.6 mm型號焊絲用于手工鎢極氬弧焊 (TIG)進行根部打底焊道的焊接。主管道在使用手工電弧焊(SMAW)工藝進行返修時,使用E316L-15 φ3.2 mm的焊條進行焊道填充。“華龍一號”示范工程主管道焊接使用的焊接材料詳見表3所示。
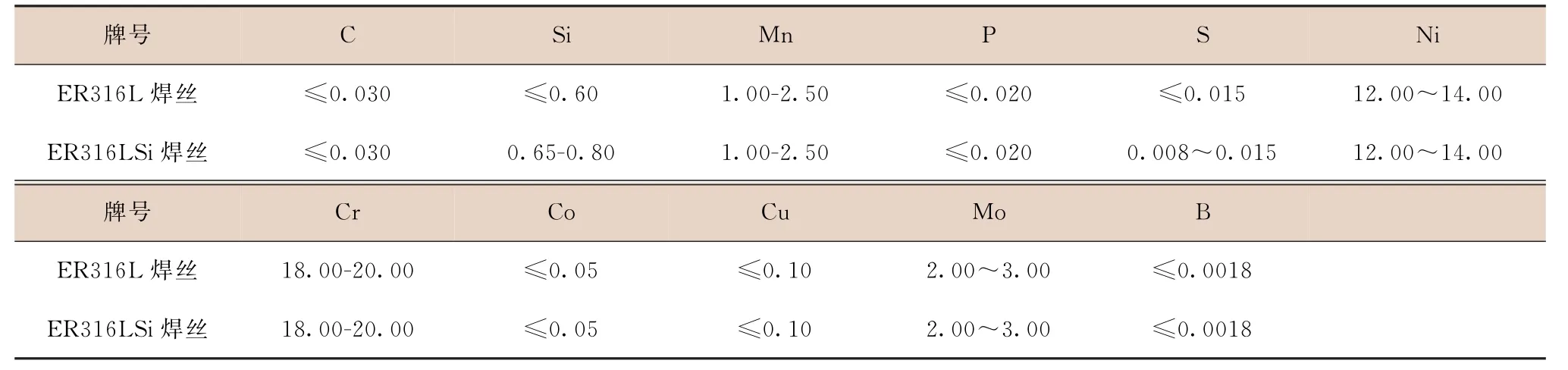
表2 ER316L焊絲與ER316LSi焊絲的化學成分 (質量分數)Table 2 Chemical composition of ER316L and ER316LSi wilding wires(m%) 單位:%

表3 “華龍一號”主管道焊接材料Table 3 Welding material of HPR1000 primary piping
2.5 主管道焊接施工環境
主管道焊接期間,核島廠房正處于安裝高峰期,設備、管道及支架的安裝、焊接施工集中,人員走動、材料搬運、焊接煙塵等都會對主管道焊接產生影響,因此,有必要對主管道焊接區域進行隔離,設置主管道焊接工作專區,避免對焊接質量產生影響。
國內在建或在運核電廠均位于沿海一帶,常年空氣濕度較大,特別在梅雨季節空氣濕度可以達到95%以上,環境濕度過高可能導致主管道焊接時產生氣孔缺陷。因此,必須在主管道焊接工作區配備除濕機等除濕設備,并在每個主管道焊口1 m范圍內設置溫濕度表,對環境濕度進行監控并定時記錄。
技術規格書規定:主管道焊接應設置Ⅱ級工作區,焊接場所濕度不應高于90%,環境溫度應不低于-10℃,待焊件表面溫度應不低于5℃。“華龍一號”示范工程在滿足技術規格書要求的基礎上,吸收福清核電1~4號機組主管道焊接經驗反饋,針對環境對焊接質量的影響因素,優化主管道焊接的施工環境,具體如下:
1)主管道焊接工作區與其他施工區域實施實體隔離,標識工作區邊界,工作區出入口設置保安,人員進入必須持專區出入證,進入人員和攜帶物品工具必須進行登記;
2)進入工作區的人員應穿干凈的工作服,必須穿鞋套進入;
3)工作區地面鋪設地板革,墻面應已完成油漆涂裝并保持清潔,混凝土墻面及鋼筋裸露處用防火布包裹,搭設腳手架頂棚并鋪設防火布,避免灰塵及異物從上方掉落。
4)每日清掃地面,保持地面和墻面干凈,主管道焊接期間避免周邊區域澆筑、打磨混凝土;
5)工作區設置除濕機、暖風機,根據環境濕度情況必要時開啟除濕,使環境濕度保持在80%以下 (比技術規格書規定的90%濕度更嚴格);
6)在每個焊口1 m范圍內懸掛溫濕度表,實時監測環境溫濕度并記錄;
7)起弧開始焊接后,原則上不再允許人員進入工作區,避免影響焊接操作工的注意力,在焊機熄弧停止焊接后人員才能進入。
3 主管道焊接準備與實施
“華龍一號”示范工程主管道管段于2017年11月2日引入反應堆廠房主管道焊接房間。根據二級進度計劃,主管道焊接開始時間為2017年12月9日。至12月3日,第一臺蒸汽發生器已吊裝就位,正在安裝垂直支撐,壓力容器因其保溫層未安裝完成影響尚未開始吊裝,第一臺主泵泵殼已到貨未開始吊裝。由于壓力容器未吊裝就位并最終固定,主管道冷、熱段已無法按計劃先開始焊接,但蒸汽發生器已吊裝就位,因此將主管道焊接順序調整為:先開始焊接和蒸汽發生器相連的主管道過渡段40°彎頭U1焊口,待3個環路的U1焊口焊接完成后再開始主管道冷、熱段的焊接,這一施工順序的調整通過現場設計變更申請單的形式進行了確認。
主管道焊接的各項準備工作提前二級進度計劃中的主管道焊接開始節點約一年開始,包括焊接操作工考試、自動焊機調撥及維護保養、焊接材料驗收試驗、焊接工藝評定制作等各項準備工作均在主管道焊接開始前的2017年12月3日完成了準備,準備情況詳見表4所示。
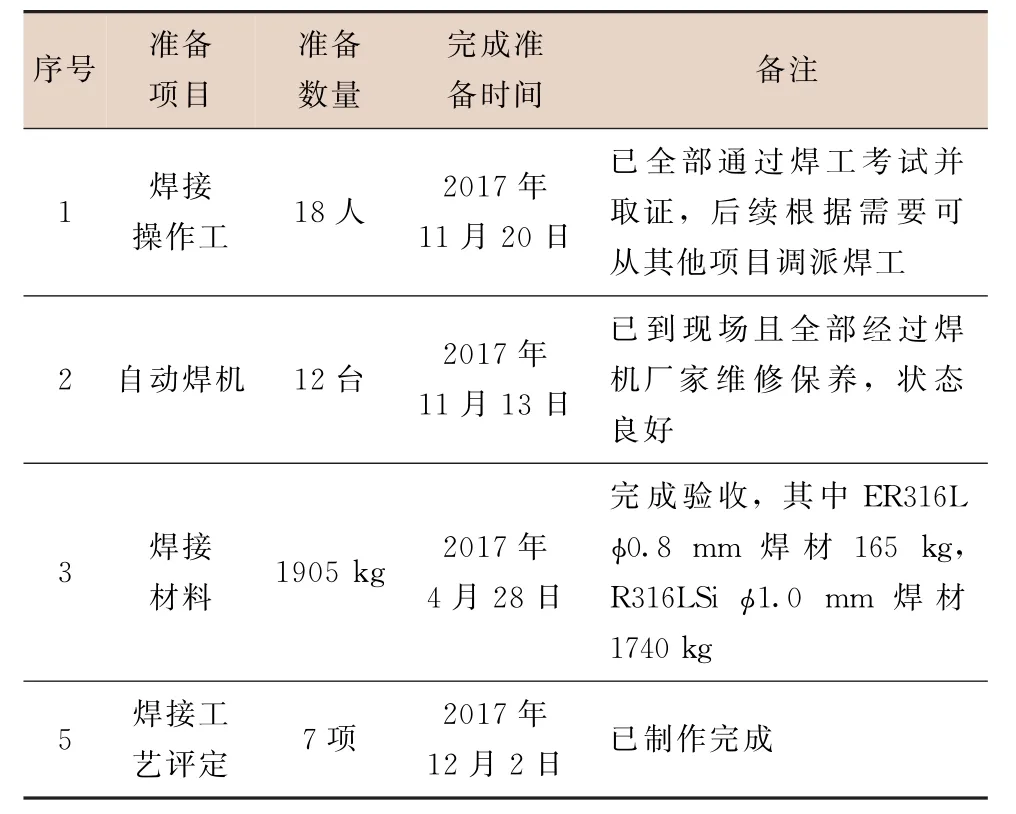
表4 “華龍一號”主管道焊接準備情況Table 4 Welding preparation of HPR1000 primary piping
根據國家核安全監管要求,主管道焊接前準備情況必須經過國家核安全監管部門的檢查,核電廠業主單位在收到國家核安全監管部門發出的批準釋放主管道焊接控制點的文件之后,才能開始主管道焊接。2017年12月4日~6日,國家核安全監管部門對 “華龍一號”示范工程主管道焊接前準備情況進行了檢查,12月12日正式發文批準釋放主管道焊接控制點,12月13日主管道1U1焊口安裝和焊接的質量計劃開啟,按照施工步驟依次完成了主管道坡口測量,焊接前液體滲透檢測、焊口組對、自動焊機架設和調試等工作。2017年12月24日,“華龍一號”示范工程主管道第一道焊口 (1U1焊口)起弧焊接,主管道焊接正式開始。
主管道焊接開始后,焊接進展順利,焊接操作工通過培訓取證、模擬件練習、經驗反饋學習,熟悉了焊機的操作,積累了較豐富的焊接經驗。自動焊機在使用前經過廠家人員全面維修保養和軟件升級,性能穩定可靠。福清核電1~4號機組主管道焊接的各項管理改進,均固化至“華龍一號”主管道焊接管理程序,嚴格執行。焊接操作的各個步驟,均通過規程逐項執行、確認。焊接工藝成熟可靠,充分考慮了可能出現的各種情況,其中TIG+TOCE焊接工藝從未在福清核電1~4號機組主管道焊接時使用過,但考慮到 “華龍一號”示范工程為全球首堆,仍然制作了該項工藝評定,同時制作了整圈自動焊補焊工藝評定和手工補焊工藝評定,可以覆蓋主管道焊接時可能出現的各種情況,確保工程進度不受影響。
“華龍一號”示范工程主管道全部24道焊口于2018年7月14日焊接完成,射線檢測一次合格率99.03%,焊接工期共203天,相較于福清核電站1~4號機組主管道焊接工期最短,比同期建設的 “華龍一號”海外首堆巴基斯坦卡拉奇核電廠2號機組主管道焊接的208天工期短5天。
“華龍一號”示范工程主管道焊接前的各項準備工作全面、細致、充分,有力推動了主管道焊接的順利實施。
4 結束語
“華龍一號”示范工程主管道焊接從 “人、機、料、法、環”五個方面進行了全面、細致和充分的準備,吸收了福清核電廠1~4號機組主管道焊接經驗反饋,考慮到了焊接過程中可能出現的各種不利情況,制作了相應的焊接工藝評定,采取了預防和應對措施,保證了主管道焊接順利開始和焊接過程的順利進行,實現了較高的焊接一次合格率和較短的焊接工期,期間沒有發生一起因準備工作不充分而導致的焊接缺陷或延誤工期問題,起到了 “華龍一號”示范工程的示范作用,為后續 “華龍一號”項目主管道焊接準備提供了參考和借鑒。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
制造業自動化(2017年2期)2017-03-20 14:26:13
太空探索(2016年6期)2016-07-10 12:09:06
銅業工程(2015年4期)2015-12-29 02:48:39
筑路機械與施工機械化(2015年11期)2015-07-01 16:28:43
設備管理與維修(2015年12期)2015-04-09 06:57:24
筑路機械與施工機械化(2015年8期)2015-01-11 09:24:54
